También podría gustarte
- Problemas resueltos de Hidráulica de CanalesDe EverandProblemas resueltos de Hidráulica de CanalesCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Taller 4 CRP - SOLUCIÓNDocumento25 páginasTaller 4 CRP - SOLUCIÓNArroyoEstrella50% (2)
- Kaizen DiarioDocumento56 páginasKaizen DiarioNando LalaleoAún no hay calificaciones
- Anexo 7. PGRCD-OBRAS BOLIVARDocumento8 páginasAnexo 7. PGRCD-OBRAS BOLIVARconsorciointerventorias ffieAún no hay calificaciones
- Ex. Final - Costos y PresuDocumento8 páginasEx. Final - Costos y PresuOrlando TorresAún no hay calificaciones
- Datos de Ensayo ConsolidacionDocumento4 páginasDatos de Ensayo ConsolidacionRenzo G. FloresAún no hay calificaciones
- 01 MemCalculo ReconocEstruct NBGDocumento23 páginas01 MemCalculo ReconocEstruct NBGMichael PaezAún no hay calificaciones
- Metrado Acu y Presup Escalera + CisternaDocumento17 páginasMetrado Acu y Presup Escalera + CisternaLorena Prieto ChungaAún no hay calificaciones
- Diferencia de PresuuestoDocumento13 páginasDiferencia de PresuuestoRoberthAún no hay calificaciones
- 04 Metrado Servicios HigienicosDocumento16 páginas04 Metrado Servicios HigienicosFrankFalconiiAún no hay calificaciones
- 6.01 METRADOS RIEGO PARCCO EXP. FinDocumento12 páginas6.01 METRADOS RIEGO PARCCO EXP. FinsadhafzAún no hay calificaciones
- Descripcion General de La ObraDocumento37 páginasDescripcion General de La ObraAndres FontanillaAún no hay calificaciones
- 4 Reajuste de Precios (Danny Morales)Documento3 páginas4 Reajuste de Precios (Danny Morales)Danny MoralesAún no hay calificaciones
- Metrado Movimientos de TierrasDocumento95 páginasMetrado Movimientos de TierrasCesarAún no hay calificaciones
- Expediente Grass SintéticoDocumento13 páginasExpediente Grass SintéticoPAUL JANAMPA HUACACHIAún no hay calificaciones
- Espectros de Diseño Colombia 2.1Documento36 páginasEspectros de Diseño Colombia 2.1cruzpanessoAún no hay calificaciones
- Actividad ExcelDocumento8 páginasActividad ExcelGABRIEL MAURICIO REYNAGA GUERRAAún no hay calificaciones
- Copia de Metrados Ingenieria Adicional 2Documento34 páginasCopia de Metrados Ingenieria Adicional 2Julio SantillanAún no hay calificaciones
- Fiscalizacion Formula PolinomicaDocumento12 páginasFiscalizacion Formula PolinomicajccajamarcaAún no hay calificaciones
- 2 Aulas, Lab-Taller, Direccion y Serv Sanitarios TVSECDocumento16 páginas2 Aulas, Lab-Taller, Direccion y Serv Sanitarios TVSECTri OaxAún no hay calificaciones
- Metrados Puesto de Salud PatambucoDocumento11 páginasMetrados Puesto de Salud PatambucoRonald Mamani EstofaneroAún no hay calificaciones
- Cantidad de p2 de EncofradoDocumento20 páginasCantidad de p2 de EncofradoabrahamAún no hay calificaciones
- Proyecto Fluidos 1Documento29 páginasProyecto Fluidos 1BayardoAún no hay calificaciones
- 001 Bloque ADocumento16 páginas001 Bloque ALincoln MarcaAún no hay calificaciones
- Lab 1 - Propiedades DinamicasDocumento10 páginasLab 1 - Propiedades DinamicasJENNIFER NATHALIA ZARABANDA LLANOSAún no hay calificaciones
- Box CulvertDocumento5 páginasBox CulvertMIGUELAún no hay calificaciones
