También podría gustarte
- Conformado y curvado en la fabricación de tuberías. FMEC0108De EverandConformado y curvado en la fabricación de tuberías. FMEC0108Aún no hay calificaciones
- Calidda Externa ANEXO 6.0 - Manual de Construcción 2012 v5Documento245 páginasCalidda Externa ANEXO 6.0 - Manual de Construcción 2012 v5Jesus Velarde100% (3)
- EXAMEN FUSIONISTAS PEDocumento13 páginasEXAMEN FUSIONISTAS PEWilliam Fime100% (1)
- IPEGA. - Soldadura en PolietilenoDocumento154 páginasIPEGA. - Soldadura en Polietilenojhony deyvi carmona casimiro100% (2)
- Tabla de Dimensiones - Accesorios de Acero Al Carbono 1Documento5 páginasTabla de Dimensiones - Accesorios de Acero Al Carbono 1peruavanza2014Aún no hay calificaciones
- PDF Hdpe Vs PVC DDDocumento28 páginasPDF Hdpe Vs PVC DDLplaing C.Aún no hay calificaciones
- Tuberías HDPEDocumento3 páginasTuberías HDPEAnonymous XKNVPOBt0TAún no hay calificaciones
- Brochure Myr Serviplast2017Documento24 páginasBrochure Myr Serviplast2017wilAún no hay calificaciones
- La Educación Virtual o Educación en Línea (Online Education)Documento7 páginasLa Educación Virtual o Educación en Línea (Online Education)Sandro Medina Tovar100% (4)
- Instalación gas PE manualDocumento33 páginasInstalación gas PE manualAnonymous hARV7OSw4100% (1)
- Redes Internas ArequipaDocumento175 páginasRedes Internas ArequipaHugo EscobedoAún no hay calificaciones
- Clase 1 - Soldadura en Acero - IPEGADocumento63 páginasClase 1 - Soldadura en Acero - IPEGAD'Monthy José Salcedo Rosas100% (1)
- Reguladora 625-627Documento4 páginasReguladora 625-627xecycAún no hay calificaciones
- Catalogo de Caldera Mural Mixta OrbisDocumento12 páginasCatalogo de Caldera Mural Mixta OrbisMaritza Salinas100% (1)
- Tuberías API 5L para transporte de petróleo y gasDocumento14 páginasTuberías API 5L para transporte de petróleo y gasAlvaro JhovannyAún no hay calificaciones
- Taller Termofusión Socket GasDocumento25 páginasTaller Termofusión Socket Gascajaca100% (1)
- Mantenimiento tuberías tanques combustibleDocumento60 páginasMantenimiento tuberías tanques combustibleGiovanaAún no hay calificaciones
- Villa MontesDocumento20 páginasVilla MontesJuanCarlosAlejoCkackaAún no hay calificaciones
- Transmisores de TemperaturaDocumento10 páginasTransmisores de TemperaturaLuiis GMAún no hay calificaciones
- Memoria-Descriptiva GN SAULDocumento16 páginasMemoria-Descriptiva GN SAULJorge Teves Diaz100% (1)
- Aislamiento Termico en TuberiasDocumento28 páginasAislamiento Termico en TuberiasFer Elizabet VeynaAún no hay calificaciones
- Lectura de Planos de Distribucion - Isometricos deDocumento41 páginasLectura de Planos de Distribucion - Isometricos deEdinson Herrera Vasquez100% (1)
- Caracteristicas Del Gas NaturalDocumento28 páginasCaracteristicas Del Gas NaturalNiche ChavezAún no hay calificaciones
- Diseño de Oleoductos y PoliductosDocumento13 páginasDiseño de Oleoductos y PoliductosLuis SanabriaAún no hay calificaciones
- Diseño de Redes de Gas PDFDocumento397 páginasDiseño de Redes de Gas PDFarturoAún no hay calificaciones
- Msds Ultramastic 850 HSHBDocumento6 páginasMsds Ultramastic 850 HSHBJavier Zea MacizoAún no hay calificaciones
- Tarjeta de Emergencia Jet FuelDocumento2 páginasTarjeta de Emergencia Jet FuelWalter Alvarado Ruiz100% (1)
