También podría gustarte
- CamScanner 03-30-2021 16.12Documento7 páginasCamScanner 03-30-2021 16.12aldair pedro pacheco huancaAún no hay calificaciones
- ALDAIR PEDRO PACHECO HUANCA - Práctica 1 - Documentos de GoogleDocumento8 páginasALDAIR PEDRO PACHECO HUANCA - Práctica 1 - Documentos de Googlealdair pedro pacheco huancaAún no hay calificaciones
- Cuestionario 1 Aldair Pedro Pacheco HuancaDocumento2 páginasCuestionario 1 Aldair Pedro Pacheco Huancaaldair pedro pacheco huancaAún no hay calificaciones
- Informe Grupo ArcoDocumento4 páginasInforme Grupo Arcoaldair pedro pacheco huancaAún no hay calificaciones
- Tipos de Plantas HidroeléctricasDocumento8 páginasTipos de Plantas Hidroeléctricasaldair pedro pacheco huancaAún no hay calificaciones
- Guia Herramientas de CorteDocumento13 páginasGuia Herramientas de Cortealdair pedro pacheco huancaAún no hay calificaciones
- Ing. Guzman (Rectifica Fecha de Entrega)Documento1 páginaIng. Guzman (Rectifica Fecha de Entrega)aldair pedro pacheco huancaAún no hay calificaciones
- Guia Soldadura OxiacetilenicaDocumento16 páginasGuia Soldadura Oxiacetilenicaaldair pedro pacheco huancaAún no hay calificaciones
- Examen Final Discos Abrasivos Manufactura 1-2020Documento4 páginasExamen Final Discos Abrasivos Manufactura 1-2020aldair pedro pacheco huancaAún no hay calificaciones
- Práctica Virtual Nro 3 PDFDocumento4 páginasPráctica Virtual Nro 3 PDFaldair pedro pacheco huancaAún no hay calificaciones
- CUESTIONARIODocumento5 páginasCUESTIONARIOaldair pedro pacheco huanca100% (1)
- Carta Inscripcion de MateriasDocumento1 páginaCarta Inscripcion de Materiasaldair pedro pacheco huancaAún no hay calificaciones
- Bronce LDocumento19 páginasBronce Laldair pedro pacheco huancaAún no hay calificaciones
- Examenes QMC SUMO PDFDocumento7 páginasExamenes QMC SUMO PDFaldair pedro pacheco huancaAún no hay calificaciones
- Ex - Previo - Guia - 3 JTP Elt 282Documento2 páginasEx - Previo - Guia - 3 JTP Elt 282aldair pedro pacheco huancaAún no hay calificaciones
- Preguntasguias 02 ResueltoDocumento15 páginasPreguntasguias 02 ResueltoJhon MoralesAún no hay calificaciones
- Trabajo en CalienteDocumento51 páginasTrabajo en Calientecarlos6navarro6madue0% (1)
- Tipos de Esmeriles y BrochadorasDocumento7 páginasTipos de Esmeriles y BrochadorasSamuel FontalvoAún no hay calificaciones
- Equipos ForestalesDocumento16 páginasEquipos Forestalesmagali cecilia garcia alvarezAún no hay calificaciones
- Cuaderno de Informes Semana 1Documento8 páginasCuaderno de Informes Semana 1Giovani VegaAún no hay calificaciones
- Tar - Sesion 08 Trabajos - Caliente - Parte - 02Documento45 páginasTar - Sesion 08 Trabajos - Caliente - Parte - 02JuliO Caballero100% (1)
- 9 Herramienta Eléctrica 2022Documento41 páginas9 Herramienta Eléctrica 2022Carmita Triviño de BasurtoAún no hay calificaciones
- Boletin Amoladora RadialDocumento2 páginasBoletin Amoladora RadialAnyelaYJhordan AriasVargasAún no hay calificaciones
- 1 - Esmeril Truper Esma-9n2Documento24 páginas1 - Esmeril Truper Esma-9n2Jose Raschio CarpioAún no hay calificaciones
- Qué Es Una Amoladora o Esmeril AngularDocumento4 páginasQué Es Una Amoladora o Esmeril AngularMaestrycous KairosAún no hay calificaciones
- Practica Numero 4 Muestras MetalograficasDocumento6 páginasPractica Numero 4 Muestras MetalograficasGabrielAún no hay calificaciones
- Ju Dey Sso Pets 015 Instalacion CerradurasDocumento15 páginasJu Dey Sso Pets 015 Instalacion Cerradurasmiguel alexAún no hay calificaciones
- Metal-Fab Catalog-12-22-20Documento44 páginasMetal-Fab Catalog-12-22-20José Del Orbe GarcíaAún no hay calificaciones
- Ficha Técnica: ClaveDocumento1 páginaFicha Técnica: Clavegblanco003Aún no hay calificaciones
- 06 Capacitacion en EsmerilDocumento9 páginas06 Capacitacion en EsmerilNelza María Alania AquinoAún no hay calificaciones
- Pets 004 Uso de Disco CircularDocumento6 páginasPets 004 Uso de Disco CircularDayanna Cecilia Guerrero VilcapomaAún no hay calificaciones
- Vikn - cp.Pr.001 Instalacion Valvula Linea de VaporDocumento21 páginasVikn - cp.Pr.001 Instalacion Valvula Linea de VaporSANTIAGO ZUÑIGA TRELLESAún no hay calificaciones
- VINCULACION CorrejidoDocumento20 páginasVINCULACION CorrejidoAndres MoraAún no hay calificaciones
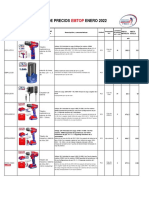
- Lista de Precios Emtop Enero 2022 UltimoDocumento53 páginasLista de Precios Emtop Enero 2022 UltimomayaAún no hay calificaciones
- Esme RilDocumento12 páginasEsme RilpueblalabarcaAún no hay calificaciones
- Entregable 2 Carpinteria MetalicaDocumento8 páginasEntregable 2 Carpinteria MetalicaFelix Chafio GuevaraAún no hay calificaciones
- SierrasDocumento17 páginasSierrasJonathan AvAún no hay calificaciones
- Catálogo Cepillos de Alambre AR v23 LowDocumento21 páginasCatálogo Cepillos de Alambre AR v23 LowNicolas ColladoAún no hay calificaciones
- Flyer InoxDocumento4 páginasFlyer InoxNicolas ColladoAún no hay calificaciones
- CUADERNO DE INFORMES Semana 2Documento8 páginasCUADERNO DE INFORMES Semana 2Giovani VegaAún no hay calificaciones
- SGI - E00004 Estándar Uso de EsmerilDocumento23 páginasSGI - E00004 Estándar Uso de EsmerilpatricioAún no hay calificaciones
- PDF Pets Procedimiento de Trabajo Puertas Corta Fuegodocx CompressDocumento12 páginasPDF Pets Procedimiento de Trabajo Puertas Corta Fuegodocx CompressGrecia ChuracutipaAún no hay calificaciones
- Practica 1 Familiarización Con El Taller de SoldaduraDocumento6 páginasPractica 1 Familiarización Con El Taller de SoldaduraAngel AlcantaraAún no hay calificaciones
- Manual Del Técnico Aplicador de Porcelanato Líquido MéxicoDocumento44 páginasManual Del Técnico Aplicador de Porcelanato Líquido MéxicoAriadne RasgadoAún no hay calificaciones
- Esmeril de BancoDocumento3 páginasEsmeril de BancoDiego Cruz100% (1)