También podría gustarte
- Modelo de Informe FinancieroDocumento6 páginasModelo de Informe FinancieroDavid BeltranAún no hay calificaciones
- FORMATO de OFICIODocumento1 páginaFORMATO de OFICIODanitza CruzAún no hay calificaciones
- 6th Central Pay Commission Salary CalculatorDocumento15 páginas6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorDocumento15 páginas6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorDocumento15 páginas6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorDocumento15 páginas6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- ConsultaDocumento2 páginasConsultaDavid BeltranAún no hay calificaciones
- Qué Es Un PolipastoDocumento3 páginasQué Es Un PolipastoDavid BeltranAún no hay calificaciones
- Segmentación Del MercadoDocumento1 páginaSegmentación Del MercadojosueAún no hay calificaciones
- 28 - Promedio de Personas Por HogarDocumento54 páginas28 - Promedio de Personas Por HogarjovidighiAún no hay calificaciones
- Taller 1.Documento1 páginaTaller 1.David BeltranAún no hay calificaciones
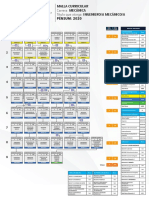
- Malla 2020Documento1 páginaMalla 2020David BeltranAún no hay calificaciones
- Formato ConsultasDocumento1 páginaFormato ConsultasDavid BeltranAún no hay calificaciones
- No Tenemos Derecho A ContaminarDocumento4 páginasNo Tenemos Derecho A ContaminarDavid BeltranAún no hay calificaciones
- EjerciciosDocumento5 páginasEjerciciosDavid BeltranAún no hay calificaciones
- Gráficas ProyectoDocumento3 páginasGráficas ProyectoDavid BeltranAún no hay calificaciones
- Diseño de MaquinasDocumento5 páginasDiseño de MaquinasDavid BeltranAún no hay calificaciones
- Informe 2 Lab SoldaduraDocumento6 páginasInforme 2 Lab SoldaduraDavid BeltranAún no hay calificaciones
- Tema 2 VacDocumento6 páginasTema 2 VacJosé LuisAún no hay calificaciones
- Cuest Unidad IvDocumento4 páginasCuest Unidad IvRomán De La Rosa0% (3)
- Formato de Consulta - LSPMDocumento1 páginaFormato de Consulta - LSPMGabriel AlejandroAún no hay calificaciones
- Consulta - LSPM PAR1Documento2 páginasConsulta - LSPM PAR1David BeltranAún no hay calificaciones
- Consulta 3Documento3 páginasConsulta 3David BeltranAún no hay calificaciones
- Informe Introduccion Lab SoldaduraDocumento5 páginasInforme Introduccion Lab SoldaduraDavid BeltranAún no hay calificaciones
- Práctica AnsysMPDocumento8 páginasPráctica AnsysMPDavid BeltranAún no hay calificaciones
- Consulta 1Documento2 páginasConsulta 1David BeltranAún no hay calificaciones
- Consulta 2Documento2 páginasConsulta 2David BeltranAún no hay calificaciones
- Ensayo 5Documento1 páginaEnsayo 5David BeltranAún no hay calificaciones
- Consulta 2Documento2 páginasConsulta 2David BeltranAún no hay calificaciones