También podría gustarte
- B U A P: Enemérita Niversidad Utónoma de UeblaDocumento128 páginasB U A P: Enemérita Niversidad Utónoma de UeblaGerardo PortandaAún no hay calificaciones
- NB 688 Ministerio Del Agua ViceministeriDocumento127 páginasNB 688 Ministerio Del Agua ViceministeriGerardo PortandaAún no hay calificaciones
- Embovedados 1Documento33 páginasEmbovedados 1Gerardo PortandaAún no hay calificaciones
- 01-Sap2000-Bas-Sesión 2-Ejemplo 2-ML20190404Documento40 páginas01-Sap2000-Bas-Sesión 2-Ejemplo 2-ML20190404Gerardo PortandaAún no hay calificaciones
- 01-Sap2000-Bas-Sesión 2-Ejemplo 3-ML20190404Documento29 páginas01-Sap2000-Bas-Sesión 2-Ejemplo 3-ML20190404Gerardo PortandaAún no hay calificaciones
- D-1 D-2 D-3 E-C: GaleriaDocumento16 páginasD-1 D-2 D-3 E-C: GaleriaGerardo PortandaAún no hay calificaciones
- Caratula FUNDACIONES GrupalDocumento2 páginasCaratula FUNDACIONES GrupalGerardo PortandaAún no hay calificaciones
- PAPER Venturi BorrarDocumento7 páginasPAPER Venturi BorrarLukas GalarzaAún no hay calificaciones
- El Agua en Canarias Historia Estrategias y Procedimientos Didacticos PDFDocumento60 páginasEl Agua en Canarias Historia Estrategias y Procedimientos Didacticos PDFFernando GonzálezAún no hay calificaciones
- 01corriente ContinuaDocumento9 páginas01corriente Continuadennis201024Aún no hay calificaciones
- S1PF 2016Documento49 páginasS1PF 2016Matematicas Juanista0% (1)
- El Futuro No Esta Escrito PrigogineDocumento4 páginasEl Futuro No Esta Escrito PrigogineAlelí JaitAún no hay calificaciones
- Ley de LambertDocumento5 páginasLey de LambertLeyner SalgadoAún no hay calificaciones
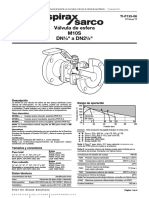
- Ficha Tecnica m10s SPIRAX SARCODocumento4 páginasFicha Tecnica m10s SPIRAX SARCOLuis Enrique Torres Tone0% (1)
- TRABAJO GRUPAL SensoresDocumento5 páginasTRABAJO GRUPAL SensoresNieves Sihomara Mendoza LarreaAún no hay calificaciones
- Forja Cincel, Campuzano Osorio Pablo.Documento6 páginasForja Cincel, Campuzano Osorio Pablo.Jesus Eduardo Campuzano OsorioAún no hay calificaciones
- 15 Curso - Seccionadores.REP00Documento51 páginas15 Curso - Seccionadores.REP00OmarMatSls100% (1)
- Parrtes y Configuraciones de Los IdcDocumento16 páginasParrtes y Configuraciones de Los IdcZury CarrionAún no hay calificaciones
- El Teorema de Lamy UcciDocumento10 páginasEl Teorema de Lamy UccistehanieAún no hay calificaciones
- Esp. Tec. Turbo-A-1 - PetroperúDocumento1 páginaEsp. Tec. Turbo-A-1 - PetroperúGianfranco Almanza OlorteguiAún no hay calificaciones
- Fisica Estadistica KuboDocumento3 páginasFisica Estadistica KuboRobertoAún no hay calificaciones
- Aislaciones HidrofugasDocumento13 páginasAislaciones HidrofugasVictor Hugo NinaAún no hay calificaciones
- Descripcion Planta Concentradora HUARONDocumento17 páginasDescripcion Planta Concentradora HUARONAngel VelasquezAún no hay calificaciones
- Doble Integral en SmathDocumento10 páginasDoble Integral en SmathEdwin RodriguezAún no hay calificaciones
- Colores RadiestesiaDocumento4 páginasColores Radiestesiamarco_p2014100% (3)
- Sika Membrana-8Documento3 páginasSika Membrana-8ambrosejoshuaAún no hay calificaciones
- Copia de Fisica - 1197-2015.doc 2022Documento132 páginasCopia de Fisica - 1197-2015.doc 2022tincv muguiwaraAún no hay calificaciones
- Hoja 3 Variables AleatoriasDocumento2 páginasHoja 3 Variables AleatoriasIsidoro Diez AzorAún no hay calificaciones
- 02 Modelado Con Ecuaciones DiferencialesDocumento7 páginas02 Modelado Con Ecuaciones DiferencialesLihuelMujicaAún no hay calificaciones
- Tipos de RemetidosDocumento5 páginasTipos de RemetidosRonald Gutierrez MenesesAún no hay calificaciones
- ARCILLASDocumento130 páginasARCILLASJulián HernándezAún no hay calificaciones
- Creacion BielaDocumento31 páginasCreacion BielaEderBuitragoGavilanAún no hay calificaciones
- Examen Unidad 4Documento1 páginaExamen Unidad 4Vicente Morales NavaAún no hay calificaciones
- Tarea Estadistica IIDocumento3 páginasTarea Estadistica IIMauricio ChinchillaAún no hay calificaciones
- Espacios VectorialesDocumento61 páginasEspacios VectorialesJhonatan Steven MoraAún no hay calificaciones
- 02 Bombas de Desplazamiento PositivoDocumento15 páginas02 Bombas de Desplazamiento PositivoIsaAún no hay calificaciones
- Areas de Aplicacion de Las Ciencias GeologícasDocumento4 páginasAreas de Aplicacion de Las Ciencias GeologícasjeronimoAún no hay calificaciones
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Cultura y clima: fundamentos para el cambio en la organizaciónDe EverandCultura y clima: fundamentos para el cambio en la organizaciónAún no hay calificaciones
- Toma de decisiones en las empresas: Entre el arte y la técnica: Metodologías, modelos y herramientasDe EverandToma de decisiones en las empresas: Entre el arte y la técnica: Metodologías, modelos y herramientasAún no hay calificaciones
- Inteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroDe EverandInteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroCalificación: 4 de 5 estrellas4/5 (1)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Ciencia de datos: La serie de conocimientos esenciales de MIT PressDe EverandCiencia de datos: La serie de conocimientos esenciales de MIT PressCalificación: 5 de 5 estrellas5/5 (1)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Química orgánica: ejercicios de aplicaciónDe EverandQuímica orgánica: ejercicios de aplicaciónCalificación: 5 de 5 estrellas5/5 (3)
- Sistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosDe EverandSistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosCalificación: 4 de 5 estrellas4/5 (16)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- Prácticas de refrigeración y aire acondicionadoDe EverandPrácticas de refrigeración y aire acondicionadoCalificación: 5 de 5 estrellas5/5 (6)
- Sistemas de puesta a tierra: Diseñado con IEEE-80 y evaluado con MEFDe EverandSistemas de puesta a tierra: Diseñado con IEEE-80 y evaluado con MEFCalificación: 4.5 de 5 estrellas4.5/5 (7)