- Ensayo de Corte A 0.1 Mm-MinDocumento3 páginasEnsayo de Corte A 0.1 Mm-MinLuis NovoaAún no hay calificaciones
- Examen Final C.A.C. 2023-1Documento12 páginasExamen Final C.A.C. 2023-1Malu Cruz ChavezAún no hay calificaciones
- Compresores C1 SP-SM - AA - HH. SANTA ROSA MI PERÚDocumento5 páginasCompresores C1 SP-SM - AA - HH. SANTA ROSA MI PERÚCARLOS ENRIQUE PELÁEZ QUEZADAAún no hay calificaciones
- Recubrimiento Geometrico 4.00 CMDocumento2 páginasRecubrimiento Geometrico 4.00 CMRonald AlcidesAún no hay calificaciones
- Laboratorios Muestra.01 - AE002Documento4 páginasLaboratorios Muestra.01 - AE002EUGLIM CARRERAAún no hay calificaciones
- Proyecto Guerchet GGGDocumento16 páginasProyecto Guerchet GGGAnonymous UgGz1uFMAún no hay calificaciones
- Cuadro de Cargas - Hotel 7 - PisosDocumento3 páginasCuadro de Cargas - Hotel 7 - PisosAndrey del Aguila Perea100% (1)
- Metrados PostaDocumento22 páginasMetrados Postadepepito666Aún no hay calificaciones
- Ensayo de Compresion InconfinadaDocumento29 páginasEnsayo de Compresion InconfinadaJuan De Jesus MontenegroAún no hay calificaciones
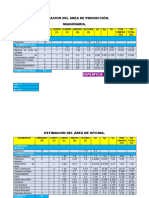
- 1199563840-Estimacion Del Área de ProducciónDocumento2 páginas1199563840-Estimacion Del Área de ProducciónZornYah ShinAún no hay calificaciones
- ApuDocumento1 páginaApucdmn137Aún no hay calificaciones
- 3 AULAS Didacticas y Serv. Sanitarios 6x8 EST REG CUB CONC+Documento28 páginas3 AULAS Didacticas y Serv. Sanitarios 6x8 EST REG CUB CONC+Tri OaxAún no hay calificaciones
- Metrado Auditorio Primera Etapa 07-11-10Documento60 páginasMetrado Auditorio Primera Etapa 07-11-10EDUARD CHILONAún no hay calificaciones
- Examen CNCDocumento10 páginasExamen CNCRicardo CampoAún no hay calificaciones
- Curvas 1Documento19 páginasCurvas 1Brayan StibenAún no hay calificaciones
- Práctica 9Documento12 páginasPráctica 9Braulio DavidAún no hay calificaciones
- Umbral de DañoDocumento4 páginasUmbral de DañoAndres OrtizAún no hay calificaciones
- Corte DirectoDocumento4 páginasCorte DirectoWilliam Andres Avila LopezAún no hay calificaciones
- Ef PCP 202210Documento3 páginasEf PCP 202210JURGEN FELIX MALLAUPOMA GOMEZAún no hay calificaciones
- Computo MetrickDocumento4 páginasComputo MetrickLUIS FERNANDO ORTEGA DAVALOSAún no hay calificaciones
- 1im243 - Ejercicio #2 - Enrique Lau - 8-950-1682Documento14 páginas1im243 - Ejercicio #2 - Enrique Lau - 8-950-1682Enrique LauAún no hay calificaciones
- Hoja-De-metrados, Resumen, Analisis de Costos Unitarios, Presupuesto, RecursosDocumento61 páginasHoja-De-metrados, Resumen, Analisis de Costos Unitarios, Presupuesto, RecursosAndrés Beraún SachúnAún no hay calificaciones
- Predimensionamiento de Tuberia Alc. PluvalDocumento9 páginasPredimensionamiento de Tuberia Alc. PluvalCarlos manuel Parraga mamaniAún no hay calificaciones
- Copia de CargascerchaDocumento23 páginasCopia de CargascerchaDavid SuquilloAún no hay calificaciones
- Planificacion Ing IndustrialDocumento3 páginasPlanificacion Ing IndustrialAna Belen CastroAún no hay calificaciones
- Cables y FrenosDocumento54 páginasCables y FrenosDavid Ramirez RiveraAún no hay calificaciones
