Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Simulación de Mejora en El Proceso de Galvanizado
Cargado por
Jesús GonzálezTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Simulación de Mejora en El Proceso de Galvanizado
Cargado por
Jesús GonzálezCopyright:
Formatos disponibles
MEMORIAS DEL XXVII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM
22 al 24 DE SEPTIEMBRE DE 2021 PACHUCA, HIDALGO, MÉXICO
Tema A2b Manufactura: Proceso de galvanizado por inmersión en caliente.
“Simulación de mejora en el proceso de galvanizado”
Rogelio Zarza Díaz1
1
Tecnológico de Estudios Superiores de Jilotepec, carretera Jilotepec-Chapa de Mota km 6.5, Ejido de Jilotepec, Jilotepec 54240, México
rogelio.zd@jilotepec.tecnm.mx
RESUMEN
La toma de decisiones en los sistemas de manufactura está fundamentada en la disminución de la incertidumbre, para asegurar
los resultados planeados con los beneficios proyectados. La simulación de eventos discretos juega un papel trascendental en
la toma de decisiones efectivas, permite vislumbrar múltiples escenarios sin considerar modificaciones o inversiones para
evaluarlas. La situación actual del proceso de galvanizado en caliente para piezas del sector eléctrico muestra la necesidad
de establecer una propuesta para disminuir 500 piezas por rechazo y más de 1500 piezas que se re-trabajan semanalmente,
consumiendo recursos humanos y materiales, aunada, la eliminación de cuellos de botella para sub-procesos principales. Por
esta razón, se estableció un modelo de simulación en el software 𝐴𝑅𝐸𝑁𝐴® que permita el flujo continuo de línea obteniendo
tiempos ideales de sub-procesos para lograr el máximo de piezas aceptadas, y mínimos de defectos y re-trabajos así como las
ecuaciones de regresión lineal del sistema.
Palabras Clave: Simulación, tiempos de proceso, toma de decisiones.
ABSTRACT
Decision-making in manufacturing systems is based on reducing uncertainty, to ensure planned results with projected
benefits. The simulation of discrete events plays a transcendental role in the form of effective decisions, it allows to
glimpse multiple scenarios without considering modifications or investments to evaluate them. The current situation
of the hot dip galvanizing process for parts in the electrical sector shows the need to establish a proposal to reduce 500
parts per rejection and more than 1500 parts that are reworked weekly, consuming human and material resources,
together with the elimination of bottlenecks for main sub-processes. For this reason, a simulation model was
established in the 𝐴𝑅𝐸𝑁𝐴® software that allows the continuous flow of the line obtaining ideal times of sub-processes
to obtain the maximum of accepted pieces, and minimum of defects and re-works as well as the linear regression
equations of the system.
Keywords: Simulation, process times, decision making.
de los componentes individuales, así como sus
Nomenclatura dependencias e interacciones, hacen muy difícil obtener
una configuración óptima del sistema en cuestión [1].
DES. Simulación de Eventos Discretos Asimismo, la limitación del tiempo siempre está
DOE. Diseño de Experimentos presente en el entorno productivo, por lo que los
kV. Kilo volts ingenieros de producción muchas veces basan sus
Takt time. Ritmo de fabricación decisiones sólo en la intuición o en sencillos análisis. A
pesar de que la Simulación de Eventos Discretos (DES,
en sus siglas en inglés) posee una técnica y metodología
1. Introducción
establecida, y cuyas ventajas en el diseño y análisis de
sistemas complejos de producción están bien
Los sistemas de producción industrial son a menudo
reconocidos, su uso como herramienta para la toma de
sumamente complejos. La dimensión y complejidad de decisiones no ha sido exitoso en la industria
estos sistemas, junto al carácter dinámico y estocástico manufacturera, especialmente durante la primera fase
ISSN 2448-5551 MM 1 Derechos Reservados © 2021, SOMIM
MEMORIAS DEL XXVII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM
22 al 24 DE SEPTIEMBRE DE 2021 PACHUCA, HIDALGO, MÉXICO
conceptual de diseño de sistemas productivos. Algunas pueden establecer los futuros resultados de una estación
de las causas por las cuales la industria no hace uso de de trabajo sin necesidad de manipular de manera física
DES son: (1) el extenso tiempo que toma el desarrollo de las condiciones de trabajo.
modelos DES; (2) la falta de experiencia en simulación,
y (3) que los modelos de DES, por naturaleza son 1.1 Situación actual
evaluadores y no necesariamente proporcionan al analista Un modelo de simulación es un modelo descriptivo de un
una solución óptima. Además, el proceso de búsqueda de proceso o sistema, que usualmente incluye parámetros
un diseño lo suficientemente bueno puede tomar mucho para representar diferentes configuraciones del sistema o
tiempo, y muchas veces puede ser imposible si el espacio proceso. El uso de modelos de simulación puede
de búsqueda es extenso y el tiempo disponible limitado reemplazar la realización de experimentos en sistemas
[2]. reales y aquellos proyectos que aún se encuentran en fase
La optimización mediante simulación es una técnica de desarrollo, permitiendo experimentar, evaluar y
relativamente nueva, que se aplica para buscar la comparar muchos sistemas alternativos [6].
configuración “óptima” a un sistema complejo, Debido a que no hay dos productos o servicios iguales
basándose en la evaluación de uno o varios parámetros porque los procesos que se usan para producirlos
del sistema. Dichos parámetros son generados a partir de incluyen muchas fuentes de variación, incluso cuando
la simulación mediante el uso de diversas metodologías dichos procesos funcionen de acuerdo con lo previsto, es
de búsqueda. La optimización mediante simulación es importante minimizar la variación en los productos [7]
una tecnología que ofrece un enorme potencial para porque, con frecuencia, la variación es lo que el cliente
resolver problemas de sistemas reales y se ha aplicado nota y percibe. Es por ello, que sin importar si el resultado
con éxito en diversos ámbitos [2]. del proceso es un servicio o producto, nada puede hacerse
Siendo así, el presente trabajo tiene como objetivo la para suprimir por completo la variación en la producción;
simulación de mejora para el proceso de galvanizado por sin embargo, se debe investigar las causas de la variación
inmersión en caliente para piezas del sector eléctrico, para disminuirlas [8].
