También podría gustarte
- Interpretación de planos en soldadura. FMEC0210De EverandInterpretación de planos en soldadura. FMEC0210Calificación: 4.5 de 5 estrellas4.5/5 (3)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Casos de estudio de termodinámica: Solución mediante el uso de ASPENHYSYSDe EverandCasos de estudio de termodinámica: Solución mediante el uso de ASPENHYSYSCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Combustibles PDFDocumento5 páginasCombustibles PDFAndrés JaramilloAún no hay calificaciones
- Soldadura MAG de chapas de acero al carbono. FMEC0210De EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Aún no hay calificaciones
- Metodo Kern para El Diseño de Intercambiadores de CalorDocumento30 páginasMetodo Kern para El Diseño de Intercambiadores de CalorAurelio LazaroAún no hay calificaciones
- Solicito Prescripcion de PapeletasDocumento2 páginasSolicito Prescripcion de PapeletasElias Diaz GuerraAún no hay calificaciones
- Acoplamientos de Elementos de Maquinas Unidad 4 Luis Eduardo Sotaquira OjedaDocumento9 páginasAcoplamientos de Elementos de Maquinas Unidad 4 Luis Eduardo Sotaquira OjedaKaren Ortiz Alquichides100% (1)
- Practica Toma de DesicionesDocumento4 páginasPractica Toma de Desicionesjoel_va133% (3)
- Soldadura Mig-MagDocumento179 páginasSoldadura Mig-MagGerli TeranAún no hay calificaciones
- Actividad de Aprendizaje 4 Sust QuimicasDocumento9 páginasActividad de Aprendizaje 4 Sust QuimicasGicelis blanco100% (4)
- Tópicos de Diseño de Transformadores de Potencia - Sesión 03Documento58 páginasTópicos de Diseño de Transformadores de Potencia - Sesión 03Pablo SanchezAún no hay calificaciones
- 5° Zany Inter Abr22Documento65 páginas5° Zany Inter Abr22esmeralda ReyesAún no hay calificaciones
- NeuroCoaching Como Oportunidad V2Documento15 páginasNeuroCoaching Como Oportunidad V2Ditmar LafitteAún no hay calificaciones
- Evidencia 2 Informe Peligros de Los Productos QuímicosDocumento38 páginasEvidencia 2 Informe Peligros de Los Productos Químicoswilson sepulveda carvajalino0% (1)
- Evidencia 2 Informe Peligros de Los Productos QuímicosDocumento38 páginasEvidencia 2 Informe Peligros de Los Productos Químicoswilson sepulveda carvajalino0% (1)
- Funciones Del Comite de InclusiónDocumento3 páginasFunciones Del Comite de InclusiónAlejandro Py100% (3)
- Articulo Tesis Ricardo Rosero 2017 - Trabajo Soldadura.Documento18 páginasArticulo Tesis Ricardo Rosero 2017 - Trabajo Soldadura.ALEXANDER ERAZO CASTROAún no hay calificaciones
- Acelcret 202Documento2 páginasAcelcret 202Daniel RabascallAún no hay calificaciones
- Articulo Tesis Ricardo Rosero 2017Documento15 páginasArticulo Tesis Ricardo Rosero 2017jhonvalhuAún no hay calificaciones
- Manual Domina F24e PDFDocumento64 páginasManual Domina F24e PDFceregumilAún no hay calificaciones
- Pastaza PDFDocumento64 páginasPastaza PDFAndrés SiadénAún no hay calificaciones
- Ingenieria Conceptual Modificacion Molinos Solera-3Documento1 páginaIngenieria Conceptual Modificacion Molinos Solera-3dianacatherinnesoteloAún no hay calificaciones
