También podría gustarte
- Tratamiento de textos para la maquetación. ARGP0110De EverandTratamiento de textos para la maquetación. ARGP0110Aún no hay calificaciones
- Programación de microcontroladores paso a paso: Ejemplos prácticos desarrollados en la nubeDe EverandProgramación de microcontroladores paso a paso: Ejemplos prácticos desarrollados en la nubeAún no hay calificaciones
- Robots FANUCDocumento51 páginasRobots FANUCRonaldo Marcos SoteloAún no hay calificaciones
- Manual de Analisis y Reparacion de Teach Pendant PDFDocumento17 páginasManual de Analisis y Reparacion de Teach Pendant PDFjavier100% (1)
- Laboratorio de Simulación de Mecanizado de Pieza Mediante El Software WinNcDocumento26 páginasLaboratorio de Simulación de Mecanizado de Pieza Mediante El Software WinNcAr Ma100% (1)
- Diagramas FanucDocumento52 páginasDiagramas Fanuchans_mad100% (4)
- Actividad 2 2 PDFDocumento4 páginasActividad 2 2 PDFkeoopxAún no hay calificaciones
- Sistema de Control para Robots IndustrialesDocumento93 páginasSistema de Control para Robots IndustrialesJose EkAún no hay calificaciones
- Instrucciones de SaltoDocumento8 páginasInstrucciones de SaltoAdolfo Carlos V HerdzAún no hay calificaciones
- Trabajo FinalDocumento22 páginasTrabajo FinalANTHONY TARAZONA SOLANOAún no hay calificaciones
- Instala y Configara Sistemas OperativoDocumento62 páginasInstala y Configara Sistemas OperativoGacho FedericoAún no hay calificaciones
- Brazos Robóticos PrecentaciónDocumento16 páginasBrazos Robóticos PrecentaciónAbril Esperanza Lua Rosas100% (1)
- Apuntes de Plcs Prog U1Documento34 páginasApuntes de Plcs Prog U1Cesar Gutierrez100% (1)
- Caracteristicas de Los Sistemas OperativosDocumento42 páginasCaracteristicas de Los Sistemas Operativosstevan0810Aún no hay calificaciones
- Lista de Instrucciones en Festo para El Control de Un Proceso Del Módulo Del Actuador para Succión y Expulsión de PiezasDocumento57 páginasLista de Instrucciones en Festo para El Control de Un Proceso Del Módulo Del Actuador para Succión y Expulsión de PiezasSergio Cázares100% (1)
- 2009 AMATROL Modulo 1 PDFDocumento30 páginas2009 AMATROL Modulo 1 PDFJuan Manuel GuerreroAún no hay calificaciones
- Actividad 5Documento5 páginasActividad 5alfredoAún no hay calificaciones
- Trabajo Final Curso RobotDocumento15 páginasTrabajo Final Curso RobotRenzo Lescano ParedesAún no hay calificaciones
- DNC30Documento53 páginasDNC30Herminio Gómez100% (1)
- Proyecto Final RoboticaDocumento11 páginasProyecto Final RoboticaOtto RuefliAún no hay calificaciones
- Robot FanucDocumento139 páginasRobot Fanucjarrisone100% (5)
- Robot 100ibDocumento74 páginasRobot 100ibfraus700% (1)
- Trabajo de Curso TCDocumento10 páginasTrabajo de Curso TCjorge chavezAún no hay calificaciones
- Resistencia de Materiales 1 - Aplicaciones Con Voyage 200Documento64 páginasResistencia de Materiales 1 - Aplicaciones Con Voyage 200Alejandro Luna100% (2)
- Paper RV-M1Documento5 páginasPaper RV-M1dickforusAún no hay calificaciones
- Manual Crs f3 FinalizadoDocumento92 páginasManual Crs f3 FinalizadoBennyAguirre100% (1)
- Laboratorio N°3 - Grupo 23Documento13 páginasLaboratorio N°3 - Grupo 23victor alvradoAún no hay calificaciones
- Ejemplo Programa KukaDocumento96 páginasEjemplo Programa KukaJuanJoséCánepa50% (2)
- Practica 1 MicroDocumento16 páginasPractica 1 MicroAlexis RomeroAún no hay calificaciones
- Investigación de Operaciones 1 - Aplicaciones Con Voyage 200Documento48 páginasInvestigación de Operaciones 1 - Aplicaciones Con Voyage 200Alejandro LunaAún no hay calificaciones
- Protocolo de Rv2aj..... IntroduccionDocumento9 páginasProtocolo de Rv2aj..... IntroduccionMilagrosAún no hay calificaciones
- Hi TechDocumento109 páginasHi Techalucard6hAún no hay calificaciones