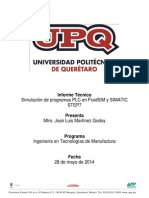
estableciendo una propuesta de “procedimiento de Dentro del catálogo de productos y proveedores
trabajo” estandarizado alineado a normativa nacional e internos (Figura 1) del proceso de galvanizado se utilizó
internacional, ya que la simulación como herramienta la herramienta del diagrama de Pareto para localizar a los
para la toma de decisiones posibilita a la organización a pocos elementos vitales (20%) de entre todos los rubros
través de asistentes informáticos que agilizan su quienes tienen mayor influencia y que provocan el 80%
explotación, estudiar los distintos parámetros que de los problemas [9] dando como resultado el siguiente
caracterizan sus procesos; permitiendo analizar análisis:
diferentes escenarios sin necesidad de modificar las
condiciones existentes en la realidad; lo que viabiliza los
procesos de cambios en las organizaciones, optimiza el
tiempo y minimiza el consumo de recursos económicos
en el proceso de implementación de mejoras [3]. Por esta
razón es imprescindible simular el proceso de
galvanizado mediante software para visualizar las
mejoras sin necesidad de modificar la realidad hasta
asegurar que dichas mejoras serán provechosas para el
complejo de galvanizado.
En la actualidad las empresas industriales se rigen por
condicionantes de un mercado exigente y activo, en el
cual la eficiencia y el desempeño desde todas las
perspectivas del proceso permiten que la organización
triunfe en el mercado [4], por ello dichas organizaciones
deben implementar estrategias de mejora de procesos que
abarquen toda la cadena de suministro de las
organizaciones, teniendo como principal premisa la
Figura 1 - Familias de productos
satisfacción de los clientes. Una de las técnicas de la
ingeniería más funcional es el estudio del trabajo pues en
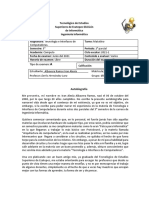
La familia de productos de Cortacircuitos representa
las pequeñas y medianas empresas en América Latina
el 90% de los productos que se galvanizan en planta,
que realizan estudios de trabajo son competitivas,
teniendo como principales artículos (Figura 2) los
mientras que las empresas que operan empíricamente
Insertos 15 y 27 kV, seguido de la Solera Recta que
presentan multitud de problemas en su gestión productiva
muestra el 90 % de productos a galvanizar, con estos
[5], de ahí la importancia de la aplicabilidad y
resultados se podrán controlar las pocas causas vitales, ya
entendimiento de esta técnica de la ingeniería industrial,
que, si se atienden se resolverán la mayoría de los
que en colaboración con la simulación de sistemas se
ISSN 2448-5551 MM 2 Derechos Reservados © 2021, SOMIM
MEMORIAS DEL XXVII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM
22 al 24 DE SEPTIEMBRE DE 2021 PACHUCA, HIDALGO, MÉXICO
problemas que en materia de calidad aquejan a la planta establecido, no logrando obtener un servicio al cliente
de galvanizado. distinguido. Para [11] el servicio al cliente es un valor
agregado, inmaterial que influye de manera determinante
en la lealtad del cliente y en la reiteración del consumo
del mismo, por esa razón, sugiere la relevancia de
mantener esfuerzos permanentes para optimizar su
prestación.
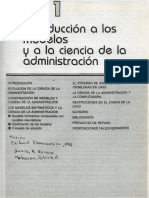
Programado Producido
38588
23035
19026
17000
16002
15764
15714
13527
3000
2060
Figura 2 - Productos de la familia de Cortacircuitos
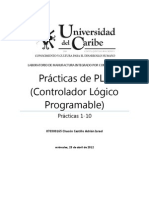
La segunda familia de productos proviene de los
Figura 4 - Cumplimiento de producción
Aisladores de Vidrio (Figura 3) donde el Perno N-12 y la
Campana N-12 son el 90% de productos a galvanizar, con
dicho análisis se concentrarán las herramientas de Ahora bien el porcentaje de cumplimiento para las
mejora, que aun cuando sean un bajo porcentaje del total, familias de interés, Cortacircuitos y Aisladores de vidrio
su solución significará una mejora sustancial en la están en un 59.96% y un 84.54% respectivamente, con un
calidad [10] puesto que el trabajo se enfocará 72.25% en promedio de cumplimiento (39,400 piezas de
principalmente en los Cortacircuitos; Insertos 15 y 27 kV, las 54,590 solicitadas), por lo que es indispensable
y para los Aisladores de Vidrio; Perno y la Campana N- aplicar mejoras al proceso de galvanizado por inmersión
12. en caliente para así rectificar la eficiencia de la entrega,
almacenamiento y reabastecimiento del stock [12].
Una vez establecidas las familias y productos con los
que esta investigación desarrollará la simulación, se
realizó un análisis de calidad determinando los siguientes
resultados; del total de piezas aceptadas 111,591 se
rechazaron 1,105 piezas, las cuales se consideran como
scrap (el scrap es una palabra inglesa que se traduce
como chatarra o residuo, en el contexto industrial, scrap
refiere a todos los desechos y/o residuos derivados del
proceso industrial [13]), y con 2,189 piezas que se re-
trabajaron, lo cual representa el 2% de los productos que
se galvanizan.
Los principales motivos de rechazo o scrap en la línea
de producción es la porosidad en las piezas galvanizadas
con más de 500 piezas, lo que puede ser resultado de la
rugosidad del acero, ya que éste fenómeno es un
parámetro que influye significativamente sobre las
Figura 3 - Productos de la familia de Aisladores de Vidrio características del recubrimiento [14].
En segunda instancia se encuentran las piezas
Se realizó un análisis para valorar el Porcentaje de maltratadas en proceso, lo cual provoca zonas no
cumplimiento por familia de productos (Figura 4) en el recubiertas o en su caso deformidad geométrica en la
cual se aprecia que existe un porcentaje de cumplimiento pieza con alrededor de 300 piezas semanales.
en promedio del 77.64% con lo cual los pedidos
programados al día de hoy no se entregarían en el periodo
ISSN 2448-5551 MM 3 Derechos Reservados © 2021, SOMIM
MEMORIAS DEL XXVII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM
22 al 24 DE SEPTIEMBRE DE 2021 PACHUCA, HIDALGO, MÉXICO
Dentro de los principales motivos de re-trabajo, según inmersión en caliente comprendiendo desde la carga de
los reportes del proceso de galvanizado por inmersión en material hasta el empaque, considerando que dentro del
caliente son 1500 piezas que se deben de resanar, complejo donde se desarrolla la presente investigación,
seguidas de rebabas con 500 piezas tanto por zinc o por se procesan en promedio 500,000 piezas eléctricas
hierro. En [15] indica que las piezas galvanizadas mensuales, que según [8] el proceso por inmersión en
deberán estar exentas de ampollas, rugosidades, caliente tiene las siguientes consideraciones principales:
protuberancias y zonas no cubiertas, indicando que para
zonas no cubiertas se podrá utilizar pintura con al menos
96% de zinc para re-trabajarlas.