- R-POE-03 - Control de Recepcion Materias PrimasDocumento2 páginasR-POE-03 - Control de Recepcion Materias PrimasPaula GutierrezAún no hay calificaciones
- SIMACDocumento1 páginaSIMACAnonymous ciSGVUyAún no hay calificaciones
- Balsa FCCDocumento88 páginasBalsa FCCbanisevillaAún no hay calificaciones
- Catalogo General de Productos y Tablas de Potencia V1 PDFDocumento86 páginasCatalogo General de Productos y Tablas de Potencia V1 PDFJuan Manuel BlasAún no hay calificaciones
- Purgador de Boya Cerrada FT4 DN 80 y DN100: Rango de Operación DescripciónDocumento2 páginasPurgador de Boya Cerrada FT4 DN 80 y DN100: Rango de Operación DescripciónFAVIOAún no hay calificaciones
- Motor de inducción trifásicoDocumento12 páginasMotor de inducción trifásicoikkii hiyori100% (1)
- Norma Astm c63 TraducidaDocumento28 páginasNorma Astm c63 TraducidahernanAún no hay calificaciones
- 2 PROTOCOLO DE PRUEBAS PREOPERACIONALES YANAQUIHUADocumento11 páginas2 PROTOCOLO DE PRUEBAS PREOPERACIONALES YANAQUIHUAhcalderon72Aún no hay calificaciones
- X6 Neo Movil 60 - 70Documento18 páginasX6 Neo Movil 60 - 70Sei ElectromecanicaAún no hay calificaciones
- Capitulo 21 GolanDocumento27 páginasCapitulo 21 GolanMerlyn Esteysi Castillo EscobarAún no hay calificaciones
- Insp. de IntercambiadoresDocumento5 páginasInsp. de IntercambiadoresJuan Hernández GilAún no hay calificaciones
- Folleto - ComandoDocumento5 páginasFolleto - Comandorodrigo seguelAún no hay calificaciones
- Prueba hidrostática tubería agua potableDocumento16 páginasPrueba hidrostática tubería agua potableJESUS HUAMANIAún no hay calificaciones
- R481609421 - RPC Da 032 0080 14 1 2 Bas - 195333559Documento4 páginasR481609421 - RPC Da 032 0080 14 1 2 Bas - 195333559Jose BozziAún no hay calificaciones
- Proceso de Cracking Catalítico: Transformando Hidrocarburos Pesados en Productos de Alto ValorDocumento52 páginasProceso de Cracking Catalítico: Transformando Hidrocarburos Pesados en Productos de Alto ValorGustavo FamaAún no hay calificaciones
- AutomatizacionDocumento5 páginasAutomatizacionmaycolAún no hay calificaciones
- Ejemplo 2 Dest McCaBe Thiele Relacion Reflujo Min 20 09 2023Documento13 páginasEjemplo 2 Dest McCaBe Thiele Relacion Reflujo Min 20 09 2023Ximena AyalaAún no hay calificaciones
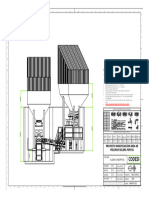
- Plano Final Sistema de FiltracionDocumento1 páginaPlano Final Sistema de Filtracionedwin sanchezAún no hay calificaciones
- Tarea 2 - Tamaño de AgregadosDocumento2 páginasTarea 2 - Tamaño de AgregadosYair Sarabia NoriegaAún no hay calificaciones
- Formulas para producir vidrio artesanalDocumento11 páginasFormulas para producir vidrio artesanalSubadAún no hay calificaciones
- Acero de PistasDocumento1 páginaAcero de Pistasedizon fabio ramosAún no hay calificaciones
- IP 12 Subasta A La BajaDocumento17 páginasIP 12 Subasta A La BajaAnibalAún no hay calificaciones
- LABORATORIO DE MICROONDAS 10% KElvin Briceño 10%Documento13 páginasLABORATORIO DE MICROONDAS 10% KElvin Briceño 10%Kelvin BriceñoAún no hay calificaciones
- Acero SapDocumento18 páginasAcero Sapalex de la cruzAún no hay calificaciones
