Documentos de Académico
Documentos de Profesional
Documentos de Cultura
7 - MSS-SP-75-2008 (Actualizada)
Cargado por
ISRAEL PORTILLO0 calificaciones0% encontró este documento útil (0 votos)
149 vistas32 páginasxxxxx
Título original
7_MSS-SP-75-2008 (Actualizada)
Derechos de autor
© © All Rights Reserved
Formatos disponibles
PDF o lea en línea desde Scribd
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoxxxxx
Copyright:
© All Rights Reserved
Formatos disponibles
Descargue como PDF o lea en línea desde Scribd
0 calificaciones0% encontró este documento útil (0 votos)
149 vistas32 páginas7 - MSS-SP-75-2008 (Actualizada)
Cargado por
ISRAEL PORTILLOxxxxx
Copyright:
© All Rights Reserved
Formatos disponibles
Descargue como PDF o lea en línea desde Scribd
Está en la página 1de 32
MSS SP-75-2008
Specification for High-Test,
Wrought, Butt-Welding
Fittings
os ocr 20%
susreaa oe cesnion *
COPIA CONTROLADA,
‘Standard Practice
Baveloped and Approved bythe
ManutacurersStanderdetvon Society ofthe
Mave and tinge nut he
Sar Pant Suoet NE
@ Vienna Vegas 2100
Phone: 68) angst
Mss STANDARD PRACTICE SP75
‘This MSS Standard Practice was developed under the consensus ofthe MSS Technical Commitee 113 andthe
[MSS Coordinating Commitee, The content of thls Standard Practice is the result ofthe efforts of competent and
‘oncemed volunters to provide an effective, clear, and non-exchusve specification that ill beef the industry
‘as. whoke, This MSS Standard Practice fs intended asa basis for common practice bythe masuicturr, the
‘user, and the general public. The existence of an MSS Standard Practice does notin itself preclude the
‘manufacture, sle, of use of products not conforming to the Standard Practice, Manduory conformance i
‘stab ished only by reference in a code, specification sales contact or public law, as applicable
Unless otherwise specifically noted inthis MSS SP, any standard refered to herein is denied by the date of
{ssue that was applcabe the referenced standard() atthe date of issue ofthis MSS SP (See Antex A)
Ja this Standard Practice all noes, annexes, tables, and figures are construed to be esential tothe understanding
of the message of the standard, and ae considered part of the tex! unless noted as “supplemental. All
[ppondices appearing in this document ure consiued as "supplemental. Supplemental” Informtion dos not
‘neha mandatory requirements,
Substantive changes in this 2008 edition have been “lagged” by paral
bars as shown on the margins ofthis paragraph, The specifi detail ofthe
change may be determined by comparing the material lagged with that
inthe previous edition
[Non-tlernced dimensions inthis Standard Practice are nominal, and, unless otherwise specified, shall be
considered “for reference ony"
Any part of this Standard Practice may be quoted. Credit lines should read ‘Estracted from MSS SP-
75.2008 with permission ofthe publisher, the Manufacturers Standordizaion Society” Reproduction
rohibiced under copyright convention unless written permission is granted by the Manufacturers
‘Standardization Society of the Valve and Fittings Industry Ine
Originally Approved September, 1970
Copyright ©, 1981 by
“Manufacturers Standardization Society
‘ofthe
Valve and Fitings industry, Ine.
Printed in US.A.
Mss STANDARD PRACTICE sP-75
@ ‘TABLE OF CONTENTS
E
HYDROSTATIC TESTING..
MATERIALS...
CHEMICAL COMPOSITION
‘TENSILE PROPERTIES,
HEAT TREATMENT.
‘TRANSVERSE GUIDED. WELD BEND-TESTS.
\NOTCH-TOUGHNESS PROPERTIES...
FITTING DIMENSIONS...
‘TOLERANCES FOR WELDING FITTINGS ..
MANUFACTURE wo
NONDESTRUCTIVE EXAMINATIC
INSPECTION... ws
MARKING...