Con el análisis anterior se determinó que el principal
rechazo de los productos galvanizados por inmersión en
caliente es debido a la Porosidad lo que representa más
de 500 piezas semanales y el principal motivo de re-
trabajo son piezas a resanar con un total de 1500 piezas
semanales, provocando el consumo de recursos
adicionales al proceso de galvanizado por inmersión en
caliente por lo que simular la aplicabilidad de un
procedimiento para el proceso de galvanizado por
inmersión en caliente para piezas del sector eléctrico
alineado a la normativa nacional e internacional,
permitirá evaluar la reducción de rechazo (Piezas
porosas) y de re-trabajo (Piezas a resanar) en la Familia
de productos de Cortacircuitos (Insertos 15 y 27 kV) y en
la Familia de productos de Aisladores de vidrio (Perno y
Campana N-12).
2. Desarrollo
2.1 Metodología
Se utilizó la metodología propuesta por [16] la cual
recoge los pasos o etapas más importantes que
invariablemente no pueden faltar en un trabajo
relacionado con la simulación de procesos, sin embargo,
dependiendo de la naturaleza del caso de estudio que se
está analizando, será la cantidad y tipo de pasos a seguir,
ya que esta posible omisión depende de los tiempos de
operación, recopilación de los datos así como el análisis
para determinar qué tipo de distribución de probabilidad
se ajustan los datos, en ese sentido el método seguido se
conforma por los siguientes pasos:
2.1.1 Formulación del problema
Se trabajará en la familia de Cortacircuitos con los
productos Inserto 15 y 27 kV, para la familia de Figura 5 - Diagrama de flujo de proceso
Aisladores de vidrio se abordará con los productos Perno
y Campana N-12. El principal rechazo de los productos Decapado: se realiza con una solución al 16% de ácido
galvanizados por inmersión en caliente es debido a la clorhídrico, la cual tiene como principal objetivo la
Porosidad lo que representa más de 500 piezas semanales limpieza de las piezas de cualquier residuo de óxidos
o el 6.3% de la producción. El principal motivo de re- [17] provenientes de las distintas plantas del
trabajo son piezas a resanar con un total de 1500 piezas corporativo, para esta etapa la realiza un solo
semanales, provocando el consumo de recursos operador, señalando que el tiempo de baño depende de
adicionales al proceso de galvanizado por inmersión en la cantidad de agentes contaminantes [18]).
caliente equivalente al 19% de la producción. Galvanizado: para la etapa de galvanizado la realizan
dos operadores, es en esta fase donde se realiza el re-
2.1.2 Construcción del modelo conceptual del trabajo de las piezas, dado que el baño no cumple con
sistema bajo estudio la especificación de calidad por ello es necesario
En esta etapa se construyó el diagrama de flujo (Figura volver a efectuarse. Para esta etapa es preciso validar
5), que corresponde a la línea de galvanizado por la solución de zinc, así como su homogeneidad y la
ISSN 2448-5551 MM 4 Derechos Reservados © 2021, SOMIM
MEMORIAS DEL XXVII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM
22 al 24 DE SEPTIEMBRE DE 2021 PACHUCA, HIDALGO, MÉXICO
limpieza previa de las piezas para garantizar el ajustan los datos de los sub-procesos de decapado,
galvanizado al primer baño recibido. Adicional, los fluxado, galvanizado e inspección para su posterior uso
artículos deben ser lentamente retirados y el exceso de en el modelo. El analizador de datos de entrada presenta
zinc se saca estilando por vibración [17], por lo que es el error de ajuste de los datos para cada una de las
imprescindible la comprobación del baño bajo las distribuciones, así como los resultados de la prueba Chi-
especificaciones de la ISO 1461:2009 y/o la NMX-H- cuadrada para determinar la discrepancia entre la
004 1996. distribución observada y la teórica [16], y para los sub-
Secado: en esta etapa la realiza un operador, [19] se procesos de pre-calentado y enfriado se utilizaron
sugiere el secado rápido por inmersión en agua o en su distribuciones de probabilidad triangular, la información
caso un enfriamiento lento con aire, lo cual dependerá se resume en las Figs. 7 (a)–(f), donde se observa el tipo
de las características de apariencia fijadas por el de distribución de probabilidad, la expresión
cliente. correspondiente para realizar la simulación y el error
cuadrado correspondiente.
2.1.3 Recolección de datos y ajuste a una
distribución de probabilidad
La obtención de información se realizó mediante un
estudio de tiempos considerando el análisis cuidadoso de
los movimientos del cuerpo empleados al realizar el
trabajo [20], utilizando la técnica de observación
indirecta (análisis de videos de las operaciones). El
periodo analizado fue del 09 al 13 de noviembre de 2020 (a) Decapado (b) Fluxado
para los procesos de decapado, fluxado, galvanizado e Distribución: Beta Distribución: Normal
inspección, y para obtener los tiempos de pre-calentado Expresión: 895 + 22 * BETA Expresión: NORM (181, 2.18)
(0.962, 1.03) Error cuadrado: 0.0085
y enfriado se consideró el tiempo promedio resultado de Error cuadrado: 0.045
entrevistas con supervisores de área y operadores de piso,
con dicha información se construyó la gráfica de balance
(Figura 6) para analizar que operaciones se encuentran
por encima del takt time (el takt time es el tiempo en el
que se debe obtener una unidad de producto [21], en este
caso se consideró el tiempo en el que se debe de procesar
un baño por sub-proceso sin alterar las características de (c) Galvanizado (d) Inspección
calidad de los productos). Por lo que se puede apreciar Distribución: Beta Distribución: Beta
Expresión: 416 + 16 * Expresión: 355 + 16 *
que los sub-procesos de decapado, pre-calentado, BETA (1.34, 1.27) BETA (1.39, 1.26)
galvanizado y enfriado generan cuellos de botella que se Error cuadrado: 0.0226 Error cuadrado: 0.0309
deben de eliminar para mejorar el flujo de la línea de
(e) Pre-calentado (f) Enfriado
galvanizado. Distribución: Triangular Distribución: Triangular
TRIAN (594, 602, 610) TRIAN (594, 601, 608)
1000 Figuras 7 - (a) Distribución de probabilidad del sub-proceso de
800 decapado; (b) Distribución de probabilidad del sub-proceso de
fluxado; (c) Distribución de probabilidad del sub-proceso de
600 galvanizado; (d) Distribución de probabilidad del sub-proceso de
400 inspección; (e) Distribución de probabilidad del sub-proceso de
pre-calentado; (f) Distribución de probabilidad del sub-proceso de
200 enfriado.
