También podría gustarte
- Plan de SST - 2022 - SenahmiDocumento28 páginasPlan de SST - 2022 - SenahmiMaite ZuritaAún no hay calificaciones
- Iso 45001 Modulo GeneralDocumento91 páginasIso 45001 Modulo GeneralMaite ZuritaAún no hay calificaciones
- Implementación Del SGSST Basado en La Norma Iso - 45001-2018 PDFDocumento83 páginasImplementación Del SGSST Basado en La Norma Iso - 45001-2018 PDFMaite ZuritaAún no hay calificaciones
- Reglamento y Constitución Del Comité de Seguridad y Salud OcupacionalDocumento4 páginasReglamento y Constitución Del Comité de Seguridad y Salud OcupacionalMaite ZuritaAún no hay calificaciones
- 8.2 Plan de Contingencias OperacionalesDocumento192 páginas8.2 Plan de Contingencias OperacionalesMaite ZuritaAún no hay calificaciones
- Capacitación Interpretación ISO 45001 2018 TRANSICIÓNDocumento70 páginasCapacitación Interpretación ISO 45001 2018 TRANSICIÓNMaite ZuritaAún no hay calificaciones
- Naturaleza de Los MaterialesDocumento23 páginasNaturaleza de Los MaterialesMaite ZuritaAún no hay calificaciones
- Introducción Del Curso 2021iDocumento38 páginasIntroducción Del Curso 2021iMaite ZuritaAún no hay calificaciones
- Propiedades de Los MaterialesDocumento26 páginasPropiedades de Los MaterialesMaite ZuritaAún no hay calificaciones
- FundiciónDocumento49 páginasFundiciónMaite ZuritaAún no hay calificaciones
- Ejercicios Porticos PDFDocumento8 páginasEjercicios Porticos PDFMaite ZuritaAún no hay calificaciones
- Decla Jura DomiDocumento1 páginaDecla Jura DomiIsaiasEstrtellaAún no hay calificaciones
- Hoja de Ejercicios Sobre Las Interferencias y Los Errores Discursivos SIN SOLUCIÓNDocumento4 páginasHoja de Ejercicios Sobre Las Interferencias y Los Errores Discursivos SIN SOLUCIÓNMaite ZuritaAún no hay calificaciones
- Practica 01 - A3 2016 I SoluciónDocumento6 páginasPractica 01 - A3 2016 I SoluciónMaite ZuritaAún no hay calificaciones
- Practica 01 - A3 2016 I SoluciónDocumento6 páginasPractica 01 - A3 2016 I SoluciónMaite ZuritaAún no hay calificaciones
- Aproximacion de No PrecisionDocumento31 páginasAproximacion de No PrecisionCamilo RestrepoAún no hay calificaciones
- Sesion 6 - Trigonometria GuiaDocumento4 páginasSesion 6 - Trigonometria GuiaLoren Paredes GarayAún no hay calificaciones
- Lab #1Documento4 páginasLab #1Ana Victoria CéspedesAún no hay calificaciones
- Decreto 4477, Procedimientos MAY22-V1Documento28 páginasDecreto 4477, Procedimientos MAY22-V1Rebeca VargasAún no hay calificaciones
- TC Tarea 3Documento2 páginasTC Tarea 3Jesus Morales BautistaAún no hay calificaciones
- Semana 9 Ses 17 Derivada Trigo Expon y Logarit-1Documento14 páginasSemana 9 Ses 17 Derivada Trigo Expon y Logarit-1Edward Bryan Flores100% (1)
- S02.s2 - Evaluación Continúa - QUIMICA GENERAL (34572)Documento3 páginasS02.s2 - Evaluación Continúa - QUIMICA GENERAL (34572)mijael tinocoAún no hay calificaciones
- Acci On Amien ToDocumento4 páginasAcci On Amien TomigyendrichAún no hay calificaciones
- Marco TeoricoDocumento7 páginasMarco TeoricoBetoo BustamanteAún no hay calificaciones
- EngranajesDocumento31 páginasEngranajesgerson villamizar100% (1)