Maximum Limit of Chemical Elements
Tensile Requirements nee
Tolerances...
Dimensions of Long-Radius Elbows.
Dimensions of 3R EIbOWS ne
Dimensions of Staight Tes.
Dimensions of Reducing Oudet Tees.
Dimensions of Cap...
Dimensions of Reducers
1
2
3
4
3
6
7
8
°
FIGURE
1
2
3
4
5
Recommended Bevel for Wall Thicknesss () at End of Fitting, 0.75 in. Of Ls8ecenesnnenenne 9
Recommended Bevel for Wall Thcknesses (1) at End of Fitting, Greater than 0.75 in,
‘Acceptable Design for Unequal Wall Thickness
‘Traverse Face and Root-Bend Test Specimens...
Guided Bend Test ig,
@ x1 siplenstiny Resins.
52 Longin Bend UnderendGackig es
ss STANDARD PRACTICE sp-7s
‘SPECIFICATION FOR HIGH-TEST, WROUGHT, BUTT-WELDING FITTINGS
‘SCOPE
LLL This specification covers factory-made,
seamless and electric welded carbon and low
alloy steel, bur-welding ftings for use in high
‘pressure ‘gas and oll transmission and
Aistibution systems, including pipelines,
compressor stations, metering and regulating
stations, and mains,
1.2 This Standard Practice governs dimensions,
tolerances, rating, testing, materials, chemical
and tensile. properties, eat testment, notch
toughness properties, manuficture and marking
for high-es, but-welding fitings NPS 60 and
smaller. Dimensional requirements for NPS 14
and smaller are provided by reference to
ASME BI6.9.
1.3 The trm “welding fitings” applies to butt
Welding ftings such as elbows, segments of
bows, return bends, caps, tees, single or
smuliple-outet extruded headers, reducers, and
factoy-welded extensions and transition
1.4 Fitings may be made to special dimensions,
sizes, shapes, and tolerances, or of wrought
materials other than those covered by this
‘Stundard Practice by agreement between the
‘manufacturer and the purchesee. When such
‘tings meet all other tipulations of this
‘Standard Practice they shall be considered as
being in parial compliance therewith,
providing they are appropriately marked.
1.441 Fittings manufactured in partial
‘compliance, as provided in Section 1.4, shall be
identified with “Part” following the respective
‘rade designation,
2. PRESSURE RATING
21 The allowable intemal-pressure ratings for
pipe fitings designed in accordance with this
‘Standard Practice shall be calculated as for
straight seamless pipe (or welded pipe with a
Joint efficiency factor of 1.0) of equivalent
‘rade, diameter and wall thickness in accordance
7 Vat ccna wl iw ogml gn by pr
‘dmanour
with the rules established in the applicable
sections of ASME B3I.
22 All itings produced in sevordance with this
‘Standard Practice shall be designed to withstand
field hydrostatic test pressure, after
intllaton, at a pressure level equivalent to that
required to develop a hoop stress equal to the
specified minimum yield strength for pipe of
‘equivalent grade and wall thickness based on
Barlow's Formula, without failure, leakage, or
impairment of serviceability Barlow's formula
is defined as:
28¢
p= 2
D
Where:
is the internal design pressure, psig;
S isthe specified minimum yield strength ofthe
pipe, pais
{tis the nominal wall thickness of the pipe, ia
inches
Dis the ouside diameter of the pipe, in
inches.
2.3 By agreement between the manuficturer
‘and the purchaser, fitings may be tested at a
igher pressure providing the manufacturer is
notified ofthe test pressure tobe used.
2.4 The design shall take into consideration
performance requirements prescribed above as
‘well as addtional factors dictated by the shape
ofthe part.
2.5 The design of fitings may be established by
‘mathematical analyzes contained in nationally
recognized pressure vessel or piping codes of, st
the manufacturer's option, by proof testing in
sccordance with Section 4. The design of tings
that cannot be qualified by mathematical
snalyses shall be establithed by proof testing in
sccordance with Section 4
@
@: =
@
‘The nominal size ofthe fitings refers 10 the
‘nominal O.D. of the pipe to which it is
attached,
DESIGN PROOF-TEST
4.1 Proof tests shal be made as st forth her
a5 evidence of the adequacy of the design
references in Section 2. Records of design or
successfil proof tess shall be availble at the
‘manufacturer's filly for inspection by the
purchaser.