0
2.1.4 Conversión del modelo conceptual a una
representación en computadora
Esta etapa corresponde a la programación de la lógica del
modelo, para la cual se emplearon los operadores básicos
principales Seize Delay Release empleado para indicar
Tiempo ciclo Takt time que se asignará un recurso seguido por un retardo y luego
se liberará el recurso reservado (empleado para simular
Figura 6 - Gráfica de balance actual
los baños del proceso de galvanizado), Delay utilizado
para simular que se llevará a cabo un proceso de retardo
Por medio de la herramienta de Input Analyzer
sin que existan restricciones de los recursos (empleado
(Analizador de datos de entrada) del software 𝐴𝑅𝐸𝑁𝐴®
para simular el pre-calentado a flama directa y el enfriado
se realizó el análisis de los datos de entrada con el fin de
en baño con agua), por lo cual la representación del
determinar a qué distribuciones de probabilidad se
ISSN 2448-5551 MM 5 Derechos Reservados © 2021, SOMIM
MEMORIAS DEL XXVII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM
22 al 24 DE SEPTIEMBRE DE 2021 PACHUCA, HIDALGO, MÉXICO
modelo de galvanizado por inmersión en caliente se conforman el proceso de galvanizado por inmersión en
muestra en la Tabla 1. caliente se encuentren por debajo del takt time.
400
Tabla 1 – Información de simulación actual 350
Sub-proceso Operación Expresión 300
Decapado Seize Delay Beta(0.962,1.03 ) 250
Release
200
150
Fluxado Seize Delay Normal(181,2.18) 100
Release 50
0
Pre-calentado Delay Triangular(594,
602,610)
Galvanizado Seize Delay Beta(1.34,1.27 )
Release
Enfriado Delay Triangular(594,601,608)
2.1.5 Verificación y validación del modelo
computarizado Tiempo ciclo Takt time
La verificación consiste en el proceso de garantizar que
el modelo está bien programado [16], por otro lado, la Figura 8 - Gráfica de balance propuesta
validación consiste en asegurarse que el modelo se
comporta de manera similar al sistema real [22]. Para Se propone un re-diseño de la línea de galvanizado por
calcular el número óptimo de réplicas del estudio, se inmersión en caliente añadiendo un sub-proceso de
toma como referencia el tiempo promedio del ciclo de desengrasado y enjuague con el cual se pretende reducir
galvanizado por inmersión en caliente, considerando un el tiempo ciclo del decapado, y a su vez agregar una
error deseado de máximo de 0.165 horas (𝑒 = 0.165) y estación de decapado adicional para acortar su tiempo
una muestra arbitraría de 6 corridas preliminares (que ciclo y re-trabajar las piezas que lo necesiten. Así mismo
representa una semana de jornada laboral con dos turnos, se plantea realizar el pre-calentado de las piezas en la
𝑛´ = 6 𝑟é𝑝𝑙𝑖𝑐𝑎𝑠) que al ejecutarlas se obtiene el Half zona de Fluxado para eliminar el pre-calentado manual
Width (ancho de intervalo), por lo que el número de de las piezas y suprimir los 10 minutos, por lo que se
réplicas se calcula con la ec. (1) [16]: plantea utilizar una segunda paila para realizar el
galvanizado y aumentar su producción en este sub-
2 proceso, con lo cual finalmente se obtendría un tiempo
h ciclo de 42 minutos. Por lo anterior, se establecieron las
n n´ 0 (1)
e condiciones de simulación de la propuesta reflejados en
la Tabla 2, considerando distribuciones triangulares para
los sub-procesos de desengrasado, ya que dependerá de
Al realizar las 6 corridas en el simulador se obtuvo un la cantidad de agentes contaminantes en las piezas y en
𝐻𝑎𝑙𝑓 𝑊𝑖𝑑𝑡ℎ de 0.25, obteniendo: el sub-proceso de enfriado, que dependerá de la
velocidad de extracción de las piezas en la paila
2 contenedora. Para los sub-procesos restantes se utilizaron
0.25
n 6 13.7 14 (1) expresiones constantes buscando la estabilidad del
0.165 proceso de galvanizado por inmersión.
Siendo así, para estabilizar el sistema se requieren 14 Tabla 2 – Condiciones propuestas
réplicas, que simulan 14 días de trabajo con dos turnos. Sub-proceso Operación Expresión
Desengrasado Delay Triangular(290, 300,
2.1.6 Formulación y evaluación de alternativas de 310)
mejora Decapado 1 y 2 Seize delay release Constant(5)
Por lo que, en primer lugar, se realizaron las 14 réplicas Fluxado y pre- Delay Constant(5)
de la simulación, considerando como variables de calentado
respuesta las piezas conformes, los rechazos (scrap) y los
Galvanizado 1 y 2 Seize delay release Constant(6)
re-trabajos. Posteriormente se realizó la experimentación
con el planteamiento de un escenario de mejora Enfriado Delay Triangular(290, 300,
310)
modificando el proceso de galvanizado por inmersión en
caliente, mostrándose en la gráfica de balance (Figura 8)
con la cual se pretende que los sub-procesos que
ISSN 2448-5551 MM 6 Derechos Reservados © 2021, SOMIM
MEMORIAS DEL XXVII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM
22 al 24 DE SEPTIEMBRE DE 2021 PACHUCA, HIDALGO, MÉXICO
3. Resultados personal, disponibilidad de equipos, financiamiento y los
aspectos mecánicos del sistema pueden afectar su
Los resultados promedios del proceso actual y del capacidad para realizar el experimento.
propuesto para las 14 réplicas se presentan en la Tabla 3:
3.1 Resultados del DOE 𝟐𝟑
Tabla 3 – Resultados de la simulación
Escenario Piezas Re-trabajo Scrap Para la cantidad de piezas galvanizadas obtenidas se
conformes puede apreciar en la Figura 9 que el sub-proceso de
decapado tiene mayor efecto sobre las piezas
Actual 6´600 2´100 500
Galvanizadas, así mismo la interacción entre los tres
Propuesto 9´100 500 200 factores que se consideraron en el DOE 2 los cuales son
Decapado, Pre-calentado Fluxado y el baño de
Adicionalmente, el método actual tendría 300 piezas galvanizado, por lo que se deberán de controlar estos
en espera para el baño de decapado, 200 piezas en el baño factores durante el proceso de galvanizado por inmersión
de fluxado y 100 piezas en el baño de galvanizado, en caliente. De igual manera, para obtener la mayor
mientras el método propuesto tendría en promedio solo cantidad de piezas galvanizadas las condiciones ideales
100 piezas en espera en el baño de decapado, con lo cual serían un tiempo de decapado de 5 minutos, para el pre-
se eliminarían dos cuellos de botellas. calentado de 5.6 minutos y finalmente un baño de
Con la aplicación de técnicas de simulación discreta y galvanizado de 5 minutos.