- Campo 3Documento5 páginasCampo 3HAMILTONAún no hay calificaciones
- Examen 2Documento10 páginasExamen 2Julian OssaAún no hay calificaciones
- Planilla de MetradosDocumento25 páginasPlanilla de Metradoschicho silva manriqueAún no hay calificaciones
- Metrados en Edificaciones PonenciaDocumento24 páginasMetrados en Edificaciones PonenciaFanny Torres ManriqueAún no hay calificaciones
- Cubicacion y Presupuesto Casa ServiuDocumento19 páginasCubicacion y Presupuesto Casa ServiuMarisol VillegasAún no hay calificaciones
- Diseño Hidraulico y Apu Alcantarillado PluvialDocumento87 páginasDiseño Hidraulico y Apu Alcantarillado PluvialJose Luis Polo CuítivaAún no hay calificaciones
- Calculo Tanque Segun API 650Documento4 páginasCalculo Tanque Segun API 650lissettejimenezAún no hay calificaciones
- SOLTURA y DESBALANCEDocumento7 páginasSOLTURA y DESBALANCEDARIO REYESAún no hay calificaciones
- Desmontaje y separación de elementos fijos. TMVL0309De EverandDesmontaje y separación de elementos fijos. TMVL0309Aún no hay calificaciones
- Procesos en Flujo Pull y Gestión LEAN Sistema KanbanDocumento25 páginasProcesos en Flujo Pull y Gestión LEAN Sistema KanbanNando LalaleoAún no hay calificaciones
- OEE DreamerDocumento7 páginasOEE DreamerNando LalaleoAún no hay calificaciones
- Programación Del Mantenimiento - Equipos de Minería y ConstrucciónDocumento9 páginasProgramación Del Mantenimiento - Equipos de Minería y ConstrucciónNando LalaleoAún no hay calificaciones
- Balanceo y HeijunkaDocumento39 páginasBalanceo y HeijunkaNando LalaleoAún no hay calificaciones
- VSM KanbanDocumento44 páginasVSM KanbanNando LalaleoAún no hay calificaciones
- Logistica Esbelta MudaDocumento72 páginasLogistica Esbelta MudaNando LalaleoAún no hay calificaciones
- PEC 3.3.3 Control de Calidad Producto No ConformeDocumento2 páginasPEC 3.3.3 Control de Calidad Producto No ConformeNando LalaleoAún no hay calificaciones
- El Fabricante de HeladosDocumento6 páginasEl Fabricante de HeladosNando LalaleoAún no hay calificaciones
- Layout ManufacturaCelularDocumento67 páginasLayout ManufacturaCelularNando LalaleoAún no hay calificaciones
- La Función VNA (VAN)Documento3 páginasLa Función VNA (VAN)Nando LalaleoAún no hay calificaciones
- Timbuk2-Caso de Estudio 1Documento2 páginasTimbuk2-Caso de Estudio 1Nando LalaleoAún no hay calificaciones
- Problemas HidraulicaDocumento13 páginasProblemas HidraulicaNando LalaleoAún no hay calificaciones
- Arquitectura AtoccasaDocumento65 páginasArquitectura AtoccasaANGEL SANTOSAún no hay calificaciones
- Calculo para EncofradoDocumento17 páginasCalculo para EncofradoErick Gianmarco Capuñay LluenAún no hay calificaciones
- 2.00 Acu AlcantarilladoDocumento12 páginas2.00 Acu AlcantarilladoJerson Alvarado EspinozaAún no hay calificaciones
- Informe de Avance Diario 19.04.2022 Rev.B (Recuperado Automáticamente)Documento13 páginasInforme de Avance Diario 19.04.2022 Rev.B (Recuperado Automáticamente)Ruben Jhonatan Castillo LuquillasAún no hay calificaciones