4.2 Unless otherwise agreed upon between
‘manufacturer and purchater, the only required
proof testis bursting strength test
4.2.1. Prototype Stings that are representative
of production, selected for test shall be identified
3 to material, gride, and lot, including heat
treatment. They bbe ingpested for
dimensional compliance to this Standard
Practice.
42.2. Straight seamless or welded pipe sections,
‘witha caleulated burst strength at least as great
as that calculated fer the ftings, shall be welded
to each end of the fiting to be texted. Any
‘intemal misalignment greater than 0.06 inch
‘hall be reduced by taper boring at a slope
rot over a | to 3 ratio. The length of pipe
‘sections for closures shall be atleast twice the
pipe OD.
42.2.1 Shorter lengths mey be used as
follows:
1) The assembly must withstand at least 105
percent of the sroofest pressure computed
In Section 42.4,
2) Minimum lengt of pipe shall be one pipe
(O.D. for sizes NPS 14 and smaller,
3) Minimum lengin of pipe shall be one-half
pipe O.D. for sizes larger than NPS 14
4222 ‘Test fui stall be water or other liquid
used for hydrostatis testing.
Mss STANDARD PRACTICE, P75
42.3 Hydrostatic. pressure shall be spplied
unt he fiting uprures. The actual test pressure
Dror to rupture must at last equal the computed
Proof test pressure. Altemately, the test is
successful ifthe assembly withstands, without
rupture, 105 percent of the computed protest
pressure defined in Section 4.24
424 Computed Proof-Test Pressure:
25t Which refersto the pipe which
P= => the fiing’s marking identifies
(Gee Section 8.1.1) and, where,
P is the computed minimum proof-test
pressure; psig
‘Sis the actual tensile strength ofthe test fiting
material (Getermined ona specimen
representative of the test fitting); pst
1 is the nominal pipe wall thickness; in
inches
Disthe Specified outside diameter
in inches
Of pipes
4.3 A successful proof test ona prototype fiting
slected as required in Secton 4.2.1 may be used
to qualify other fitings tothe extent described
herein,
43.1. One test Siting, may be used to quality
Sitings of similar designs that are no smaller
‘than one-half nor larger than two times the size
of the test iting.
43.2 The test ons aom-reducing fing
‘qualities reducing fittings of the same patter.
43.3 The untested fing must heve a VD ratio
not less than one-half nor more than three times
the UD of the test fitting
434 The pressure retining capacity of a
fiting made of various grades of see! will be
essentially directly proporional to the tensile
properties of the various grades. Hence, itis
necessary to test a prototype in only s single
grade to prove the geometric design of the
fining.
Mss
435. A test on 2 prototype elbow qualif
efdows having longer radit than the test iting
providing they qualify under Sections 4.3.1
and 43.3,
5. HXDROSTATIC TESTING
5.1 Welding fitings shall be capable of
‘withstanding a hydrosaic test-pressure as
specified in Section 2.2, but hydrosimic testing
Dy the manufacturer isnot required
6 MATERIALS
6.1 The steel shall be filly killed and made
using recognized melting practices to provide
intended heat-reat response and notch
toughness properties. Steel shall be made by
‘open hearth, basic oxygen, or clecric fumace
‘process and shall be suitable for fed welding to
‘other fitings, flanges, and pipe manufactured
under the following specifications: ASTM A 53,
A106, A 381, A234, A420, A 105, A 694, o¢
the comesponding ASME siandard, API SL,
and MSS SP-44,
62 The material for ftings shall consist of
blooms, billets, slabs, forging quality bar, pate,
seamless or fsion-welded tubular products with
filler metal added
63 The steel used shall be suitable welding:
‘quality carbon stels or of @ suitable welding
‘uality high-strength, low-alloy steel
64 If preheating of the material is required to
insure proper weldablty under normal field
conditions, the manufacturer shall tate specific
preheat requirements and permanently indicate
this on the fting
7. CHEMICAL COMPOSITION
71 The detecmination of the chemical
‘composition of the steel used in meeting the
requirements of Table 1 shall be the
responsiblity ofthe manufacturer.
