También podría gustarte
- Calculo Mezclador EstáticoDocumento1 páginaCalculo Mezclador EstáticoCésar A Becerra AAún no hay calificaciones
- Cabeza de Ducha - Atlántica - ProtefisaDocumento1 páginaCabeza de Ducha - Atlántica - ProtefisaAracelly SantiagoAún no hay calificaciones
- MezcDocumento1 páginaMezcNia ValenciaAún no hay calificaciones
- Ficha Tecnica Regadera PDFDocumento1 páginaFicha Tecnica Regadera PDFPizzano Delia100% (1)
- PerforadoraCanarias240 PDFDocumento2 páginasPerforadoraCanarias240 PDFabelmonte_geotecniaAún no hay calificaciones
- Certificado de Calidad de Tuberia de Fierro GalvanizadoDocumento1 páginaCertificado de Calidad de Tuberia de Fierro GalvanizadoDaniel Herrejón100% (1)
- Especificaciones Técnicas Const. Sistema de Alcantarillado Zona Laramani Com. CañumaDocumento6 páginasEspecificaciones Técnicas Const. Sistema de Alcantarillado Zona Laramani Com. CañumaBatman DiasAún no hay calificaciones
- Ficha Tecnica URREA 2302Documento1 páginaFicha Tecnica URREA 2302Luis Genesis PérezAún no hay calificaciones
- Requerimiento Seguridad y AmbientalDocumento6 páginasRequerimiento Seguridad y AmbientalMarco Romero HuamaniAún no hay calificaciones
- Ficha Sdr-35.PDF Sanitaria 2Documento5 páginasFicha Sdr-35.PDF Sanitaria 2Hernan Blas alcocerAún no hay calificaciones
- Siete Herramientas de La Calidad CompletoDocumento24 páginasSiete Herramientas de La Calidad CompletoJesus AbastoAún no hay calificaciones
- 0128-2021 Cotizacion 2021 Gobierno Regional ArequipaDocumento4 páginas0128-2021 Cotizacion 2021 Gobierno Regional ArequipaCarlos Luis Tejada SalasAún no hay calificaciones
- Ficha SDR-41 AlDocumento4 páginasFicha SDR-41 AlNelson JuniorAún no hay calificaciones
- Calculo de FleteDocumento9 páginasCalculo de FleteManuel Aurelio Esparza MonroyAún no hay calificaciones
- Mat Curacion 5Documento29 páginasMat Curacion 5Kassandra Del RioAún no hay calificaciones
- Ficha Técnica RegaderaDocumento1 páginaFicha Técnica RegaderanegretezapienemilianoAún no hay calificaciones
- Reporte 1Documento1 páginaReporte 1Marcos junior Panta juarezAún no hay calificaciones
- Luis Mendez C.I. 20.351.613 Activadad 10Documento32 páginasLuis Mendez C.I. 20.351.613 Activadad 10Leo UrriolaAún no hay calificaciones
- Bielas Con-Sin Cojinetes Motor Waukesha l5794Documento2 páginasBielas Con-Sin Cojinetes Motor Waukesha l5794Jeampier's Josué Domínguez FloresAún no hay calificaciones
- ARENA CORONADO II Ver02Documento4 páginasARENA CORONADO II Ver02cristhian joseAún no hay calificaciones
- Plantilla Metrados ActualizadoDocumento11 páginasPlantilla Metrados ActualizadoMoshe Andre Povea GonzalezAún no hay calificaciones
- Tubo de Polietileno de Alta Densidad para Abastecimiento de AguaDocumento1 páginaTubo de Polietileno de Alta Densidad para Abastecimiento de AguaJorge HuarcayaAún no hay calificaciones
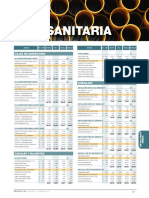
- Construdata 192 Red SanitariaDocumento6 páginasConstrudata 192 Red Sanitariajose ricardo torres carranza100% (1)
- 0033 032501701sz1484a-ParcoDocumento1 página0033 032501701sz1484a-ParcoJuan RodriiguezAún no hay calificaciones
- AAAGENERADORDocumento8 páginasAAAGENERADOREver HernándezAún no hay calificaciones
- Certificado Allen 2022Documento3 páginasCertificado Allen 2022MAURICIOAún no hay calificaciones
- Tubo de Poliporpileno Unión Rosca Conducción de Fluidos A PresiónDocumento1 páginaTubo de Poliporpileno Unión Rosca Conducción de Fluidos A PresiónJorge HuarcayaAún no hay calificaciones