- Conclusiones RecomendacionesDocumento6 páginasConclusiones Recomendacionesruben arturo palomino pradoAún no hay calificaciones
- Ppto RW7 ComponentesDocumento77 páginasPpto RW7 ComponentesCharles Henry ChinchayAún no hay calificaciones
- Ladrillos EcologicosDocumento15 páginasLadrillos EcologicosAbiut Gomez MendozaAún no hay calificaciones
- Finales de Carrera ABB PDFDocumento68 páginasFinales de Carrera ABB PDFjorgedwinAún no hay calificaciones
- Reporte de Procedimiento.Documento10 páginasReporte de Procedimiento.Asael PucAún no hay calificaciones
- Productividad y Calidad en La Construccion FinalDocumento19 páginasProductividad y Calidad en La Construccion FinalJefrixhito Huaman BazanAún no hay calificaciones
- NTP Iec - 60811 404Documento10 páginasNTP Iec - 60811 404eloetafieeAún no hay calificaciones
- QB2Metrics - Format - Summary JULIO 2021Documento32 páginasQB2Metrics - Format - Summary JULIO 2021Felipe RifoAún no hay calificaciones
- Ensayo de Penetracion ASFALTODocumento4 páginasEnsayo de Penetracion ASFALTOGaby NuñezAún no hay calificaciones
- Educ Tecnológica 2°B TP 6-1ra ParteDocumento2 páginasEduc Tecnológica 2°B TP 6-1ra PartejimenaAún no hay calificaciones
- Catalogo Novedades Cersaie 2019 Web 1Documento82 páginasCatalogo Novedades Cersaie 2019 Web 1Мартина МирчеваAún no hay calificaciones
- Flete y Movilizacion SMDocumento6 páginasFlete y Movilizacion SMIvan Guevara CarranzaAún no hay calificaciones
- Practica Number TuDocumento7 páginasPractica Number TumartinduartequiAún no hay calificaciones
- Effect of Addition of MWCNTs To A Mineral Lubricant On Diesel Engine PerformanceDocumento8 páginasEffect of Addition of MWCNTs To A Mineral Lubricant On Diesel Engine PerformanceSEBASTIAN MENESES MUNERAAún no hay calificaciones
- Catalogo Indutrial Version Septiembre 2018 PDFDocumento16 páginasCatalogo Indutrial Version Septiembre 2018 PDFjenny_2809Aún no hay calificaciones
- Taller Incoterms para EntregarDocumento6 páginasTaller Incoterms para EntregarAngelys ChicaAún no hay calificaciones
- Tipo I - Qhuna SetiembreDocumento1 páginaTipo I - Qhuna SetiembreNery Michel Vasquez ChuquilinAún no hay calificaciones
- Catalogo PVP - CP Cocina y AseoDocumento36 páginasCatalogo PVP - CP Cocina y Aseolourdes eva pacahuala arroyoAún no hay calificaciones
- Hormigón Armado 4ed - Oscar Moller OCRDocumento305 páginasHormigón Armado 4ed - Oscar Moller OCRAldo Raul FloresAún no hay calificaciones
- M1-U4 MezclasDocumento44 páginasM1-U4 MezclasJoseph Louis G. P100% (1)
- Plan Puesta A Tierra Rev. 1 ControlDocumento28 páginasPlan Puesta A Tierra Rev. 1 ControlRosi MataAún no hay calificaciones
- MaterialesDocumento5 páginasMaterialesEmma OrozcoAún no hay calificaciones
- Especificaciones Tecnicas Corocoras 23062021Documento287 páginasEspecificaciones Tecnicas Corocoras 23062021Juan Pablo DiezAún no hay calificaciones
- P0m27063-Srin-Lt-0007 - 2 Mto Acc Electricos y Cajas de Conexiones (JB)Documento11 páginasP0m27063-Srin-Lt-0007 - 2 Mto Acc Electricos y Cajas de Conexiones (JB)Star BlackAún no hay calificaciones
- Ensayo de TensiónDocumento7 páginasEnsayo de TensiónYair GalvánAún no hay calificaciones