12 The choice and use of alloying elements for
faings. made fom high-suengih, low-alloy
steels to give the tensile properties preseribed in
‘Table 2 shall be made by the manufacturer and
included and reported to identify the type of
sted.
STANDARD PRACTICE.
SP.75
73 Carbon equivalent shall be computed by the
following equation:
cence, StMerY , Moos
and shall not exceed 0.45%,
8, TENSILE PROPERTIES
8.1 Tensile properties shall mest the
requirements as specified in Table 2.
8.11 A Giting may have thickness or yield
strength oc both unequal tothe pipe with which
its intended to be used, provided the welding
fend preparation et the joint assures wall
thickness of the Siting is atleast equal tothe
specified pipewall thickness times the ratio of
the specified minimum yield strength ofthe pipe
and the minimunvtested yield strength of the
‘iting (See Figures 3(a),(b), and (c) for joint
preparation.
{82 Tensile properties shall be determined in
accordance with ASTM A 370,
83 Test specimens shall be taken from the
‘iting afer fnal heat treatment of from a piece
‘of pipe or pate of the same nominal thickness,
tame heat of steel from which the Siting is
rade, and which has been hest treated ina lt
With any of the fiting(s) it represents (see
Section 8.5). Ifthe fittings will be exposed to}
‘an assembly Post-Weld Heat Treatment
(WHT) or @ field PWHT and the PWHT|
temperature is higher than the final tempering]
temperature for the fitting, addtional tensile
testing may be requested by the purchaser to
ensure the fiting meets the requirements o
Section 8 ater the PWHT thermal cyele (See
‘Appendix XI SR-16),
84 Test specimens shall be in sccordance with
ASTM A. 370 using fill-size specimens or
largest sub-size specimens allowable. Yield
strength shall be determined ether by the 0.2%
offset othe 0.5% extension undet loed (EUL)
method.
8.5 One tension test to determine yield strength,
tensile strength, and percent elongation in 2 in,
shall be made ffom each lot of fittings. A lot
shal consist of al fitings from the same hest of
‘material of the same starting. wall thickness,
given the same heat tretment in a furmace
controlled within a range of 50°F. The adequacy
of the firmace to achieve and mainiain
temperature uniformity shall be established by
anal survey. Alternatively, thermocouples
‘may be attached to a fing in the lot or to a
thermally equivalent mass of material in contact
‘witha fiting inthe lot. Thermocouples and other
temperature measuring recording devices shall
be calibrated quarterly
8.6 When requested, Stings containing, welds
shall have one across the weld tension test made
with the axis transverse to the weld seam for
cach heat of filler metal, or each hest of filer
‘metal end batch of fax for submerged are welds,
and fora given heat teatment. Only the wftimat
tensile strength need meet the minimum
requirements of Table 2 (see Appendix XI
SR),
8:7 IF the tension west specimen fom any lot
fails w conform to the requirements for the
Particular grade ordered, the manufacturer may
elect to make retests on two additonal pieces
‘rom the same lot, each of which shall conform
to the requirements specified in Table 2. If one
‘or both of the retests fil to conform to the
requirements, the manufacture may elect to test
‘eazh of the remaining pisces in the lt. Retsts
are required only for the particular test with
‘hich the specimen did not comply originally
88 It shall be permissible to cold flatten test
specimens.