diseño de experimentos en el estudio de sistemas
Diagrama de Pareto de los efectos
productivos, se ha logrado evaluar independientemente la (la respuesta es Piezas Galvanizadas, α = 0.05)
interacción de las variables del proceso con el objeto de Término
mejorar su eficiencia operativa. Recientemente se ha A
Factor
A
Nombre
Decapado
B Pre-calentado
discutido acerca de la utilidad que brindan las técnicas de ABC
C Galvanizado
diseño de experimentos para el análisis de modelos de
BC
simulación, principalmente cuando se cuenta con muchos
C
factores o se quiere analizar si existen iteraciones
importantes entre ellos o alguna relación no lineal AB
influyente [23]. B
Para validar la propuesta del proceso de galvanizado AC
por inmersión en caliente para piezas del sector eléctrico 0.0 0.5 1.0 1.5 2.0 2.5
se diseñó un DOE 2 (Diseño de experimentos) con Efecto
repetición considerando como las principales variables Figura 9 – Efectos para piezas Galvanizadas
de respuesta la cantidad de piezas galvanizadas, la
cantidad de piezas con defecto y la cantidad de piezas que Para la variable de respuesta de cantidad de piezas
se re-trabaja, estableciendo dos niveles para cada uno de defectuosas la Figura 10 muestra que las interacciones de
los factores reflejado en la Tabla 4: los tres factores estudiados en el proceso de galvanizado
influyen directamente en la cantidad de piezas
Tabla 4 – Niveles utilizados para el DOE 𝟐𝟑 defectuosas, por lo que es de suma importancia el control
Factores Nivel Bajo Nivel Alto de proceso para reducir la variabilidad y así garantizar la
(Min) (Min)
calidad de los productos galvanizados.
Decapado 4 5
Pre-calentado y Fluxado 5 5.6
Diagrama de Pareto de los efectos
Galvanizado 5 6 (la respuesta es Defectos, α = 0.05)
Término
Factor Nombre
A Decapado
Es muy importante obtener la mayor cantidad de ABC
B
C
Pre-calentado
Galvanizado
información de cada uno de los experimentos que se BC
realizan ya que los experimentos bien diseñados pueden A
producir significativamente más información y, por lo AB
general, requieren menos corridas que los experimentos B
aleatorios o no planeados. Además, un experimento
C
garantizará que pueda evaluar los efectos que haya
AC
identificado como importantes. Una interacción se
produce cuando el efecto de una variable se ve afectado 0.0 0.2 0.4 0.6 0.8
Efecto
1.0 1.2 1.4
por el nivel de otra variable. La planeación cuidadosa
puede ayudar a evitar problemas que pueden presentarse Figura 10 – Efectos para piezas con defectos
durante la ejecución del plan experimental. Por ejemplo,
ISSN 2448-5551 MM 7 Derechos Reservados © 2021, SOMIM
MEMORIAS DEL XXVII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM
22 al 24 DE SEPTIEMBRE DE 2021 PACHUCA, HIDALGO, MÉXICO
De igual manera se puede apreciar que las condiciones Tabla 5 – Resultados del DOE 𝟐𝟑
ideales para obtener la menor cantidad de piezas Variable Total Decapado Fluxado Galvanizado
defectuosas se deben de decapar las piezas con un tiempo Piezas (Min) (Min) (Min)
de 5 minutos, pre-calentar y fluxar a 5 minutos con un
Piezas 9´400 5 5 6
tiempo de baño de galvanizado a 6 minutos. aceptadas
Finalmente, para la cantidad de piezas re-trabajadas se
Piezas 0 5 5 6
observa en la Figura 11 que la interacción de los factores defectuosas
de Pre-calentado Fluxado y el baño de galvanizado
Piezas Re- 200 5 5 5
afectan directamente la cantidad de piezas re-trabajadas,
trabajadas
esto porque si no se controlan ambos factores de proceso
los principales defectos serán rebabas o zonas sin
galvanizar, provocando el re-trabajo de las piezas. Por Las consideraciones en la etapa de pre-calentado y
similitud en tiempos de operación con los dos factores fluxado es que el uso del Flux evita las salpicaduras de
anteriores estudiados se consideran 5 minutos de zinc y la emisión de humo al sumergir las piezas en el
decapado, 5 minutos para el proceso de pre-calentado crisol como también se genera una menor cantidad de
Fluxado y finalmente 5 minutos para el proceso de cenizas y disminuye el consumo de energía para
galvanizado. mantención de temperatura, para un fluxado eficiente,
solo es recomendable utilizar compuestos de cloruro de
Diagrama de Pareto de los efectos
(la respuesta es Re-trabajo, α = 0.05)
zinc y amonio que no se quemen con la alta temperatura
Término
del zinc fundido [25]. Para obtener un producto de
BC
Factor
A
Nombre
Decapado
calidad se recomienda un pre-calentamiento de las piezas
B
C
Pre-calentado
Galvanizado que no debe exceder de los 150 °C para evitar
ABC
descomponer el Flux [17].
B
Finalmente, las consideraciones para el baño de
AC
galvanizado, en esta etapa el material está completamente
AB sumergido en un baño de zinc fundido puro. La química
A del baño esta especificada por la American Society of
C Testing and Materials (ASTM), A123/A123M-02. La
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4
temperatura del baño se mantiene en aproximadamente
Efecto 450 grados Celsius. Las piezas fabricadas se sumergen en
Figura 11 – Efectos para piezas a re-trabajar el zinc el tiempo suficiente para alcanzar la temperatura
del baño. Los artículos son lentamente retirados y el
Los resultados obtenidos del diseño de experimentos exceso de zinc se saca estilando por vibración. Los
se muestran en la Tabla 5, donde se aprecian resultados artículos son enfriados, ya sea en agua o aire frio,
similares en tiempos de operación para los sub-procesos inmediatamente después de haber sido retirados del baño.
de decapado, pre-calentado y fluxado y finalmente para El tiempo aproximado es de 5 a 7 minutos de completa la
galvanizado, teniendo la única variante que para obtener inmersión (dependiendo del tamaño de los artículos) el
la menor cantidad de piezas re-trabajadas es con un acero alcanza la temperatura del baño del zinc y la
tiempo de 5 minutos, sin embargo se establecerán como reacción metalúrgica es completa [17].
