También podría gustarte
- Teoria de RestriccionesDocumento3 páginasTeoria de RestriccionesANGEL REYES GARCIAAún no hay calificaciones
- UNIDAD 3 PROYECTO INTEGRADOR - Solares ZetinaDocumento106 páginasUNIDAD 3 PROYECTO INTEGRADOR - Solares ZetinaANGEL REYES GARCIAAún no hay calificaciones
- Presentacion Uso de ExtintoresDocumento40 páginasPresentacion Uso de ExtintoresANGEL REYES GARCIAAún no hay calificaciones
- Trujillo Letechipia Ashley Yashinka - Medición y Mejoramiento de La Productividad - Noveno - 1951 - Ing. IndustrialDocumento28 páginasTrujillo Letechipia Ashley Yashinka - Medición y Mejoramiento de La Productividad - Noveno - 1951 - Ing. IndustrialANGEL REYES GARCIAAún no hay calificaciones
- Plantilla para Administrar NegocioDocumento15 páginasPlantilla para Administrar NegocioANGEL REYES GARCIAAún no hay calificaciones
- Propuesta Horarios Laboratorios 2022-2Documento4 páginasPropuesta Horarios Laboratorios 2022-2ANGEL REYES GARCIAAún no hay calificaciones
- Selección de Familia, VSM Presente Parte 1Documento10 páginasSelección de Familia, VSM Presente Parte 1ANGEL REYES GARCIAAún no hay calificaciones
- Calendaro Act Tienda EneroDocumento1 páginaCalendaro Act Tienda EneroANGEL REYES GARCIAAún no hay calificaciones
- Nom-02 RedaccionDocumento5 páginasNom-02 RedaccionANGEL REYES GARCIAAún no hay calificaciones
- VenegashernandezsergiofranciscolDocumento59 páginasVenegashernandezsergiofranciscolANGEL REYES GARCIAAún no hay calificaciones
- Documentos 5 SDocumento20 páginasDocumentos 5 SANGEL REYES GARCIAAún no hay calificaciones
- Redaccion Diapositivas LeobardoDocumento2 páginasRedaccion Diapositivas LeobardoANGEL REYES GARCIAAún no hay calificaciones
- Práctica 3 Herramientas para Mejorar La ProductividadDocumento10 páginasPráctica 3 Herramientas para Mejorar La ProductividadANGEL REYES GARCIAAún no hay calificaciones
- 5 S Frase 2Documento1 página5 S Frase 2ANGEL REYES GARCIAAún no hay calificaciones
- Auditoría STPS - NOM-002-STPS-2010Documento13 páginasAuditoría STPS - NOM-002-STPS-2010ANGEL REYES GARCIAAún no hay calificaciones
- Calendaro Act Tienda FebreroDocumento1 páginaCalendaro Act Tienda FebreroANGEL REYES GARCIAAún no hay calificaciones
- 5 S Frase 1Documento1 página5 S Frase 1ANGEL REYES GARCIAAún no hay calificaciones
- Práctica 1 Factores Internos y Externos de La ProductividadDocumento7 páginasPráctica 1 Factores Internos y Externos de La ProductividadANGEL REYES GARCIAAún no hay calificaciones
- PARADIGMASDocumento4 páginasPARADIGMASANGEL REYES GARCIAAún no hay calificaciones
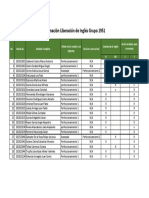
- Información Inglés y CeremoniaDocumento1 páginaInformación Inglés y CeremoniaANGEL REYES GARCIAAún no hay calificaciones
- Pareto GIPDocumento6 páginasPareto GIPANGEL REYES GARCIAAún no hay calificaciones
- Cotizacion ExtintoresDocumento1 páginaCotizacion ExtintoresANGEL REYES GARCIAAún no hay calificaciones
- Redaccion de AreasDocumento8 páginasRedaccion de AreasANGEL REYES GARCIAAún no hay calificaciones
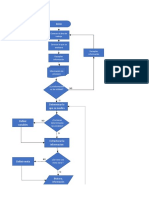
- Diagrama de FlujoDocumento2 páginasDiagrama de FlujoANGEL REYES GARCIAAún no hay calificaciones
- SummanthDocumento8 páginasSummanthANGEL REYES GARCIAAún no hay calificaciones
- Formulario Del Video Número 4Documento1 páginaFormulario Del Video Número 4ANGEL REYES GARCIAAún no hay calificaciones
- Copia de PLANTILLA EJEMPLO DE APLICACIαN DE VSMDocumento22 páginasCopia de PLANTILLA EJEMPLO DE APLICACIαN DE VSMANGEL REYES GARCIAAún no hay calificaciones
- Plan Anual de La Cadena de Valor - Tercimex - Medio - T5Documento38 páginasPlan Anual de La Cadena de Valor - Tercimex - Medio - T5ANGEL REYES GARCIAAún no hay calificaciones
- Dist NormalDocumento4 páginasDist NormalANGEL REYES GARCIAAún no hay calificaciones
- Actividad 3.3Documento16 páginasActividad 3.3ANGEL REYES GARCIAAún no hay calificaciones