9. HEAT TREATMENT
9.1 All fitings shall be furmished in the heat
‘tested condition. Hot formed fitngs shall be
cooled below the lower critical temperature prior
to heat treatment. Fitings shall be heat tented
by one or more ofthe following procedures:
[STANDARD PRACTICE. a
9.1 Suess Relieving Stress relieving. shall
‘be limited only to guide bar welds or fabrication
welds sich as pup extensions, ete, unlese
otherwise agreed upon between the
‘manufoeurer ond the purchaser. Fittings shall
be heated to a suitable temperature below the
transformation range, but not less than 1000°F,
holding ct temperature for not less than one hour
per inch of maximum thickness, but never less
than onehalf hour and cooling in the furnace or
9.12 NormalisingFitings shall be uniformly
reheated above the wansformation range
(ustenite range), held at this temperature a
sufficient time to achieve uniform temperate
throughout the mass and cooled in afr
9.13 Normaliting & Tempering Fitings shall
‘be normized in accordance with Section 9.12,
‘They shall then be tempered by reheating to 8
temperature below the tansformation range,
but not less than 1000°F, held et temperature for
4 minimam of one hour per inch of maximum
thickness, but not les than one-half hour and
cooled ia the furnace or in ale.
914 Quenching & Tempering Fitings shall
‘be unifoanly reheated above the transformation
‘ange, hed at temperature sufficient to achieve
tniform temperature throughout the mass and
jmmediately immersion quenched in a suitable
liquid medium. They shall then be reheated
tempered per Section 9.13. Quenching facili
shall be ef sufficient size and equipped to assure
proper ard uniform cooling.
10. TRANSVERSE GUIDED-WELD
‘BEND-TESTS.
101 Trmsverse guided-weld bend-tests shall
‘be performed only when specified on the order
(Gee Appendix XI SR-2),
102 Trmsverse-weld test specimens shall be
subjected to face and rootguided bend-ess,
‘The specimens shall be approximately 1.5 in.
‘wide, atleast 6 in. long With the weld atthe
center and shall be machined in accordance with
Figure 4 The face-bend specimen shal be bent
Mss
‘with the inside surface of the pipe apninst the
fimensions ofthe plunger for te bending jig
shall bein scordance with Figure 5 and the
‘ther dimensions shall be substanaly as
Shown n Figure 5.
103 The bend test shall be acceptable if no
cracks or other defects exceeding 0.12 in. in
any direction are present in the weld metal or
between the weld metal and the iting metal
after the bending, Cracks that originate along
the edges ofthe speciren during testing and
that are less than 0.25 in, measured in any
rection, shall not te considered unless
‘obvious defecs are observed.
10.4'Two weld-bend test specimens, 25,
described in Section 102, shall be cut fFom a
specimen fom each lot, The specimens may
‘be taken from a fiting or from sample plates
‘5 described in Section 8.3
105 If ether test fills to conform to specified
requirements, the manufacturer may elect to
‘make retatson two addtional specimens from
the same lot, each of which shall conform to
the requirements specified in Section 10.3.
If any of these specimens fll to conform to
the requirements, the manufectuer may elect
to tert prolongations from cach of the
remaining fitings in the ot.
106 If the test results of any tests of alot do
not conform to the requirements specified
above, retests shall be made on eddtional
fitings of double the orginal number from the
same lo, each of which shall conform tothe
requirements specified.
11, NOTCH-TOU
ULL Notch-oughness properties shall be
eiermined with full size Charpy Type A-V
‘notch specimens in accordance with ASTMEA
‘370, Subsize specimers shall be used only
‘when material to be tested is of insufficient
‘thickness, All specimens shall be taken with the
‘axis ofthe specimen trassverse to the direction
STANDARD PRACTICE
‘of flow (of medium) and with the notch
perpendicular to the surface. For plate,
Specimens may be taken tansverse to the
ireetion of roling.
112 Specimens shall be taken from
representative heats of steel used in
‘manufacture of fitings or ftom representative
Sittings, plates of pipe receiving the same heat
treatment to determine the typical notch-
toughness properties ofa given material
113 From each heat of stel, one set (ree
specimens) shall be tested at 20°F and show
20 fe. hs. minimum average. Percent shear
‘hall be reported for informational purposes
only.