- Soldadura en Cobre Ig3 Ipega - Carec - RLCDocumento70 páginasSoldadura en Cobre Ig3 Ipega - Carec - RLCCayllahua LuisAún no hay calificaciones
- Presentacion SDGNDocumento38 páginasPresentacion SDGNIsmael CaballeroAún no hay calificaciones
- Tema 3Documento113 páginasTema 3Raúl Fernández100% (1)
- Instalación de estaciones de regulación de gasDocumento60 páginasInstalación de estaciones de regulación de gasruddy bg100% (1)
- Instalaciones de Gas Seguras y EficientesDocumento151 páginasInstalaciones de Gas Seguras y EficientesArley Muñoz Ortiz100% (1)
- Manual Tuberia Pealpe - MaygasDocumento103 páginasManual Tuberia Pealpe - MaygasJhimy CarvajalAún no hay calificaciones
- Aplicación de Simuladores de Procesos en La Industria de Gas Natural PDFDocumento10 páginasAplicación de Simuladores de Procesos en La Industria de Gas Natural PDFRene QuisAún no hay calificaciones
- Contenido Programatico Del Curso de Refractario Norma API 936Documento3 páginasContenido Programatico Del Curso de Refractario Norma API 936Carlos LopezAún no hay calificaciones
- Manual de Operación para El Vaporizador de GLP Instalado en Pepsico CDocumento3 páginasManual de Operación para El Vaporizador de GLP Instalado en Pepsico COmar GomezAún no hay calificaciones
- Metrix G16 IT 2Documento3 páginasMetrix G16 IT 2Alvaro Jhoel Quinteros RAún no hay calificaciones
- Sistema Pealpe para Gas PDFDocumento28 páginasSistema Pealpe para Gas PDFjoejanssAún no hay calificaciones
- Trampa ScrapperDocumento27 páginasTrampa Scrapperperea_hernan100% (1)
- Transporte y almacenamiento de derivados del petróleo EcuadorDocumento94 páginasTransporte y almacenamiento de derivados del petróleo EcuadorDavidandyAún no hay calificaciones
- Tubos Corrugados TigreDocumento61 páginasTubos Corrugados TigrebuitcopoAún no hay calificaciones
- Estacion Taquiperenda 1Documento9 páginasEstacion Taquiperenda 1Jesus100% (1)
- Proyecto de Instalación de GasDocumento8 páginasProyecto de Instalación de GasEnriqueAún no hay calificaciones
- Ex Final LOAYZA FUENTES DANIELADocumento5 páginasEx Final LOAYZA FUENTES DANIELADaniela LoayzaAún no hay calificaciones
- Curso Tecnologías Del Gas Natural y Su Distribucion en Media y Baja Presion PDFDocumento29 páginasCurso Tecnologías Del Gas Natural y Su Distribucion en Media y Baja Presion PDFMiguel SaavedraAún no hay calificaciones
- Instalacion Bajo Tierra de Las Tuberia de Polietileno A Presion PDFDocumento5 páginasInstalacion Bajo Tierra de Las Tuberia de Polietileno A Presion PDFcalidad1340100% (1)
- 1 Parcial INSL 1117-2018Documento6 páginas1 Parcial INSL 1117-2018Miguel SaavedraAún no hay calificaciones
- P-sp-401115 - Instalación, Prueba, Revestimiento, Impermeabilización de Válvulas y BridasDocumento14 páginasP-sp-401115 - Instalación, Prueba, Revestimiento, Impermeabilización de Válvulas y BridasCarlos Kcho Asport100% (1)
- Instalaciones industriales de gasDocumento41 páginasInstalaciones industriales de gasFrancisco Coz GarcíaAún no hay calificaciones
- Modulo 3p Equipos de Sala de CalderasDocumento16 páginasModulo 3p Equipos de Sala de CalderasMasias Gabriel Albujar EscuderoAún no hay calificaciones
- Examen SeminarioDocumento8 páginasExamen SeminarioKaty Flores OrihuelaAún no hay calificaciones
- Memoria Descriptiva San Borja SurDocumento16 páginasMemoria Descriptiva San Borja SurOrlando Chancafe AngelesAún no hay calificaciones