- Emotron m20 Data Sheet 01-4134-04 EsDocumento8 páginasEmotron m20 Data Sheet 01-4134-04 EsSergio MorenoAún no hay calificaciones
- Cilindro neumático configuraciónDocumento5 páginasCilindro neumático configuraciónljndrgmzmrtnzAún no hay calificaciones
- Antecedentes TécnicosDocumento9 páginasAntecedentes TécnicosrjdgAún no hay calificaciones
- 1 Manual Fundet - Materiales ElectricosDocumento66 páginas1 Manual Fundet - Materiales ElectricosRené MansillaAún no hay calificaciones
- Comparación de soldaduras TIG y plasma en Zircaloy-4Documento3 páginasComparación de soldaduras TIG y plasma en Zircaloy-4luis revolloAún no hay calificaciones
- Master EquiposDocumento1 páginaMaster EquiposHO JhonAún no hay calificaciones
- TG 517Documento1 páginaTG 517Lalo SevigAún no hay calificaciones
- Calculo de Valvulas EmersonDocumento6 páginasCalculo de Valvulas EmersonRobert HidalgoAún no hay calificaciones
- Lab Maquinas ElectricasDocumento4 páginasLab Maquinas ElectricasSantiago UribeAún no hay calificaciones
- Acetone-D en EsDocumento8 páginasAcetone-D en EsMilagros MaitaAún no hay calificaciones
- Ejercicio 7 F1-2-3 Rev 1Documento12 páginasEjercicio 7 F1-2-3 Rev 1marhoy9Aún no hay calificaciones
- Formato Cortadora MetalDocumento2 páginasFormato Cortadora MetalGabriela RomeroAún no hay calificaciones
- Est. Meteorologicas 1 - Dep. Potosi PDFDocumento1 páginaEst. Meteorologicas 1 - Dep. Potosi PDFBernar Jsmb CalleAún no hay calificaciones
- Ehhd CV Ac Esp LanzDocumento91 páginasEhhd CV Ac Esp LanzVictor BellidoAún no hay calificaciones
- 5-Aspectos Sobre La Calificacion de SoldadoresDocumento18 páginas5-Aspectos Sobre La Calificacion de SoldadoresGeovanny MarceloAún no hay calificaciones
- Maqueta 02Documento1 páginaMaqueta 0221Hernández Santos Jorge EmilioAún no hay calificaciones
- Planos casa dos plantasDocumento1 páginaPlanos casa dos plantas21Hernández Santos Jorge EmilioAún no hay calificaciones
- Proyecto Acceso VialDocumento47 páginasProyecto Acceso Vialfrancisco otteyAún no hay calificaciones
- 6le005491a D - Ecp140d - FR PT EsDocumento4 páginas6le005491a D - Ecp140d - FR PT EsxosemmartinezAún no hay calificaciones
- Diagrama Unifilar 220 VacDocumento1 páginaDiagrama Unifilar 220 VacCarol Vannessa Diaz BernalAún no hay calificaciones
- Evaluacion OkDocumento1 páginaEvaluacion OkGRUPO D&P SASAún no hay calificaciones
- Vivienda Multifamiliar Tacna_G2 (1)Documento27 páginasVivienda Multifamiliar Tacna_G2 (1)lela26Aún no hay calificaciones
- Taller de Mantenimiento #4Documento7 páginasTaller de Mantenimiento #4ALEXANDER ERAZO CASTROAún no hay calificaciones
- 459194518-Taller-Tipos-De-Dibujo-Mecanico-Lineas-Y-Normas AlexanderDocumento3 páginas459194518-Taller-Tipos-De-Dibujo-Mecanico-Lineas-Y-Normas AlexanderALEXANDER ERAZO CASTROAún no hay calificaciones
- 1 Evidencia Taller Elaborar Cuadro de Registro de MediDocumento5 páginas1 Evidencia Taller Elaborar Cuadro de Registro de MediMargareth PucciniAún no hay calificaciones
- Taller #1 Seguridad Vial.Documento9 páginasTaller #1 Seguridad Vial.ALEXANDER ERAZO CASTROAún no hay calificaciones