114 Nateh-toughness testing of NPS 14 and
smaller is not required unless grades WPHY
65 or higher are supplied or the purchaser
specifi testing.
12, EITTING DIMENSIONS
12.1 One of the principles of this Standard
Practice isthe maintenance ofa fixed position
for the welding ends with reference to the
center line of the fttings “or the overall
dimensions, asthe case may be. Dimensional
standards for fitings NPS 16 and larger are
shown in Tables 3 through 9. Dimensional
standards and tolerances for NPS 14. and
smaller sizes ate contained in ASME B16,
13, TOLERANCES FOR WELDING
"EETEINGS
134 Tolerances ‘The tolerances for fitings
[NPS 16 and larger are shown in Table 3 and
‘are applicable to the nominal dimensions
siven in Tables 4 through 9 inclusive.
13.2 Wall Thickness The minimum wall
thickness may be 0.01 in. under the nominal
thickness, excep that isolated non-continuous
reductions are permitted, provided the
‘remaining wall thickness is not diminished to
less than 93.59% of the specified nominal, This
tolerance does not apply to areas where the
proof test has indicated the need for
enforcement.
SPs
Mss
1
133 Welding Ends Unless otherwise specified,
the details of the welding ord preparation shall
‘be in aecordance with Figures 1 and 2. Te rot
face ofthe fing shall be machined fat and shall
‘not vary fom the plane by more than 0.03 fn
‘any point. Where the wall of the fiting exceeds
that of mutching pipe, the transition shall bein
secordance withthe detalls given in Figure 3.
134 Angulerity and Off Plane The ends of
Frings hall be ut ia. accordance with the
tolerances listed in Table 3.
‘MANUFACTURE,
14d Fitings may be made by forging,
hammering, pressing, piercing, roling.
eriruding, " upseing, welding, or by
combination of these operations. The forming
‘rccedure shall be so applied that it will not
roduce injurious defets in the ftings.
14.1 Fabricated tes, elbows, and ater fitings
employing crcumferenial or Intersection welds,
eg, miter welds, are considered pipe
{atrication, and ae not within the scope of this
‘Standard Practice.
142 When extension or transitions are factory
welded to the fitings by the manufacture, they
shall be postweld heat treated in secordance
with the ‘requirements of ASME Boller and
Pressure Vessel Code, Section VIII, Division 1
or beat treated in accordance with Section 9
of this Standard Practice.
143 All outlets NPS 2 pipe and larger shal be of
imtegral contour type and ends of outs shall
‘match the joining pipe or fiting specified,
144 Welding Fabrication
148.1 Seamavelded pipe that is made in
accordance with an ASTM of APL specification
stall comply with the welding requirements of
the applicable material specification. all other
‘Wels including those used i the manufictre of
‘ther pipe or eynders, shall be made by welders,
welling operators, and welding procoiures
qualified in accordance with the provisions of
Section DX of the ASME Boiler and Pressure
Vessel Code
STANDARD PRACTICE.
P75
1442 The joints shall be furnished in
accordance with the requirements of Pargroph
[UW-35 (@) of Section Vill, Division | of the
‘ASME Boiler and Pressure Vessel Code.
1443 Machine welding shall be done by an
elecrc process, prefenbly by submerged ae,
1444 All butt welds shall have fll
penetration. Submerge-arc machine welding
Shall be done with f cast one pass Som dee
inside, except when sccessibiiy makes. this
‘mpossibe, then, a manual oF machine ret beed
may be employed. provided that 2 visual
in ofthe root head is posible. Backing
ings shall nt be used.
144.5 Repu, chipping or grinding of wells
Shall be done in such aman as not 10 goUg,
sroove, or reduce the orginal meal thickness by
‘more than 6-1% of nominal specified wall
145 Workmanship and Finch
14.5.1 Fittings shall be foe of injurious defects
and shall have workmenike fish
14:52 Injurious defects are defined as those
having a depth in exces of 6-1% of specified
nominal wall
|
‘ !