condiciones ideales para el proceso de galvanizado por
inmersión en caliente: tiempo de decapado 5 minutos por 3.2 Predicción
baño, tiempo de pre-calentado y fluxado de 5 minutos y
finalmente el tiempo de galvanizado a 6 minutos. Para finalizar con los estudios estadísticos, se procedió a
Para [24] el proceso de decapado tiene las siguientes determinar las ecuaciones de regresión, con las cuales se
consideraciones, se puede utilizar el ácido sulfúrico que podrán efectuar los cálculos para predecir [26] las
tiene un precio más accesible pero requiere cantidades de piezas galvanizadas, la cantidad de
calentamiento, mientras que el ácido clorhídrico es usado defectos y la cantidad de piezas a re-trabajar. Dichas
en una concentración aproximada de 14% en peso, y ecuaciones son de gran utilidad puesto que sustituyendo
ácido sulfúrico a 10-14% a una temperatura de 60-80°C. los tiempos de los factores de Decapado, Pre-calentado y
Dentro del proceso de decapado se deben utilizar Galvanizado se podrán estimar en un futuro por parte de
aditivos, teniendo como principales a los inhibidores de la gerencia de Galvanizado las cantidades resultantes de
decapado para los procesos de galvanizado, esto se las variables con una confianza del 95%, lo que le
explica debido a que el espesor de las capas de óxido y permitirá continuar con el modelado del proceso de
cascarilla sobre una pieza de acero que vaya a ser galvanizado por inmersión en caliente de acuerdo a los
galvanizada no suele ser homogéneo, por lo que las requisitos del cliente.
piezas deberán permanecer en el baño de decapado hasta
que se haya eliminado el último rastro de óxido y
cascarillas.
ISSN 2448-5551 MM 8 Derechos Reservados © 2021, SOMIM
MEMORIAS DEL XXVII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM
22 al 24 DE SEPTIEMBRE DE 2021 PACHUCA, HIDALGO, MÉXICO
3.2.1 Ecuación de regresión para Piezas Galvanizadas
= 819.7 - 183.0 Decapado - 138.3 Pre-calentado - 142.3 Galvanizado REFERENCIAS
+ 35.00 Decapado*Pre-calentado + 35.33 Decapado*Galvanizado
+ 26.67 Pre-calentado*Galvanizado - 6.667 Decapado*Pre-
calentado*Galvanizado
3.2.2 Ecuación de regresión para Defectos = -971.3 [1] C. R. Méndez Aréchiga, «Diagnóstico de flujo del
+ 231.7 Decapado + 181.7 Pre-calentado + 188.0 Galvanizado área de ensamble final ubicada en la planta de
- 43.33 Decapado*Pre-calentado - 44.67 Decapado*Galvanizado
- 35.00 Pre-calentado*Galvanizado + 8.333 Decapado*Pre- estampado y ensamble Ford Hermosillo,»
calentado*Galvanizado Universidad de Sonora, División de Ingeniería,
Hermosillo, Sonora México, 2014.
3.2.3 Ecuación de regresión para Re-trabajo = 558.7
- 149.3 Decapado - 98.33 Pre-calentado - 103.7 Galvanizado
+ 26.67 Decapado*Pre-calentado + 28.00 Decapado*Galvanizado [2] M. Urenda Moris, H. C. N. Amos, J. Bernedixen y
+ 18.33 Pre-calentado*Galvanizado - 5.000 Decapado*Pre- A. Goienetxea Uriarte, «Diseño y análisis de
calentado*Galvanizado sistemas productivos utilizando la optimización
mediante simulación basada en internet,» Revista
4. Conclusión de Ingeniería Industrial, nº 1, pp. 37-49, 2012.
ISSN: 0717-9103.
Se estableció una propuesta de mejora al proceso de
galvanizado por inmersión en caliente a Gerencia de [3] A. Guasch, M. Pera, J. Casanovas y J. Figueras,
planta simulando un nuevo procedimiento para el Modelado y simulación. Aplicación a procesos
proceso mediante el software 𝐴𝑅𝐸𝑁𝐴® para piezas del logísticos de fabricación y servcios., Cataluña :
sector eléctrico, considerando las características de Ediciones Universidad Politécnica de Cataluña,
calidad establecidas por el cliente, logrando determinar
2003.
las ecuaciones de regresión para las variables de
respuesta de Piezas Galvanizadas, piezas Rechazadas y
piezas Re-trabajadas con las cuales Gerencia podrá [4] S. R. J. D. M. L. J. H. Grimaldo León Gloria E.,
predecir los resultados de producción de los Insertos 15 «Análisis de Métodos y Tiempos: Empresa Textil
y 27 kV y de los Pernos y Campanas N-12 manipulando Stand Deportivo,» Investigación Innovación
los tiempos de sub-proceso permitiendo así estimar la Ingeniería, vol. 2, nº 1, pp. 120-139, 2014.
producción con una confiabilidad del 95%.
[5] N. y. J. V. R. Bloom, «Why Do Management
Se diseñó un procedimiento para el proceso de Practices Differ across Firms and Countries,»
galvanizado por inmersión en caliente para piezas del Journal of Economic Perspectives, nº 4, pp. 203-
sector eléctrico alineado a la ISO 1461:2009 y la NMX- 224, 2010.
H-004 1996 cumpliendo con los requisitos de calidad del
cliente obteniendo una nueva capacidad de proceso de [6] M. A. Guerrero Hernández y A. F. Henríquez
hasta 9,100 piezas de Insertos 15 y 27 kV y de Pernos y Librantz, «Simulación de eventos discretos de la
Campanas N-12 con un error de 5%. cadena logística de exportación de commodities,»
Revista chilena de ingeniería, vol. 22, nº 2, pp.
Se simuló el nuevo proceso de galvanizado por 257-262, 2014.
inmersión en caliente en el software 𝐴𝑅𝐸𝑁𝐴® validando
la reducción de piezas rechazadas o scrap al 0% con una
[7] L. Krajewski, L. Ritzman y M. Malhotra,
confianza del 95% y para las piezas re-trabajadas al 5.3%
Administración de operaciones, Octava ed.,
con un error del 5%, por lo cual el nuevo procedimiento
México: Pearson Education, 2008.
garantizaría el cumplimiento de la demanda diaria.