- NCh0396 2 1980Documento5 páginasNCh0396 2 1980Sebastian RocaAún no hay calificaciones
- S18 - Curso Refinación FCKDocumento31 páginasS18 - Curso Refinación FCKRichard TineoAún no hay calificaciones
- Tuberías de Polietileno de Alta Densidad PAD o HDPEDocumento9 páginasTuberías de Polietileno de Alta Densidad PAD o HDPEHenryAún no hay calificaciones
- Manual de Industriales Ig-3 - 2Documento34 páginasManual de Industriales Ig-3 - 2Edinson Herrera VasquezAún no hay calificaciones
- IPEGA. - Lectura de Planos Isometricos (Complementario)Documento78 páginasIPEGA. - Lectura de Planos Isometricos (Complementario)Hugo Escobedo100% (1)
- Modulo V GasistaDocumento34 páginasModulo V GasistaRob DiazAún no hay calificaciones
- Tuberias para Riego PDFDocumento30 páginasTuberias para Riego PDFJestyn QCAún no hay calificaciones
- Tubería HDPE-01Documento9 páginasTubería HDPE-01Manuel Rodriguez CAún no hay calificaciones
- Ventajas y aplicaciones de tuberías HDPEDocumento6 páginasVentajas y aplicaciones de tuberías HDPEMarc Antoine Toullier InfantasAún no hay calificaciones
- Aula VirtualDocumento22 páginasAula VirtualMarco JaureguiAún no hay calificaciones
- Habilidades Del Estudiante Virtual PDFDocumento5 páginasHabilidades Del Estudiante Virtual PDFcefas_777Aún no hay calificaciones
- Mandamientos Del Estudiante VirtualDocumento1 páginaMandamientos Del Estudiante VirtualStephanie Falla100% (3)
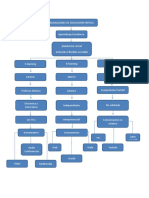
- Mapa ConceptualDocumento1 páginaMapa ConceptualClaudioAún no hay calificaciones
- Capitulo 3 - Construccion de Redes SecundariasDocumento61 páginasCapitulo 3 - Construccion de Redes SecundariasMelisa AnaguaAún no hay calificaciones
- Capitulo 4 - Operación y Mantenimiento de Redes Secundarias de Gas NaturalDocumento12 páginasCapitulo 4 - Operación y Mantenimiento de Redes Secundarias de Gas NaturalClaudioAún no hay calificaciones
- Capitulo 1 - Sistema de Distribucion de GN PDFDocumento15 páginasCapitulo 1 - Sistema de Distribucion de GN PDFOsky AmayaAún no hay calificaciones
- Evaluacion de ProyectosDocumento31 páginasEvaluacion de ProyectosClaudioAún no hay calificaciones
- Capitulo 2 - Calidad Del Gas NaturalDocumento6 páginasCapitulo 2 - Calidad Del Gas NaturalruddyAún no hay calificaciones
- Apuntes TermoDocumento98 páginasApuntes Termofranz5999Aún no hay calificaciones
- 03 Cin Tica Qu MicaDocumento37 páginas03 Cin Tica Qu MicaGarcia Lopez Maria LuisiAún no hay calificaciones
- Preparacion de ProyectosDocumento6 páginasPreparacion de ProyectosClaudioAún no hay calificaciones
- Procesadora de café artesanal en RoldanilloDocumento142 páginasProcesadora de café artesanal en RoldanilloWilliams MarceloAún no hay calificaciones
- Pedt - MonguiDocumento175 páginasPedt - MonguiMilton SaenzAún no hay calificaciones
- Materiales Manipulativos PDFDocumento81 páginasMateriales Manipulativos PDFDiego Junior Gonzales MontezaAún no hay calificaciones
- Position Paper - Libro Digital Del Edificio - GBC EspañaDocumento22 páginasPosition Paper - Libro Digital Del Edificio - GBC EspañaDean MousinhoAún no hay calificaciones
- Kits solares off-gridDocumento7 páginasKits solares off-gridREB19995Aún no hay calificaciones