- Tubo Tigre 63 MM PlomoDocumento1 páginaTubo Tigre 63 MM PlomoLuis PortuanoAún no hay calificaciones
- SAM6Documento1 páginaSAM6Roger CallisayaAún no hay calificaciones
- Bateria de FiltrosDocumento7 páginasBateria de FiltrosChristian RiveraAún no hay calificaciones
- Raches ReporteDocumento2 páginasRaches Reporteservillano sasAún no hay calificaciones
- Bitacora de Motores CulataDocumento9 páginasBitacora de Motores CulataGerman ValenzuelaAún no hay calificaciones
- Formato 02Documento1 páginaFormato 02Leiru MaNiAún no hay calificaciones
- 5.9. - Flete TerrestreDocumento16 páginas5.9. - Flete TerrestreMarino Germán Fonseca DávilaAún no hay calificaciones
- Poliza Todo Riesgo Sta 685Documento1 páginaPoliza Todo Riesgo Sta 685Montenegro CaroAún no hay calificaciones
- Ficha Tecnica de CentrifugaDocumento2 páginasFicha Tecnica de CentrifugaYalhow BlasAún no hay calificaciones
- Regadera Dica 4506BDocumento1 páginaRegadera Dica 4506BJohana DiazAún no hay calificaciones
- Cuadro Control Osas 123 Corte 2 JoseptDocumento1 páginaCuadro Control Osas 123 Corte 2 JoseptJosemar PertuzAún no hay calificaciones
- Aforo Departamento de PerforacionDocumento1 páginaAforo Departamento de PerforacionBranly Cortes RamirezAún no hay calificaciones
- Gasbel Equipos & Asesoria S.A.C.: Factura ElectronicaDocumento1 páginaGasbel Equipos & Asesoria S.A.C.: Factura ElectronicaNATALYAún no hay calificaciones
- 9436 Monomando UrreaDocumento1 página9436 Monomando UrreaIme Montserrat Jimenez TizapantziAún no hay calificaciones
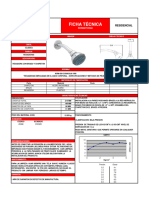
- Ficha Técnica: ResidencialDocumento1 páginaFicha Técnica: ResidencialDarío AguilarAún no hay calificaciones
- Reporte de Fabricacion 1.2 X 1Documento1 páginaReporte de Fabricacion 1.2 X 1Import Agar2Aún no hay calificaciones
- MorteroHidraulico 2Documento1 páginaMorteroHidraulico 2giovaticingAún no hay calificaciones
- Cuadro Comparativo - BienesDocumento9 páginasCuadro Comparativo - BienesGELI BECERRA DIAZAún no hay calificaciones
- Tubo de Poliporpileno Unión Rosca Conducción de Fluidos A PresiónDocumento1 páginaTubo de Poliporpileno Unión Rosca Conducción de Fluidos A PresiónJorge HuarcayaAún no hay calificaciones
- Reporte de Equipos de Acreditacion EneroDocumento1 páginaReporte de Equipos de Acreditacion Eneromanuel pavezAún no hay calificaciones
- Lampara de Fototerapia Ningbo David Xhz90 46aizi04004Documento2 páginasLampara de Fototerapia Ningbo David Xhz90 46aizi04004EQUIMEDICS S.A.SAún no hay calificaciones
- 22.2 A3273 - LL - Ramon Castilla - Certificado ConcertinaDocumento1 página22.2 A3273 - LL - Ramon Castilla - Certificado ConcertinaDiego Dueñas VelardeAún no hay calificaciones
- Formato de EstimacionDocumento5 páginasFormato de EstimacionMadrid TorresAún no hay calificaciones
- Check List de VehiculosDocumento1 páginaCheck List de VehiculosSanti ToledoAún no hay calificaciones
- Ritran 2020 Revisión Feb2021-62Documento1 páginaRitran 2020 Revisión Feb2021-62Katherine Gonzales VargasAún no hay calificaciones
- Ficha Sanitario SCDocumento4 páginasFicha Sanitario SCJomally Parada AgredaAún no hay calificaciones
- INFORME No. 1928 INSPECCION NDT EJES PATIOS CAÑA - INGENIO MANUELITA ABRIL 2018Documento5 páginasINFORME No. 1928 INSPECCION NDT EJES PATIOS CAÑA - INGENIO MANUELITA ABRIL 2018mauriciomejia7Aún no hay calificaciones