Se establecieron los tiempos ideales para los sub- [8] R. Zarza Díaz, E. Alcántara Rodríguez y V. A.
procesos de Decapado, Pre-calentado y Fluxado y Islas Gómez, «Diagnóstico al proceso continuo de
Galvanizado, mediante la realización de un DOE 2 con galvanizado por inmersión en caliente en una
repetición, dando los tiempos de 5 minutos para el empresa del sector eléctrico,» de Memorias del
Decapado, 5 minutos para el pre-calentado y Fluxado y XXVI Congreso Internacional Anual de la
finalmente para el baño de galvanizado de 6 minutos de SOMIM, Morelia, Michoacán México, 2020.
completa inmersión en el zinc fundido.
[9] C. M. Bonet Borjas, Ley de Pareto Aplicada a la
Fiabilidad, México: 12 Convención Científica de
Ingeniería y Arquitectura, 2004.
ISSN 2448-5551 MM 9 Derechos Reservados © 2021, SOMIM
MEMORIAS DEL XXVII CONGRESO INTERNACIONAL ANUAL DE LA SOMIM
22 al 24 DE SEPTIEMBRE DE 2021 PACHUCA, HIDALGO, MÉXICO
[10] J. M. Izar Landeta y J. H. González Ortiz, Las 7 [19] E. Domínguez Hernández, Tratamiento y gestión
herramientas básicas de calidad, San Luis Potosí, de baños ácidos de decapado, Valladolid: Escuela
México: Universidad Autónoma de San Luis de Ingenierías Industriales, Universidad de
Potosí, 2004. Valladolid., 2012.
[11] K. Albrecht, La revolución de servicio, Colombia: [20] A. F. Benjamin Niebel, Ingeniería Industrial.
Panamericana, 2006. Métodos, estándares y diseño del trabajo, México:
Alfaomega, 2001.
[12] I. Soret Los Santos, Modelo de medición del
conocimiento y generación de ventajas [21] M. López Acosta, G. M. Martínez Solano, A. F.
competitivas "Respuesta eficiente al consumidor", Quirós Morales y J. A. Sosa Ochoa, «Balanceo de
Madrid: Universidad Rey Juan Carlos, 2007. líneas utilizando herramientas de manufactura
esbelta,» El buzón de Pacioli, nº 74, pp. 1-22,
[13] K. L. Hernández Montoya y C. J. Pérez Ascencio, octubre 2011.
«Aplicación de las herramientas de calidad para
contabilizar el scrap en una empresa metal- [22] W. D. Kelton, R. P. Sadowski y D. T. Sturrock,
mecánica,» Revista Ciencia, Ingeniería y Simulación con software Arena, México: Mc
Derarrollo Tec Lerdo, vol. 1, nº 5, pp. 144-148, Graw Hill, 2008.
2019.
[23] S. Sánchez, F. Moeeni y P. Sánchez, «So many
[14] Y. Rico Oviedo y E. Carrasquero, «Efecto de la factors, so little time...Simulation experiments in
composición química en el comportamiento the frequency domain,» International Journal of
mecánico de recubrimientos por inmersión en Production Economics, vol. 103, pp. 149-165,
caliente: una revisión,» INGENIUS, vol. 18, nº 2006. ISBN: 0925-5273.
1390-650X, pp. 30 - 39, 2017.
[24] A. M. Angarita Acosta, D. J. Salas Cortés y A. F.
[15] Secretaría de Economía, NMX-H-004-SCFI-2008. Cruz Palacios, Determinación de la influencia y
Industria Siderúrgica. Productos de hierro y acero valores óptimos de las variables metalúrgicas en
recubiertos con cinc., México: Secretaría de el proceso de galvanizado en caliente por
Economía, 2008. inmersión y centrifugado, en la planta piloto de la
empresa Metallan S.A.S, Bucarama: Universidad
[16] M. Á. Hernández Díaz, J. R. d. J. Maravilla Industrial de Santander, 2015.
Tiburcio, A. N. García Ramírez, J. M. Téllez
Zepeda y I. Rodríguez Montoro, «Diseño de un [25] D. E. Hernández, Tratamiento y gestión de baños
modelo de simulación discreta para proponer ácidos de decapado, Valladolid, España.: Escuela
mejoras en el área de urgencias de un hospital de Ingenierías Industriales, Universidad de
general en Veracruz,» Congreso Interdisciplinario Valladolid., 2012.
de Ingenierías, Instituto Tecnológico Superior de
Misantla, Misantla, 2018. [26] R. E. W. R. H. M. S. L. Myers, Probabilidad y
estadística para ingenieros, México: Prentice Hall,
[17] J. D. Hérnandez Betancur, Detección de los puntos 1999.
críticos del proceso de galvanizado por inmersión
en caliente: un enfoque hacia la sostenibilidad y el
desarrollo sostenible, Medellín: Universidad
Nacional de Colombia, 2018, pp. 1-169.
[18] I. A. Roa Saavedra, Estudio del comportamiento
mecánico ante deformaciones y vibraciones de
recubrimientos de galvanizado obtenidos por
inmersión en caliente en baños con contenidos
variables de Níquel y Aluminio., Universidad de
Concepción, 2004.
