También podría gustarte
- RequerimientosDocumento12 páginasRequerimientoswendy gomezAún no hay calificaciones
- Taller Segundo Corte Matematica FinancieraDocumento2 páginasTaller Segundo Corte Matematica Financierawendy gomezAún no hay calificaciones
- Zulayram Taller FCLDocumento7 páginasZulayram Taller FCLwendy gomezAún no hay calificaciones
- Trabajo JamesDocumento3 páginasTrabajo Jameswendy gomezAún no hay calificaciones
- Anexo 3 - Ejercicios Tarea 4Documento3 páginasAnexo 3 - Ejercicios Tarea 4Lorena PadillaAún no hay calificaciones
- James Trabajo Estadistica DescriptivaDocumento5 páginasJames Trabajo Estadistica Descriptivawendy gomezAún no hay calificaciones
- James Trabajo Estadistica DescriptivaDocumento9 páginasJames Trabajo Estadistica Descriptivawendy gomezAún no hay calificaciones
- Anexo 1 Calculo DiferencialDocumento5 páginasAnexo 1 Calculo Diferencialwendy gomezAún no hay calificaciones
- Matematica Discreta UnadDocumento6 páginasMatematica Discreta Unadwendy gomezAún no hay calificaciones
- WendyDocumento88 páginasWendywendy gomezAún no hay calificaciones
- Actividad 2 Taller de DesperdiciosDocumento5 páginasActividad 2 Taller de Desperdicioswendy gomezAún no hay calificaciones
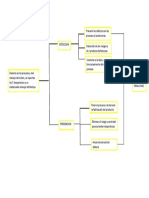
- Actividad 2 Mapa de ProcesosDocumento7 páginasActividad 2 Mapa de Procesoswendy gomezAún no hay calificaciones
- Tarea de InglesDocumento1 páginaTarea de Ingleswendy gomezAún no hay calificaciones
- Trabajo JamesDocumento3 páginasTrabajo Jameswendy gomezAún no hay calificaciones
- 01 SigDocumento8 páginas01 Sigwendy gomezAún no hay calificaciones
- Tarea de InglesDocumento1 páginaTarea de Ingleswendy gomezAún no hay calificaciones
- WendyDocumento88 páginasWendywendy gomezAún no hay calificaciones
- SISTEMA DE GESTIÓN DE LA CALIDAD ISO 9001.2015 Ultima ActualizaciónDocumento26 páginasSISTEMA DE GESTIÓN DE LA CALIDAD ISO 9001.2015 Ultima Actualizaciónwendy gomez100% (1)
- Trabajo de Manufactura Sincronica - Corte 3Documento8 páginasTrabajo de Manufactura Sincronica - Corte 3wendy gomezAún no hay calificaciones
- Wendy Gomez ImprimirloDocumento32 páginasWendy Gomez Imprimirlowendy gomezAún no hay calificaciones
- Analisis de Aceites Presentación-2Documento17 páginasAnalisis de Aceites Presentación-2wendy gomezAún no hay calificaciones
- Taller CoworkingDocumento27 páginasTaller Coworkingwendy gomezAún no hay calificaciones
- Ciclo PHVADocumento5 páginasCiclo PHVAwendy gomezAún no hay calificaciones
- Taller Segundo Corte Matematica FinancieraDocumento2 páginasTaller Segundo Corte Matematica Financierawendy gomezAún no hay calificaciones
- Seguridad IndustrialDocumento4 páginasSeguridad Industrialwendy gomezAún no hay calificaciones
- Puntos 8 9 y 10Documento2 páginasPuntos 8 9 y 10wendy gomezAún no hay calificaciones
- Poka YokeDocumento1 páginaPoka Yokewendy gomezAún no hay calificaciones
- Taller Autoformación Conceptualización Emprenderismo...Documento11 páginasTaller Autoformación Conceptualización Emprenderismo...wendy gomezAún no hay calificaciones
- Actividad 1 DesperdiciosDocumento4 páginasActividad 1 Desperdicioswendy gomezAún no hay calificaciones
- Control Picudo Rojo Por InyeccionDocumento9 páginasControl Picudo Rojo Por InyeccionRolando MurilloAún no hay calificaciones
- Semana 15Documento13 páginasSemana 15Yessenia FloresAún no hay calificaciones
- CEMENTO TIPO HS UNACEM - 2da Quincena - Jun2022Documento1 páginaCEMENTO TIPO HS UNACEM - 2da Quincena - Jun2022Javier Sigüeñas BarrantesAún no hay calificaciones