- ANEXODocumento74 páginasANEXOJesús Monroy GuadarramaAún no hay calificaciones
- Hoja de Vida de Equipo Soldadura Esr-05Documento1 páginaHoja de Vida de Equipo Soldadura Esr-05SISO GECONSAún no hay calificaciones
- CV-E2-V05-A-518-Rejillas Valvulas T4Documento1 páginaCV-E2-V05-A-518-Rejillas Valvulas T4fredy pedrozaAún no hay calificaciones
- 901ad 9435PCDocumento1 página901ad 9435PCJesus DavalosAún no hay calificaciones
- Cespol 4209Documento1 páginaCespol 4209Jacobo RobertoAún no hay calificaciones
- Formato Entrega Trabajo Colaborativo SiglDocumento8 páginasFormato Entrega Trabajo Colaborativo SiglCarlos Andres Palomino BarriosAún no hay calificaciones
- Sistemas Integrados de Gestion-AmbientalDocumento25 páginasSistemas Integrados de Gestion-AmbientalCarlos Andres Palomino BarriosAún no hay calificaciones
- Cargador de Montacargas: Nivel 0.00Documento1 páginaCargador de Montacargas: Nivel 0.00Carlos Andres Palomino BarriosAún no hay calificaciones
- Analisis Contexto EstrategicoDocumento3 páginasAnalisis Contexto EstrategicoCarlos Andres Palomino BarriosAún no hay calificaciones
- Generalidades de La Auditoría Interna: Evidencia: Aa1-Ev2 Informe EjecutivoDocumento3 páginasGeneralidades de La Auditoría Interna: Evidencia: Aa1-Ev2 Informe EjecutivoCarlos Andres Palomino BarriosAún no hay calificaciones
- Objetivos de CalidadDocumento1 páginaObjetivos de CalidadCarlos Andres Palomino BarriosAún no hay calificaciones
- CP Sig 1 Gestion Integral01Documento1 páginaCP Sig 1 Gestion Integral01Carlos Andres Palomino BarriosAún no hay calificaciones
- Cargador de Montacargas: Nivel 0.00Documento1 páginaCargador de Montacargas: Nivel 0.00Carlos Andres Palomino BarriosAún no hay calificaciones
- Limpieza ZapatosDocumento1 páginaLimpieza ZapatosCarlos Andres Palomino BarriosAún no hay calificaciones
- Limpieza ZapatosDocumento1 páginaLimpieza ZapatosCarlos Andres Palomino BarriosAún no hay calificaciones
- Hoja de Vida de InstrumentosDocumento1 páginaHoja de Vida de InstrumentosCarlos Andres Palomino BarriosAún no hay calificaciones
- Grafico de Medidas Con IncertidumbreDocumento5 páginasGrafico de Medidas Con IncertidumbreCarlos Andres Palomino BarriosAún no hay calificaciones
- M-SIG-01 Manual de Sistema Integrado de Gestión.Documento33 páginasM-SIG-01 Manual de Sistema Integrado de Gestión.Carlos Andres Palomino BarriosAún no hay calificaciones
- Correción de La Medición A Partir de La IncertidumbreDocumento8 páginasCorreción de La Medición A Partir de La IncertidumbreCarlos Andres Palomino BarriosAún no hay calificaciones
- Entrega, Custodia y Dado de Baja de Instrumentos de MediciónDocumento4 páginasEntrega, Custodia y Dado de Baja de Instrumentos de MediciónCarlos Andres Palomino BarriosAún no hay calificaciones
- Solicitud de Equipos de MediciónDocumento4 páginasSolicitud de Equipos de MediciónCarlos Andres Palomino BarriosAún no hay calificaciones
- Alcance SigDocumento1 páginaAlcance SigCarlos Andres Palomino BarriosAún no hay calificaciones
- Formato Matriz de Despliegue Estrategico PDFDocumento1 páginaFormato Matriz de Despliegue Estrategico PDFCarlos Andres Palomino BarriosAún no hay calificaciones
- Introducción A La Regencia de FarmaciaDocumento13 páginasIntroducción A La Regencia de FarmaciaIsamar Escamilla GuerreroAún no hay calificaciones
- Curva Velocidad - Par Del Motor ShuntDocumento4 páginasCurva Velocidad - Par Del Motor ShuntLuisEduardoTkfAún no hay calificaciones
