También podría gustarte
- Telsmith Corporate Brochure - SpanishDocumento12 páginasTelsmith Corporate Brochure - SpanishGalo Abad Huayta Fernández100% (2)
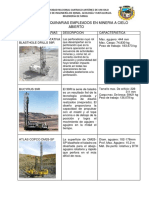
- Equipos y maquinarias empleados en minería a cielo abiertoDocumento16 páginasEquipos y maquinarias empleados en minería a cielo abiertojesus baltazar reyesAún no hay calificaciones
- MECATRONICADocumento290 páginasMECATRONICAAlvaro Sanchez Marquez100% (1)
- Tecnología Láser Aplicaciones IndustrialesDocumento105 páginasTecnología Láser Aplicaciones IndustrialesSteel Zevallos PitzuhaAún no hay calificaciones
- Habilidades Electricas Fundamentales PDFDocumento386 páginasHabilidades Electricas Fundamentales PDFluis perez santillanAún no hay calificaciones
- Bim para FerrocarrilessDocumento6 páginasBim para FerrocarrilessMarlene Bustillos100% (1)
- Normas de diseño eléctrico IMSSDocumento316 páginasNormas de diseño eléctrico IMSSAlex GarcíaAún no hay calificaciones
- Electricidad Reweno PDFDocumento125 páginasElectricidad Reweno PDFRené Andrade MuñozAún no hay calificaciones
- Tecnologia de Los Dispositivos - Manuel AlvarezDocumento345 páginasTecnologia de Los Dispositivos - Manuel AlvarezProf.Ángel MartínezAún no hay calificaciones
- Teorías y PrácticasDocumento383 páginasTeorías y PrácticasMarcos DayasAún no hay calificaciones
- Introduccion A La Robotica 1ed Kumar PDFDocumento403 páginasIntroduccion A La Robotica 1ed Kumar PDFDario MorenoAún no hay calificaciones
- InfoPLC C200H AD DA MAD Manual OperacionDocumento164 páginasInfoPLC C200H AD DA MAD Manual OperacionZar MtzAún no hay calificaciones
- IAbookDocumento507 páginasIAbookOscar RodríguezAún no hay calificaciones
- Introducción A La Ingeniería de Minera Vol. IV LAs Funciones de La Ingeniería MineraDocumento46 páginasIntroducción A La Ingeniería de Minera Vol. IV LAs Funciones de La Ingeniería MineraDIOMEDES YUNIOR CHAMORRO MONAGOAún no hay calificaciones
- Vademecum UltimoDocumento117 páginasVademecum UltimoFreddy RomeroAún no hay calificaciones
- Desarrollo de Sistemas de Medida y RegulaciónDocumento147 páginasDesarrollo de Sistemas de Medida y RegulaciónDani PerezAún no hay calificaciones
- Equipos Transistorizados para El RadioaficionadoDocumento156 páginasEquipos Transistorizados para El Radioaficionadotito351Aún no hay calificaciones
- 5.obras ProvisionalesDocumento29 páginas5.obras ProvisionalesALEXAún no hay calificaciones
- 2022 Master Micro eDocumento380 páginas2022 Master Micro eLuciaAún no hay calificaciones
- Generalidades Del CNCDocumento7 páginasGeneralidades Del CNCCarlos David Murillo Delgado100% (1)
- Electronica Digital UNIFE PDFDocumento236 páginasElectronica Digital UNIFE PDFArlington Ademir Horna MegoAún no hay calificaciones
- Buenas Prácticas de Ciberseguridad y Protección de La InformaciónDocumento160 páginasBuenas Prácticas de Ciberseguridad y Protección de La InformacióntsilvapusicAún no hay calificaciones
- Krick Ing MetodosDocumento334 páginasKrick Ing MetodosMauro Ezequiel FerraguttAún no hay calificaciones
- Ingenierı́a de Comunicaciones. W. L. Everitt. G. E. Anner.Documento325 páginasIngenierı́a de Comunicaciones. W. L. Everitt. G. E. Anner.fernando6867Aún no hay calificaciones
- PDS DosDocumento360 páginasPDS DosMaria AlejandraAún no hay calificaciones
- Internet de Las CosasDocumento8 páginasInternet de Las CosasRodrigo Bugueño BugueñoAún no hay calificaciones
- Diseño Industrial Por Computador (PG 2 66)Documento65 páginasDiseño Industrial Por Computador (PG 2 66)WilmerAún no hay calificaciones
- T07952Documento161 páginasT07952Mauro FernandezAún no hay calificaciones
- Hexápodo Robótico para Muestra y Uso Didáctico en Cursos de Robótica Básica Por Pavel Hernandez Lopez Del IPNDocumento76 páginasHexápodo Robótico para Muestra y Uso Didáctico en Cursos de Robótica Básica Por Pavel Hernandez Lopez Del IPNPavel HernandezAún no hay calificaciones