- Proyecto 2°parcialDocumento9 páginasProyecto 2°parcialAlfredo BáezAún no hay calificaciones
- Fase - 2 - Carlos Mauricio Vargas CiceriDocumento12 páginasFase - 2 - Carlos Mauricio Vargas CiceriSistemas AsocapitalesAún no hay calificaciones
- Avance de Integradora 1Documento9 páginasAvance de Integradora 1alexisguma03Aún no hay calificaciones
- 1244Documento34 páginas1244Antonio Abdul HernAndez AcostaAún no hay calificaciones
- Robot PUMA 560Documento28 páginasRobot PUMA 560itzel macAún no hay calificaciones
- Introduccion A Microcontroladores Pic Con CDocumento19 páginasIntroduccion A Microcontroladores Pic Con CMiguel Adrian CamachoAún no hay calificaciones
- Manual Pata El Robot MitsubishiDocumento43 páginasManual Pata El Robot Mitsubishidulcemar520Aún no hay calificaciones
- Reporte Seguidor de LineaDocumento16 páginasReporte Seguidor de LineaJaime LMAún no hay calificaciones
- Trabajo CNCDocumento11 páginasTrabajo CNCErick P PortilloAún no hay calificaciones
- Pract 3 MovDocumento13 páginasPract 3 MovCarlos Alberto Vidales SotoAún no hay calificaciones
- Ingeniería Económica 2 - Aplicaciones Con Voyage 200Documento96 páginasIngeniería Económica 2 - Aplicaciones Con Voyage 200Alejandro LunaAún no hay calificaciones
- Brazo RoboticoDocumento20 páginasBrazo RoboticoGianmarco Idrugo GutierrezAún no hay calificaciones
- Proyecto FinalDocumento8 páginasProyecto FinalOscar Figueroa RobledoAún no hay calificaciones
- Trabajo Final de Manufactura 1Documento18 páginasTrabajo Final de Manufactura 1valentina silva garciaAún no hay calificaciones
- Práctica 2Documento10 páginasPráctica 2Pablo Emmanuel Amador MendozaAún no hay calificaciones
- tr1 Robotica Industrial SenatiDocumento16 páginastr1 Robotica Industrial Senatimaycol mamani huillaca100% (1)
- Act Complementarias U3Documento10 páginasAct Complementarias U3Edwin GarciaAún no hay calificaciones
- FANUCDocumento7 páginasFANUCErick ZamudioAún no hay calificaciones
- Computación 2 - Aplicaciones Con Voyage 200Documento99 páginasComputación 2 - Aplicaciones Con Voyage 200Alejandro Luna100% (2)
- Universidad de Las Fuerzas Armadas EspeDocumento11 páginasUniversidad de Las Fuerzas Armadas EspeKaren CepedaAún no hay calificaciones
- Compilador C CCS y Simulador Proteus para Microcontroladores PICDe EverandCompilador C CCS y Simulador Proteus para Microcontroladores PICCalificación: 2.5 de 5 estrellas2.5/5 (5)
- Instalación y configuración de periféricos microinformáticos. IFCT0309De EverandInstalación y configuración de periféricos microinformáticos. IFCT0309Aún no hay calificaciones
- UF0512 - Transmisión de información por medios convencionales e informáticosDe EverandUF0512 - Transmisión de información por medios convencionales e informáticosAún no hay calificaciones
- Puesta en marcha de sistemas de automatización industrial. ELEM0311De EverandPuesta en marcha de sistemas de automatización industrial. ELEM0311Calificación: 3 de 5 estrellas3/5 (1)
- Programación gráfica para ingenierosDe EverandProgramación gráfica para ingenierosCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Explotación de las funcionalidades del sistema microinformático. IFCT0309De EverandExplotación de las funcionalidades del sistema microinformático. IFCT0309Aún no hay calificaciones
- Diagnóstico de averías y mantenimiento correctivo de sistemas domóticos e inmóticos. ELEM0111De EverandDiagnóstico de averías y mantenimiento correctivo de sistemas domóticos e inmóticos. ELEM0111Aún no hay calificaciones
- Plataforma IoT y SensorDocumento6 páginasPlataforma IoT y SensorJohan Ortiz hernandezAún no hay calificaciones
- Balance Nacional de EnergíaDocumento4 páginasBalance Nacional de EnergíaJohan Ortiz hernandezAún no hay calificaciones