- Borax Polvo Decahidratado 10078 SgaDocumento9 páginasBorax Polvo Decahidratado 10078 SgaYEIMY PAOLA AREVALO PEREZAún no hay calificaciones
- Asfalto MC-30Documento2 páginasAsfalto MC-30Santiago Guerrero vegaAún no hay calificaciones
- Practica 8Documento4 páginasPractica 8jesus moronAún no hay calificaciones
- Guía N°7 - 2ºmedio - Unidades de Concentración Físicas (%V-V y PPMDocumento3 páginasGuía N°7 - 2ºmedio - Unidades de Concentración Físicas (%V-V y PPMANA MARIA MARIHUANAún no hay calificaciones
- Nitrificacion y DesnitrificacionDocumento2 páginasNitrificacion y DesnitrificacionRalgene Oncira0% (1)
- Materiales y Propiedades MagnéticasDocumento6 páginasMateriales y Propiedades MagnéticasAlex Luis VasquezAún no hay calificaciones
- Farmacologia de Los AntiparasitariosDocumento111 páginasFarmacologia de Los AntiparasitariosDEIVY FABIAN VARON MARTINEZ100% (1)
- Esquemas de OrganelosDocumento6 páginasEsquemas de OrganelosJaime Velazquez Esquivel100% (1)
- FQ 2º ESO B Elisa Sánchez 2Documento1 páginaFQ 2º ESO B Elisa Sánchez 2angelo restrepo lopezAún no hay calificaciones
- Rutina de LavadoDocumento43 páginasRutina de LavadoELIANA AUDREY MANCHOLA PEREZAún no hay calificaciones
- Vitamina E50 (dl-α Tocoferyl Acetato)Documento4 páginasVitamina E50 (dl-α Tocoferyl Acetato)Rusbel Andres RodriguezAún no hay calificaciones
- Guia de Aprendizaje N°14-FisicoquimicaDocumento15 páginasGuia de Aprendizaje N°14-FisicoquimicaFowler Guevara CallirgosAún no hay calificaciones
- Folleto Orden de Aplicaion2020VFSS - V PDFDocumento34 páginasFolleto Orden de Aplicaion2020VFSS - V PDFMilena GomezAún no hay calificaciones
- Sgsso - Eco - Pets - 02 Aseo y Desinfeccion de Baños PortátilesDocumento9 páginasSgsso - Eco - Pets - 02 Aseo y Desinfeccion de Baños PortátilesViviana SerquénAún no hay calificaciones
- Viandas Divertidas Con Violetta ToysDocumento4 páginasViandas Divertidas Con Violetta ToysJuan LandinoAún no hay calificaciones
- 6.-Preparados para Uso OftálmicoDocumento24 páginas6.-Preparados para Uso OftálmicoNelidaMamaniAún no hay calificaciones
- Ficha Tecnica - BasamidGRDocumento2 páginasFicha Tecnica - BasamidGRAndrés CameloAún no hay calificaciones
- Practica#6. CarbohidratosDocumento9 páginasPractica#6. CarbohidratosAgustin Pedraza GaleanaAún no hay calificaciones
- Práctica 7 - Jugos y NéctarDocumento14 páginasPráctica 7 - Jugos y Néctaredgar alonso pozos rodriguezAún no hay calificaciones
- Clase 4 - Tecnicas de MonitoreoDocumento74 páginasClase 4 - Tecnicas de Monitoreobibiana cardenasAún no hay calificaciones
- Guía N°5 - Semana Del 10 Al 14 de MayoDocumento5 páginasGuía N°5 - Semana Del 10 Al 14 de MayoANA MARIA MARIHUANAún no hay calificaciones
- Ficha Tecnica Humifol GranuladoDocumento4 páginasFicha Tecnica Humifol GranuladoAGRO Virgen De ChapíAún no hay calificaciones
- Semana 29-Ciencia y Tecnologia PDFDocumento5 páginasSemana 29-Ciencia y Tecnologia PDFLeidy Laura Amaya Herna100% (1)
- Taller ProcesosDocumento8 páginasTaller ProcesosLissAún no hay calificaciones
- Biostratigrafía - 1Documento120 páginasBiostratigrafía - 1Johanna GrandaAún no hay calificaciones
- Jose de Jesús ReceDocumento1 páginaJose de Jesús ReceNailuj GóónnzalezzAún no hay calificaciones
- Práctica 2Documento12 páginasPráctica 2Juan del CarmenAún no hay calificaciones
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (202)
- Zensorialmente : Dejá que tu cuerpo sea tu cerebroDe EverandZensorialmente : Dejá que tu cuerpo sea tu cerebroAún no hay calificaciones