- Img 20220316 0002Documento1 páginaImg 20220316 0002ALEXANDER ERAZO CASTROAún no hay calificaciones
- Bitácora Quincenal SIDOC Del 16 Junio Al 30 Junio.Documento6 páginasBitácora Quincenal SIDOC Del 16 Junio Al 30 Junio.ALEXANDER ERAZO CASTROAún no hay calificaciones
- Plan de Negocios Final EmprendimientoDocumento6 páginasPlan de Negocios Final EmprendimientoALEXANDER ERAZO CASTROAún no hay calificaciones
- 2 Evidencia Registro Fotografico Realizar Despiece Patrones Falda Blusa Pantalon ChaquetaDocumento3 páginas2 Evidencia Registro Fotografico Realizar Despiece Patrones Falda Blusa Pantalon ChaquetaMargareth PucciniAún no hay calificaciones
- Realizacion de Componente A Traves de Un Plano y Empleando Tecnicas de Modelo A Escala y Prototipos PDFDocumento3 páginasRealizacion de Componente A Traves de Un Plano y Empleando Tecnicas de Modelo A Escala y Prototipos PDFALEXANDER ERAZO CASTROAún no hay calificaciones
- Aleaciones No Ferrosas en Un Contexto RealDocumento2 páginasAleaciones No Ferrosas en Un Contexto RealALEXANDER ERAZO CASTROAún no hay calificaciones
- 2 Quincena Sept BitacoraDocumento6 páginas2 Quincena Sept BitacoraALEXANDER ERAZO CASTROAún no hay calificaciones
- 215 Hoja de Vida Descargar Gratis WordDocumento7 páginas215 Hoja de Vida Descargar Gratis WordALEXANDER ERAZO CASTROAún no hay calificaciones
- Normas Icontec Dibujo TecnicoDocumento30 páginasNormas Icontec Dibujo TecnicoALEXANDER ERAZO CASTROAún no hay calificaciones
- Almacenamiento de productos químicosDocumento23 páginasAlmacenamiento de productos químicosFelipe Andres Villamil Quintero50% (2)
- Almacenamiento de productos químicosDocumento23 páginasAlmacenamiento de productos químicosFelipe Andres Villamil Quintero50% (2)
- SUSTANCIASnQUIMICAS 236383756604a04Documento2 páginasSUSTANCIASnQUIMICAS 236383756604a04ALEXANDER ERAZO CASTROAún no hay calificaciones
- Actividad 1 Evidencia Análisis de Caso Productos Químicos en Una EmpresaDocumento19 páginasActividad 1 Evidencia Análisis de Caso Productos Químicos en Una EmpresaRoziithä CälderönAún no hay calificaciones
- Francy Taller # 2 ContinuacionDocumento1 páginaFrancy Taller # 2 ContinuacionALEXANDER ERAZO CASTROAún no hay calificaciones
- 1 Quincena OCT Bitacora.Documento6 páginas1 Quincena OCT Bitacora.ALEXANDER ERAZO CASTROAún no hay calificaciones
- Acoplamientos-de-Elementos-de-Maquinas-Unidad-4-Taller FinalDocumento9 páginasAcoplamientos-de-Elementos-de-Maquinas-Unidad-4-Taller FinalALEXANDER ERAZO CASTROAún no hay calificaciones
- 1 Quincena Sept BitacoraDocumento6 páginas1 Quincena Sept BitacoraALEXANDER ERAZO CASTROAún no hay calificaciones
- Certificado ApeDocumento1 páginaCertificado ApeALEXANDER ERAZO CASTROAún no hay calificaciones
- Copia de 2363132 (1237)Documento3 páginasCopia de 2363132 (1237)ALEXANDER ERAZO CASTROAún no hay calificaciones
- 2 Quincena OCT Bitacora.Documento2 páginas2 Quincena OCT Bitacora.ALEXANDER ERAZO CASTROAún no hay calificaciones
- DerechoHuelgaDocumento16 páginasDerechoHuelgaALEXANDER ERAZO CASTROAún no hay calificaciones