- Guia 5 Fisica GeneralDocumento4 páginasGuia 5 Fisica GeneralElmer525Aún no hay calificaciones
- Taller de Refuerzo para El Examen OralDocumento3 páginasTaller de Refuerzo para El Examen OralEduardo CastañedaAún no hay calificaciones
- Regulacion de TensionDocumento17 páginasRegulacion de TensionPool MedinaAún no hay calificaciones
- Favellan - 2 Prop de Los Fluido MFS FAV PDFDocumento73 páginasFavellan - 2 Prop de Los Fluido MFS FAV PDFnathaliaAún no hay calificaciones
- Preinforme 2 Laboratorio de ElectrotecniaDocumento7 páginasPreinforme 2 Laboratorio de ElectrotecniaMiguelAún no hay calificaciones
- Ejercitario 8 - Fuentes de BDocumento2 páginasEjercitario 8 - Fuentes de BRichard Diaz GimenezAún no hay calificaciones
- Practica 2Documento6 páginasPractica 2Rudy Aaron Marroquin GarciaAún no hay calificaciones
- Problemas de Dinamica - Leyes de NewtonDocumento3 páginasProblemas de Dinamica - Leyes de NewtonRodrigo Arias ChipanaAún no hay calificaciones
- Ley de Ohm AmpliaDocumento18 páginasLey de Ohm AmpliaTrujilloSergioAún no hay calificaciones
- Practica 2 G8Documento24 páginasPractica 2 G8Cami Andrews JuliAún no hay calificaciones
- Prob. Teorema PiDocumento2 páginasProb. Teorema PiLuis Vasquez EnriquezAún no hay calificaciones
- 1.1 Termodinámica Y EnergíaDocumento6 páginas1.1 Termodinámica Y EnergíaMisael GómezAún no hay calificaciones
- Programa Física Básica ScanDocumento4 páginasPrograma Física Básica ScanRobin LopezAún no hay calificaciones
- ProyectoDocumento23 páginasProyectoMilton Guzman MenciaAún no hay calificaciones
- Instalaciones I Psicrometria 2012Documento27 páginasInstalaciones I Psicrometria 2012JOSE LUIS CANOVASAún no hay calificaciones
- 01-HistoriaConceptosDocumento71 páginas01-HistoriaConceptosRosmel Arturo Quiroz MachucaAún no hay calificaciones
- Transistores de Potencia (2022 - 02 - 01 16 - 13 - 34 UTC)Documento13 páginasTransistores de Potencia (2022 - 02 - 01 16 - 13 - 34 UTC)ValentinaAún no hay calificaciones
- Reporte de Práctica No. 2 Solidos Universidad Mariano GalvezDocumento3 páginasReporte de Práctica No. 2 Solidos Universidad Mariano GalvezJOSSELYN NINETH GARCIA GALICIAAún no hay calificaciones
- Planificación Bloque de Física 2 BGUDocumento36 páginasPlanificación Bloque de Física 2 BGUCarlos Alberto Almeida MurilloAún no hay calificaciones
- Actividad 7 - Capacitores NGLDocumento5 páginasActividad 7 - Capacitores NGLJahzael Beltre MaceaAún no hay calificaciones
- 02 Campo Gravitatorio-1Documento54 páginas02 Campo Gravitatorio-1OleksandrAún no hay calificaciones
- 5 Clausius ClapeyronDocumento4 páginas5 Clausius Clapeyronjoel yedAún no hay calificaciones
- F2 S05 PPT ViscocidadDocumento26 páginasF2 S05 PPT ViscocidadJair LópezAún no hay calificaciones
- Carga, Campo y Potencial - FarmaciaDocumento6 páginasCarga, Campo y Potencial - Farmaciaapuatau9462Aún no hay calificaciones
- PreparatorioDocumento4 páginasPreparatorioDanilo VásconezAún no hay calificaciones
- Amortiguamiento - Eléctrico - en - Un - Circuito - RLCDocumento5 páginasAmortiguamiento - Eléctrico - en - Un - Circuito - RLClaura mariñoAún no hay calificaciones
- Fisi I (01) Repaso I 08-09-22Documento4 páginasFisi I (01) Repaso I 08-09-22Maiky Saldaña ParedesAún no hay calificaciones
- Guia FIS 100 2016Documento40 páginasGuia FIS 100 2016Luis Angel Chino Calderon50% (2)