- ELI329 Exp 6 Informe CSSDocumento15 páginasELI329 Exp 6 Informe CSSBenjamín Troncoso GonzálezAún no hay calificaciones
- UntitledDocumento160 páginasUntitledLuis AlbertoAún no hay calificaciones
- Orbital Es Hi Droge No IdesDocumento332 páginasOrbital Es Hi Droge No IdesBolivarAún no hay calificaciones
- Control y medición de velocidad de motores de corriente directaDocumento86 páginasControl y medición de velocidad de motores de corriente directamgakaloAún no hay calificaciones
- Comunicaciones Digitales TeoriaDocumento190 páginasComunicaciones Digitales TeoriaDioAún no hay calificaciones
- Programar ZigbeeDocumento118 páginasProgramar ZigbeeHaidygguert GonzalezAún no hay calificaciones
- Informe Control de Potencia PDFDocumento11 páginasInforme Control de Potencia PDFBenjamín Troncoso GonzálezAún no hay calificaciones
- Etapas Del Desarrollo de La CalidadDocumento41 páginasEtapas Del Desarrollo de La CalidadEstephanyEspinozaHuaman50% (2)
- LibroDocumento269 páginasLibromercury7k29750Aún no hay calificaciones
- GD 2001-2002 Industriales PDFDocumento338 páginasGD 2001-2002 Industriales PDFBill Francois Cruz CurayAún no hay calificaciones
- Marcombo Adquisicion y Distribucion de Senales PDFDocumento444 páginasMarcombo Adquisicion y Distribucion de Senales PDFrafatormopla100% (1)
- Ruido y Vibraciones en Maquinas de Obra PDFDocumento229 páginasRuido y Vibraciones en Maquinas de Obra PDFRogger Ramos100% (1)
- Libro EustaquioDocumento179 páginasLibro EustaquioHector100% (1)
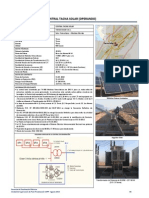
- Central Tacna Solar (Osinergmin)Documento1 páginaCentral Tacna Solar (Osinergmin)David CoteraAún no hay calificaciones
- Análisis SCADA parque eólico detección fallosDocumento145 páginasAnálisis SCADA parque eólico detección fallosjairoAún no hay calificaciones
- Mapas Geológicos Explicación e Interpretación Martinez AlvarezDocumento148 páginasMapas Geológicos Explicación e Interpretación Martinez AlvarezlauraAún no hay calificaciones
- Tomo ViiDocumento151 páginasTomo ViiIcade LimaAún no hay calificaciones
- Software de apoyo para Termodinámica (TERM OSOFDocumento68 páginasSoftware de apoyo para Termodinámica (TERM OSOFAlicia CondeAún no hay calificaciones
- Practicas Digitales en ElectronicaDocumento201 páginasPracticas Digitales en ElectronicaWaldo ArteagaAún no hay calificaciones
- INFORMES4Documento19 páginasINFORMES4FaustoPolancoAriasAún no hay calificaciones
- Control MCCDocumento12 páginasControl MCCcatapaz1818Aún no hay calificaciones
- Comunicacion ModbusDocumento155 páginasComunicacion ModbusRodolfoAntonioLeónCárdenasAún no hay calificaciones
- Far.B.A.: Asignatura:Ensayo de Materiales ' Titulo:T.P. Dpto:Mecánica Autor:Ing. Alvarez .. CortezDocumento114 páginasFar.B.A.: Asignatura:Ensayo de Materiales ' Titulo:T.P. Dpto:Mecánica Autor:Ing. Alvarez .. CortezDiego Fernández Moreno100% (1)
- Fundamentos SODocumento424 páginasFundamentos SOCristian TAún no hay calificaciones
- La Iluminación Artifi Cial Es Arquitectura WWW - Upc.edu/idpDocumento284 páginasLa Iluminación Artifi Cial Es Arquitectura WWW - Upc.edu/idpJuan Carlos FernandezAún no hay calificaciones
- 6 Version Electronica de Una RevistaDocumento160 páginas6 Version Electronica de Una Revistasistemas descargasAún no hay calificaciones
- Ores Gmdss. JunanDocumento181 páginasOres Gmdss. JunanAlbertoAún no hay calificaciones
- Manejo Postcosecha y Comercializacion de MaracuyaDocumento376 páginasManejo Postcosecha y Comercializacion de MaracuyaCarmela Isabel Carrera GarciaAún no hay calificaciones
- Campos Kiara Diseño MecatrónicoDocumento78 páginasCampos Kiara Diseño Mecatrónicoreene quispeAún no hay calificaciones
- TDFDocumento269 páginasTDFJuan Angel Martinez RamirezAún no hay calificaciones
- Metodología Mecatrónica Proyectos IndustrialesDocumento4 páginasMetodología Mecatrónica Proyectos IndustrialesDuvan Mauricio Osorio GutiérrezAún no hay calificaciones
- Apuntes Maquinas HidraulicasDocumento152 páginasApuntes Maquinas HidraulicasGera GigAún no hay calificaciones