- U0.P4 ContadoresDocumento6 páginasU0.P4 ContadoresJohan Ortiz hernandezAún no hay calificaciones
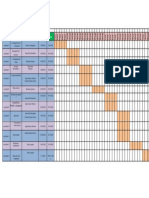
- Diagrama Gantt IntegradoraDocumento1 páginaDiagrama Gantt IntegradoraJohan Ortiz hernandezAún no hay calificaciones
- Gestion e Investigacion en SaludDocumento27 páginasGestion e Investigacion en SaludIan Luis Flores SaavedraAún no hay calificaciones
- R.2021 252 DGCDocumento252 páginasR.2021 252 DGCJorge OAún no hay calificaciones
- Valor ProyectadoDocumento21 páginasValor ProyectadoValorProyectadoAún no hay calificaciones
- Diseño de Puestos de Trabajo (Oficina) - Tomas, Luna Belén PDFDocumento24 páginasDiseño de Puestos de Trabajo (Oficina) - Tomas, Luna Belén PDFCarla TomasAún no hay calificaciones
- 3.CypCut Manual de Usuario V6.3.6Documento79 páginas3.CypCut Manual de Usuario V6.3.6Anthony BeltranAún no hay calificaciones
- NRM ChimeneasDocumento2 páginasNRM ChimeneasEmilio AlonsoAún no hay calificaciones
- Marco TeoricoDocumento25 páginasMarco Teoriconayeli garcia100% (3)
- Indicaciones Semana 05 - Avance de Proyecto Final 1Documento3 páginasIndicaciones Semana 05 - Avance de Proyecto Final 1Juan Carlos Mejia GilAún no hay calificaciones
- Laudon 1, 2 y 3 CapDocumento22 páginasLaudon 1, 2 y 3 CapSttug100% (2)
- Vela JaponesasDocumento22 páginasVela JaponesasJhon FredyAún no hay calificaciones
- Guia PDFDocumento71 páginasGuia PDFDiego LópezAún no hay calificaciones
- Apoyo (Ley de Ohm)Documento9 páginasApoyo (Ley de Ohm)Eleazar Osorio PardoAún no hay calificaciones
- Memoria Anual 2021: Juntos Creamos DesarrolloDocumento170 páginasMemoria Anual 2021: Juntos Creamos DesarrolloAndrea Duarez RuizAún no hay calificaciones
- Analisis Puesto de TrabajoDocumento3 páginasAnalisis Puesto de Trabajogina paola cordoba alvaradoAún no hay calificaciones
- Escale ColegiosDocumento2 páginasEscale ColegiosFELIX JAVIERAún no hay calificaciones
- Inspección de La Camisa Del CilindroDocumento4 páginasInspección de La Camisa Del CilindroFreddyForeroDelgadoAún no hay calificaciones
- Teoria Del ConsumidorDocumento2 páginasTeoria Del Consumidoraor erinAún no hay calificaciones
- CNC ReporteDocumento8 páginasCNC ReporteAdrian Ortega0% (1)
- Curricula Estudios Basado en Competencias de La Facultad de Ingeniería de Sistemas 2011 UNCP HuancayoDocumento27 páginasCurricula Estudios Basado en Competencias de La Facultad de Ingeniería de Sistemas 2011 UNCP HuancayorobensoyAún no hay calificaciones
- Registro de Mapa de CalorDocumento7 páginasRegistro de Mapa de CalorYessica Sulfa UrbanoAún no hay calificaciones
- EJERCICIO Punto de EquilibrioDocumento2 páginasEJERCICIO Punto de EquilibrioAmilkar PuenayanAún no hay calificaciones
- Mapa Conceptual Ciclos EconómicosDocumento3 páginasMapa Conceptual Ciclos EconómicosVeronica AndradeAún no hay calificaciones
- Estratificacion Del RiesgoDocumento23 páginasEstratificacion Del RiesgodanisalinasAún no hay calificaciones
- Divorcio Con Causa Determinada Abandono de HogarDocumento10 páginasDivorcio Con Causa Determinada Abandono de HogarEVELIN SAMARIA BO AGUSTINAún no hay calificaciones
- Comando y Atajos en PhotoshopDocumento5 páginasComando y Atajos en PhotoshopAlex HDZAún no hay calificaciones
- Cadena de Suministros de GloriaDocumento19 páginasCadena de Suministros de GloriaMonroy Ramos Juan José50% (18)
- Instrumentos Publicos NotarialesDocumento5 páginasInstrumentos Publicos NotarialeserickAún no hay calificaciones
- Generacion de CelularesDocumento7 páginasGeneracion de CelularesMiguel YE RivasAún no hay calificaciones
- Formato EvidenciaProducto Guia4Documento3 páginasFormato EvidenciaProducto Guia4lindaAún no hay calificaciones
- Acta para ReactivaciónDocumento2 páginasActa para ReactivaciónLuz Adriana RojasAún no hay calificaciones