- El Movimiento Sus Clasificaciones y Magnitudes, Las Leyes de Newton.Documento3 páginasEl Movimiento Sus Clasificaciones y Magnitudes, Las Leyes de Newton.Jeremy de la cruz guerreroAún no hay calificaciones
- U4 TermodinámicaDocumento74 páginasU4 TermodinámicaEddy Ipanaque PerezAún no hay calificaciones
- Trenes de Engranes Epiciclicos o PlanetariosDocumento8 páginasTrenes de Engranes Epiciclicos o PlanetariosFernando Lagos MoraAún no hay calificaciones
- Punta de Alta Impedancia para Multímetro - Electrónica UnicromDocumento7 páginasPunta de Alta Impedancia para Multímetro - Electrónica UnicromJose ghAún no hay calificaciones
- En Mi Casa Hay Un Laboratorio y Mis Papás No Lo Saben (Ernesto Colavita)Documento37 páginasEn Mi Casa Hay Un Laboratorio y Mis Papás No Lo Saben (Ernesto Colavita)María José Henríquez ContrerasAún no hay calificaciones
- Fundamentos de Econimia Eje 3 Por Cual Camino CojoDocumento16 páginasFundamentos de Econimia Eje 3 Por Cual Camino CojoMichael Eduardo Gomez BuitragoAún no hay calificaciones
- Guia de Fundamentos Del Cálculo-2022-20Documento108 páginasGuia de Fundamentos Del Cálculo-2022-2072008081Aún no hay calificaciones
- Decimo Guia 1 Ley de Ohm 2023Documento4 páginasDecimo Guia 1 Ley de Ohm 2023Maria del carmen Higuera garciaAún no hay calificaciones
- Especificaciones Tecnicas de Instalaciones ElectricasDocumento11 páginasEspecificaciones Tecnicas de Instalaciones ElectricasMayli PuntilloAún no hay calificaciones
- La Estructura RosenthalDocumento78 páginasLa Estructura RosenthalVladimir RodríguezAún no hay calificaciones
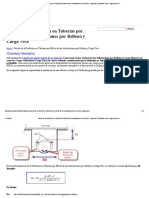
- Cálculo de La Deflexión en Tuberías Por Efecto de Las Solicitaciones Por Relleno y Carga Viva - Tutoriales Al Día - Ingeniería CivilDocumento7 páginasCálculo de La Deflexión en Tuberías Por Efecto de Las Solicitaciones Por Relleno y Carga Viva - Tutoriales Al Día - Ingeniería CivilDaniel Rodriguez100% (1)
- FasesDocumento55 páginasFasesYurleidi Andrea CANON GARNICAAún no hay calificaciones
- Diferencia Entre Lámpara y Luminarias y Carga ElectricaDocumento1 páginaDiferencia Entre Lámpara y Luminarias y Carga ElectricaJefferson Ortiz BaqueAún no hay calificaciones
- Superficies Equipotenciales y Su Relación Con El Campo ElectricoDocumento8 páginasSuperficies Equipotenciales y Su Relación Con El Campo ElectricoStefannyAún no hay calificaciones
- Data Book Haver of 10899Documento1951 páginasData Book Haver of 10899MacrosaSA100% (1)
- Modelos de Proyecto para La Feria de CienciaDocumento10 páginasModelos de Proyecto para La Feria de CienciaDayana Nicoll Crisanto JuarezAún no hay calificaciones
- Ingeniería Basica de Calculo de CanalizacionesDocumento9 páginasIngeniería Basica de Calculo de CanalizacionesJOSE QUIROAAún no hay calificaciones
- Experimento Michelson - MorleyDocumento4 páginasExperimento Michelson - MorleyNellyJ.CarvacheZambranoAún no hay calificaciones
- Garcia Trejo Parcial 2 de Transferencia de CalorDocumento16 páginasGarcia Trejo Parcial 2 de Transferencia de CalorJosé Andrés Salgado SánchezAún no hay calificaciones
- Informe de PlanimetriaDocumento5 páginasInforme de PlanimetriaJose Alejandro Coronel DelgadoAún no hay calificaciones