- Vegetacion Ribereña y AcuaticaDocumento4 páginasVegetacion Ribereña y AcuaticaNatali Thalia LongaAún no hay calificaciones
- Convocatoria Ier Concurso Internacional de Violin en Homenaje Al Maestro Frank PreussDocumento8 páginasConvocatoria Ier Concurso Internacional de Violin en Homenaje Al Maestro Frank PreussYohana CastilloAún no hay calificaciones
- RFC Copizza S de RL de CVDocumento3 páginasRFC Copizza S de RL de CVbipo.moonAún no hay calificaciones
- 15 Perfil Del OperadorDocumento19 páginas15 Perfil Del OperadorErika AdameAún no hay calificaciones
- Cotizacion 012dgv 13 Minicargador + Martillo Hidraulico - Teodoro GarniqueDocumento2 páginasCotizacion 012dgv 13 Minicargador + Martillo Hidraulico - Teodoro GarniqueSiempreara0% (1)
- 551398-Quintero-GuarínML-y-551385-Sánchez PeñaL-TdGDocumento49 páginas551398-Quintero-GuarínML-y-551385-Sánchez PeñaL-TdGEiner Felipe Mosquera RobledoAún no hay calificaciones
- Detector microondasDocumento5 páginasDetector microondasRaziel MedinaAún no hay calificaciones
- Estado CuentaDocumento3 páginasEstado Cuentaaxelestradaluna88Aún no hay calificaciones
- Taller ParetoDocumento2 páginasTaller ParetoGuillermo Peña MuñozAún no hay calificaciones
- BiomecanicaDocumento10 páginasBiomecanicaJenny Vargas RuizAún no hay calificaciones
- Determinación del centro de masaDocumento7 páginasDeterminación del centro de masaGerson Favio Diaz choqueAún no hay calificaciones
- TP Final Corregido - Teorías Del Aprendizaje. 2.0Documento11 páginasTP Final Corregido - Teorías Del Aprendizaje. 2.0LeonardoAún no hay calificaciones
- Voyager 1200g General Duty Scanner Data Sheet Es EsDocumento2 páginasVoyager 1200g General Duty Scanner Data Sheet Es EsBen RQAún no hay calificaciones
- Emilio Zola - El Mandato de Una MuertaDocumento130 páginasEmilio Zola - El Mandato de Una MuertachicarokAún no hay calificaciones
- Depositos IocgDocumento33 páginasDepositos IocgNoePalpánCosme0% (2)
- Equipo1 - Bioquimica - Propiedades Fisicoquimicas Del AguaDocumento7 páginasEquipo1 - Bioquimica - Propiedades Fisicoquimicas Del AguaAryday SanchezAún no hay calificaciones
- Fuentes Del Derecho Ambiental Diapositivas - IrmaDocumento8 páginasFuentes Del Derecho Ambiental Diapositivas - IrmaRudiel VasquezAún no hay calificaciones
- Laboratorio 1Documento17 páginasLaboratorio 1Yulii ArdilaAún no hay calificaciones
- Guia 8 Tallo Cerebral Corregida PDFDocumento11 páginasGuia 8 Tallo Cerebral Corregida PDFAndrea Bermúdez QuinteroAún no hay calificaciones
- 3 - Nuevas Palabras, Nuevos MundosDocumento4 páginas3 - Nuevas Palabras, Nuevos Mundosbibliotecaedaic0% (1)
- Trabajo Practico N1Documento3 páginasTrabajo Practico N1Fer ChuAún no hay calificaciones
- ADMINISTRACIÓNDocumento8 páginasADMINISTRACIÓNEli AleAún no hay calificaciones
- Investigacion de Operaciones Enfoques y MetodologiaDocumento12 páginasInvestigacion de Operaciones Enfoques y MetodologiaXimena RiveraAún no hay calificaciones
- Ecuaciones Diferenciales de Orden SuperiorDocumento6 páginasEcuaciones Diferenciales de Orden SuperiorFiorela SCAún no hay calificaciones
- Tema 2 ADocumento41 páginasTema 2 ANerea RuizAún no hay calificaciones