- Ciclo de Vida de Una AppDocumento7 páginasCiclo de Vida de Una Appsantiago GonzalezAún no hay calificaciones
- Trabajo Practico Nº4Documento5 páginasTrabajo Practico Nº4Myrian Ka Dell'OroAún no hay calificaciones
- 182-Texto Del Artículo-428-1-10-20190619Documento6 páginas182-Texto Del Artículo-428-1-10-20190619Lusifer Yeir De MonioAún no hay calificaciones
- Dinamica Estructural Integracion Edificios y Pendulos PDFDocumento19 páginasDinamica Estructural Integracion Edificios y Pendulos PDFalexanderhcAún no hay calificaciones
- Plan de ApoyoDocumento3 páginasPlan de ApoyoPatrickGustavoSuyoMarinAún no hay calificaciones
- Introduccion A Evaluacion de Proyectos IppDocumento6 páginasIntroduccion A Evaluacion de Proyectos IppJuan Cristóbal HernándezAún no hay calificaciones
- Velocidad Del Sonido en El AireDocumento3 páginasVelocidad Del Sonido en El AireKarla ToroAún no hay calificaciones
- J Aviera Es Una Mujer de 35 Años Que Solicita Atención PsicológicaDocumento4 páginasJ Aviera Es Una Mujer de 35 Años Que Solicita Atención Psicológicayasna bustos ramirezAún no hay calificaciones
- Informe #4 Resistencias Electricas Utp PanamaDocumento4 páginasInforme #4 Resistencias Electricas Utp PanamaLuis Alberto Vega GuerraAún no hay calificaciones
- Diligencias Preliminares y Prueba Anticipada - 2012Documento25 páginasDiligencias Preliminares y Prueba Anticipada - 2012María Cecilia ConvertiAún no hay calificaciones
- RelazioneTecnica 20220223083131Documento1 páginaRelazioneTecnica 20220223083131ANTONIO ROSARIO ESCUDEROAún no hay calificaciones
- II Manual Inglés Nivel II Unal Version 2017bDocumento99 páginasII Manual Inglés Nivel II Unal Version 2017bJuliana BenavidesAún no hay calificaciones
- La Teoria de Kaizen y Las 5sDocumento8 páginasLa Teoria de Kaizen y Las 5sCarolina Camones LeónAún no hay calificaciones
- A6.Actividades Realizadas en BonafontDocumento20 páginasA6.Actividades Realizadas en Bonafontfrancisco villagomezAún no hay calificaciones
- Marco Teorico MicroDocumento8 páginasMarco Teorico MicroVelasquez JeanAún no hay calificaciones
- Datos para Infografía de AliExpressDocumento4 páginasDatos para Infografía de AliExpressSantiago HerreraAún no hay calificaciones
- Manual Apoyo A Conyuges y FamiliaresDocumento24 páginasManual Apoyo A Conyuges y FamiliaresCristian MezaAún no hay calificaciones
- Trabajo Practico 1Documento14 páginasTrabajo Practico 1Yamiled Restrepo HerreraAún no hay calificaciones
- Proyecto Orquidiario-Ix Ciclo-SustentaciónDocumento39 páginasProyecto Orquidiario-Ix Ciclo-SustentaciónRuth CajusolAún no hay calificaciones
- Curso Montacargas SeguroDocumento4 páginasCurso Montacargas SeguroLizeth Durazo100% (1)
- Conceptos Básicos de Redes Wifi y Su SeguridadDocumento21 páginasConceptos Básicos de Redes Wifi y Su SeguridadGil Rodriguez BautistaAún no hay calificaciones
- ¿Qué Es Un Generador Eléctrico - Rincón EducativoDocumento12 páginas¿Qué Es Un Generador Eléctrico - Rincón EducativoMaria Fernanda Viricual HernandezAún no hay calificaciones
- Taller de Los ArgumentosDocumento2 páginasTaller de Los ArgumentosArianaAún no hay calificaciones
- Hiperkinesia PosracionalismoDocumento7 páginasHiperkinesia PosracionalismoRodolfo Sepúlveda MoriceAún no hay calificaciones
- Guia 3 Mate PDFDocumento4 páginasGuia 3 Mate PDFSteven HarperAún no hay calificaciones