- Resumen de The Innovation Wave de Bettina Von StammDe EverandResumen de The Innovation Wave de Bettina Von StammAún no hay calificaciones
- Soldadura AutomatizadaDocumento11 páginasSoldadura AutomatizadaDaniel BautistaAún no hay calificaciones
- Introduccion A La Tecnologia MecanicaDocumento35 páginasIntroduccion A La Tecnologia MecanicaPeter CFAún no hay calificaciones
- FactabilidadDocumento62 páginasFactabilidadSanchez WckdAún no hay calificaciones
- Diseño e implementación de máquina CNC y sistema de comunicación para laboratorio UJVDocumento33 páginasDiseño e implementación de máquina CNC y sistema de comunicación para laboratorio UJVRenglones En BlancoAún no hay calificaciones
- Automatización INDUSTRIALDocumento9 páginasAutomatización INDUSTRIALWilly CallisayaAún no hay calificaciones
- P2 AutomatizacionDocumento5 páginasP2 AutomatizacionSebastian CachiguangoAún no hay calificaciones
- Guía de Actividades y Rúbrica de Evaluación - Unidad 1 - Tarea 2 - Identificar Antecedentes y Habilidades para La IngenieríaDocumento9 páginasGuía de Actividades y Rúbrica de Evaluación - Unidad 1 - Tarea 2 - Identificar Antecedentes y Habilidades para La IngenieríaMarlon Lozano MachadoAún no hay calificaciones
- TF Inf Po Ac 21.01 NT-16Documento30 páginasTF Inf Po Ac 21.01 NT-16angelaAún no hay calificaciones
- Silabo Ecuaciones Diferenciales P4 2020Documento12 páginasSilabo Ecuaciones Diferenciales P4 2020María José MadridAún no hay calificaciones
- Trabajo de EnsayoDocumento3 páginasTrabajo de EnsayokimberliAún no hay calificaciones
- Servicios ingeniería arquitecturaDocumento7 páginasServicios ingeniería arquitecturaRuperto BravoAún no hay calificaciones
- DiseñoCuadroCargasResidencialDocumento6 páginasDiseñoCuadroCargasResidencialLORENA REINAAún no hay calificaciones
- Autocad MEP Revit PDFDocumento19 páginasAutocad MEP Revit PDFSander Vargas GutierrezAún no hay calificaciones
- Diplomado en Instrumentación y SensoresDocumento32 páginasDiplomado en Instrumentación y SensoresOrtiz NdovAún no hay calificaciones
- Utp Civil DC Ingenieria Civil 2016 PDFDocumento20 páginasUtp Civil DC Ingenieria Civil 2016 PDFAngélica ValeskaAún no hay calificaciones
- Valorizacion Techo Kayra Unsaac FinalDocumento161 páginasValorizacion Techo Kayra Unsaac FinalRENEMAMANIAún no hay calificaciones
- TP VIEJO (Para Guía)Documento30 páginasTP VIEJO (Para Guía)Lautaro Santiago LarcherAún no hay calificaciones
- Ensayo Sobre ComercioDocumento4 páginasEnsayo Sobre ComercioMaría JoséAún no hay calificaciones
- Cadisac Menu de Cursos de CapacitacionDocumento9 páginasCadisac Menu de Cursos de CapacitacionIsaac HernandezAún no hay calificaciones
- Guia de Actividades y Rúbrica de Evaluación - Unidad 3 - Tarea 4 - Solución de Problemas Relacionados Con La Ingeniería ElectrónicaDocumento13 páginasGuia de Actividades y Rúbrica de Evaluación - Unidad 3 - Tarea 4 - Solución de Problemas Relacionados Con La Ingeniería ElectrónicaFelipe RODRIGUEZ BADELAún no hay calificaciones
- Piedra Papel o TijeraDocumento10 páginasPiedra Papel o TijeraGONZALEZ BARRON JOSUE MOISESAún no hay calificaciones
- Unidad 1 de CalidadDocumento7 páginasUnidad 1 de CalidadCindyAún no hay calificaciones
- T5 Matlab 2Documento15 páginasT5 Matlab 2Erick VelasquezAún no hay calificaciones
- BrutalismoDocumento4 páginasBrutalismoHuamani Manrique Leon Edson EthielAún no hay calificaciones
- Licitación Eléctrica VENECIA ETAPA IDocumento100 páginasLicitación Eléctrica VENECIA ETAPA IErick CampoAún no hay calificaciones
- PFC-UC3M Rodrigo DelCura Gallego PDFDocumento155 páginasPFC-UC3M Rodrigo DelCura Gallego PDFrossielAún no hay calificaciones
- Grupo 302277020 37Documento6 páginasGrupo 302277020 37Laura Vanessa Encizo Murcia100% (1)
- Construcción casa: registro de gastos mensualesDocumento5 páginasConstrucción casa: registro de gastos mensualesALCIBAR YUCCHAAún no hay calificaciones