ISSN 2448-5551 MM 10 Derechos Reservados © 2021, SOMIM
También podría gustarte
- Informe de Simulacro de Derrame de HidrocarburosDocumento5 páginasInforme de Simulacro de Derrame de HidrocarburosAlexandraMartelRosales100% (1)
- Simulacros CRODEDocumento14 páginasSimulacros CRODELuis Eduardo Arellano HernandezAún no hay calificaciones
- MicroenseñanzaDocumento23 páginasMicroenseñanzanohemy100% (1)
- Ansys 5 6MGDocumento5 páginasAnsys 5 6MGJesús GonzálezAún no hay calificaciones
- Andrea Villalón Garibay - Estructuras RepetitivasDocumento12 páginasAndrea Villalón Garibay - Estructuras RepetitivasJesús GonzálezAún no hay calificaciones
- Tarea - Práctica 5 - Simulador - González Ramírez Jesús FranciscoDocumento4 páginasTarea - Práctica 5 - Simulador - González Ramírez Jesús FranciscoJesús GonzálezAún no hay calificaciones
- Tarea de Conservacion de La Masa y Cantidad de MovimientoDocumento5 páginasTarea de Conservacion de La Masa y Cantidad de MovimientoJesús GonzálezAún no hay calificaciones
- Munson Mecanica de FluidosDocumento299 páginasMunson Mecanica de FluidosJesús GonzálezAún no hay calificaciones
- Hoja 2 - Gonzalez Ramírez Jesús Francisco - Modelado SólidoDocumento33 páginasHoja 2 - Gonzalez Ramírez Jesús Francisco - Modelado SólidoJesús GonzálezAún no hay calificaciones
- Practica 4 LAB ESTATICADocumento34 páginasPractica 4 LAB ESTATICAJesús GonzálezAún no hay calificaciones
- Ciencia de Materiales 1Documento30 páginasCiencia de Materiales 1Jesús GonzálezAún no hay calificaciones
- Andrea Villalón Garibay - Practica 4Documento16 páginasAndrea Villalón Garibay - Practica 4Jesús GonzálezAún no hay calificaciones
- AceroDocumento59 páginasAceroJesús GonzálezAún no hay calificaciones
- Ejercicios Elementos Gramaticales (Acentuación) y División Silábica - González Ramírez Jesús Francisco - Ing. MecánicaDocumento2 páginasEjercicios Elementos Gramaticales (Acentuación) y División Silábica - González Ramírez Jesús Francisco - Ing. MecánicaJesús GonzálezAún no hay calificaciones
- EJERCICIOS GRAMATICALES - González Ramírez Jesús Francisco - Ing. Mecánica - 1ro, 1ra SecciónDocumento6 páginasEJERCICIOS GRAMATICALES - González Ramírez Jesús Francisco - Ing. Mecánica - 1ro, 1ra SecciónJesús GonzálezAún no hay calificaciones
- ACTIVIDAD 1. Palabras Clave. Roma - González Ramírez Jesús Francisco - Ing MecánicaDocumento4 páginasACTIVIDAD 1. Palabras Clave. Roma - González Ramírez Jesús Francisco - Ing MecánicaJesús GonzálezAún no hay calificaciones
- Efecto de Diferentes Acabados Superficiales en La Cantidad de Flujo en Puertos de Admisión de Un Motor de Combustión InternaDocumento6 páginasEfecto de Diferentes Acabados Superficiales en La Cantidad de Flujo en Puertos de Admisión de Un Motor de Combustión InternaJesús GonzálezAún no hay calificaciones
- PRACTICA 5. LAB ESTATICA Jorge Aguilar GomezDocumento11 páginasPRACTICA 5. LAB ESTATICA Jorge Aguilar GomezJesús GonzálezAún no hay calificaciones
- Ejercicios PropuestosDocumento3 páginasEjercicios PropuestosJesús GonzálezAún no hay calificaciones
- Informe Configuracion PLC SiemensDocumento108 páginasInforme Configuracion PLC SiemensEdison Patricio CruceriraAún no hay calificaciones
- Simulacion ns3 Ejemplos For PDFDocumento136 páginasSimulacion ns3 Ejemplos For PDFJuan Alexis Monja ImanAún no hay calificaciones
- Programas de VoladuraDocumento15 páginasProgramas de VoladuraErick Becker Lino SantosAún no hay calificaciones
- Manufactura Asistida Por ComputadoraDocumento11 páginasManufactura Asistida Por ComputadoraDaniel SanchezAún no hay calificaciones
- Simulación de Programas PLC en FluidSIM y SIMATIC STEP7Documento21 páginasSimulación de Programas PLC en FluidSIM y SIMATIC STEP7José Godoy100% (2)
- Practica de Laboratorio GPSSDocumento10 páginasPractica de Laboratorio GPSSNekosuke kunAún no hay calificaciones
- Proyecto Final de Laboratorio - Simulacion-Analisis Final 1-1Documento32 páginasProyecto Final de Laboratorio - Simulacion-Analisis Final 1-1Flaco ToncelAún no hay calificaciones
- Primer Avance Ingeniería Del TrabajoDocumento4 páginasPrimer Avance Ingeniería Del TrabajoJesus HerreraAún no hay calificaciones
- 1.3 Simulación WIKIPEDIADocumento9 páginas1.3 Simulación WIKIPEDIARosa Imelda García ChiAún no hay calificaciones
- 2020B LCM TEMAS PROYECTOS v3.1Documento25 páginas2020B LCM TEMAS PROYECTOS v3.1Xavier AAún no hay calificaciones
- IE Seijo Unidad 6Documento24 páginasIE Seijo Unidad 6ivone_zarateAún no hay calificaciones
- Proyecto Reservorios 2018Documento35 páginasProyecto Reservorios 2018Josue ScAún no hay calificaciones
- Examen - 2° ParcialDocumento3 páginasExamen - 2° ParcialIrán ARAún no hay calificaciones
- 7 - Dis - Simulación de Operaciones 2-2022 Parte IDocumento5 páginas7 - Dis - Simulación de Operaciones 2-2022 Parte IDan Fer Prado VAún no hay calificaciones
- Practicas PLCDocumento11 páginasPracticas PLCenano140% (1)
- LV2SEDocumento4 páginasLV2SEAndrés EspinoAún no hay calificaciones
- Evolución de Las Técnicas de ControlDocumento3 páginasEvolución de Las Técnicas de ControlJorge Santiago MontielAún no hay calificaciones
- Pea RoboticaDocumento6 páginasPea RoboticaJefferson LozadaAún no hay calificaciones
- Complejidad MatematicasDocumento18 páginasComplejidad MatematicasAmEsthetic ...Aún no hay calificaciones
- AN INTRODUCTION TO VERIFICATION AND VALIDATION OF SIMULATION MODELS - En.esDocumento7 páginasAN INTRODUCTION TO VERIFICATION AND VALIDATION OF SIMULATION MODELS - En.esNatalia MantillaAún no hay calificaciones
- Preguntas Casos Almacen de RepuestoDocumento3 páginasPreguntas Casos Almacen de Repuestosimon leonelAún no hay calificaciones
- Informe Sistema de Colas 1Documento20 páginasInforme Sistema de Colas 1Winy Goicochea GoicocheaAún no hay calificaciones
- MCA. R Davis Cap. IDocumento20 páginasMCA. R Davis Cap. IAlexander MabcAún no hay calificaciones
- PPT. Diseño Asistido Por ComputadorDocumento15 páginasPPT. Diseño Asistido Por ComputadorJosue RavinesAún no hay calificaciones
- Metodos Estadisticos en La Educacion Superior de HondurasDocumento14 páginasMetodos Estadisticos en La Educacion Superior de HondurasJeffry AguilarAún no hay calificaciones
- Método de Solución en Régimen PermanenteDocumento4 páginasMétodo de Solución en Régimen Permanentesharine100% (1)
- 13A. Introducción A NetLogo PDFDocumento23 páginas13A. Introducción A NetLogo PDFMaria Camila Daza BernalAún no hay calificaciones