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- Homo antecessor: El nacimiento de una especieDe EverandHomo antecessor: El nacimiento de una especieCalificación: 5 de 5 estrellas5/5 (1)
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreDe EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreCalificación: 5 de 5 estrellas5/5 (3)
- Las Cinco Leyes Biológicas De La Naturaleza: La Nueva Medicina (Color Edition) SpanishDe EverandLas Cinco Leyes Biológicas De La Naturaleza: La Nueva Medicina (Color Edition) SpanishCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- El péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaDe EverandEl péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaCalificación: 4.5 de 5 estrellas4.5/5 (27)
- La vibración de las ondas cerebrales: Recuperar el ritmo de una vida saludable y felizDe EverandLa vibración de las ondas cerebrales: Recuperar el ritmo de una vida saludable y felizCalificación: 5 de 5 estrellas5/5 (7)
- 50 técnicas de mindfulness para la ansiedad, la depresión, el estrés y el dolor: Mindfulness como terapiaDe Everand50 técnicas de mindfulness para la ansiedad, la depresión, el estrés y el dolor: Mindfulness como terapiaCalificación: 4 de 5 estrellas4/5 (37)
- Sistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)De EverandSistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)Calificación: 5 de 5 estrellas5/5 (9)
- Proyectos Arduino con Tinkercad: Diseño y programación de proyectos electrónicos basados en Arduino con TinkercadDe EverandProyectos Arduino con Tinkercad: Diseño y programación de proyectos electrónicos basados en Arduino con TinkercadCalificación: 5 de 5 estrellas5/5 (1)
- Magia con Bicarbonato de Sodio: Decenas de Remedios y Usos Caseros que te Ahorrarán Dinero y Tiempo Utilizando el Bicarbonato de SodioDe EverandMagia con Bicarbonato de Sodio: Decenas de Remedios y Usos Caseros que te Ahorrarán Dinero y Tiempo Utilizando el Bicarbonato de SodioCalificación: 4.5 de 5 estrellas4.5/5 (7)
- SNC - Soporte neurocrítico: De la urgencia a la terapia intensivaDe EverandSNC - Soporte neurocrítico: De la urgencia a la terapia intensivaAún no hay calificaciones
- Liberación del trauma: Perdón y temblor es el caminoDe EverandLiberación del trauma: Perdón y temblor es el caminoCalificación: 4 de 5 estrellas4/5 (4)
- Ikigai: Los secretos orientales para la longevidad explicados con el cine y la cultura popDe EverandIkigai: Los secretos orientales para la longevidad explicados con el cine y la cultura popCalificación: 4 de 5 estrellas4/5 (5)
- Anatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasDe EverandAnatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasCalificación: 4.5 de 5 estrellas4.5/5 (21)
- Neuroanatomía: Fundamentos de neuroanatomía estructural, funcional y clínicaDe EverandNeuroanatomía: Fundamentos de neuroanatomía estructural, funcional y clínicaCalificación: 4 de 5 estrellas4/5 (16)
- El concepto Mulligan de terapia manual (Color)De EverandEl concepto Mulligan de terapia manual (Color)Calificación: 5 de 5 estrellas5/5 (3)
- Interpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasDe EverandInterpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasAún no hay calificaciones
- Neurociencia para vencer la depresión: La esprial ascendenteDe EverandNeurociencia para vencer la depresión: La esprial ascendenteCalificación: 4.5 de 5 estrellas4.5/5 (10)