Mss
Ht
1453 Machining. and grinding, of surface
defects shall be treated as follows: Sharp defects
such a5 notches, sratches, scabs, seams, laps,
tears, or slvers not deeper than 6% of nominal
wall tiekness shall be removed by grinding.
Repair of injurious defects by welding shall be
pemited, except that welding of injurious
‘Sefecs shall not be permed wien the depth of
efect exceeds 33-19% of the nominal wall
‘compltely removed and welding performed by a
‘welder qualified specifically for repair welding,
1s per Section 144.1, Such repeic welding shall
‘be ground fash with the surface and all welding
shall be done before fal heat weatment. Stress
relieving may be used asthe final heat reatment
after repair welling provided the fing has
previously undergone a heat treatment in
‘ecordance with Section 9 and the base material
‘and welds meet the mechanical properties of
Sectens 8 and 11 ar the ene thermal cycle.
Repuic welding shal be done with low tyrogen
clecrdes, gas-metal-are process or submerged-
are process
‘NONDESTRUCTIVE EXAMINATION
DB
15.1. Radiographic Examination Al butt welds
Stall be radiognphicaly examined in seeordance
with Article 2 of ASME Section V using fine
[in fl and led eereene Longitiral weld
Seams shall meet te acooptance standards in
‘ASME Section Vill, Division 1. Girth welds
Shall met the aceptance standards in Seetion
9 of API 1104,
152 Mognetlc Particle or Urasonic
Examination Magoetic particle or ultasonic
examination shal be used forthe examiation of
AT filet welds and all other welds where i is
Impesble or impractical to use radiographic
examination. Methods and acceptance standards
Shall be by agreement between the manufacturer
and purchase.
153. Magnetic Panicle or Liquid Penetrant
Examination All butveld tees manufactured
by ead-frming method) shall be subjected to
magic particle or liquid penetant
xamnation. This examination shall be
performed after final heat treatment.
STANDARD PRACTICE
sP-75.
Only the side wall area of the tees need be
‘examined, This area Is defined by a cicle tht
‘overs the are from the weld bevel ofthe branch
‘tet othe center ine ofthe body of run nema
‘nd extemal surfaces stall be examined, when size
‘pemitsaccssbiity. No cracks shall be permite.
Other imperfections shall be treated in aecofance
with Section 14.5, Acceptable tes shal be marked
With the symbol PT or MT, as applicabe, to
Indicate compliance. Nondestuctive examination
personnel and procedures shall be qualified in
‘cordance with ASME Section V.
INSEECTION
16.1. Inspector At all times while work on the
contract of the purchaser is being performed,
the inspector representing the purchaser shall
have free entry to all parts of the
manufacturer's facilites that” involve the
manufacture of the ordered fitings. All
feasonable facilities shall be afforded the
Inspector to satisfy him that the product is ving
fumished. in accordance with these
specifications. All tests and inspections called
for by these specifications will be made inthe
‘manufacturer's plant prior to shipment and at
the manufacturer's expense unless otherwise
specified and shall be s0 conducted as rot to
Inerfere unnecessarily with the operations of,
the ‘manufacturer's plont. The manufacturer
shall notify the purchaser prior to completion or
Shipment of all” tinge requiring ruck
{nspecton.
162 Certified Material Test Report (CHTR)
‘When specified on the purchase order, « Cetified
‘Material Test Report shal be furnished listing the
‘actual results of chemical analysis, Secon 7;
‘mechanical properties, Section 8; notchtoughness
‘properties, Section II; heat weamen, Secton §;
‘ondestructive examination, Section 15; and any
‘special tests required by the purchase order.
163 Rejection Bach Siting in which injurious
defects are found during shop of fed fabrication
‘may be rejected, and the manufacurer shall be
notified,
Mss STANDARD PRACTICE
@ > mum
17.1 All fitings fumished under this, Standard
Pretice shal be clearly defined on the ouside
sismeter with the following Information marked
‘wit bw-siess die stamps of Inlerupted-dot
stamps except a5 noted:
8), Manufactures name or tademark.
1) Nominal wall thickness of fitings at bevel
ends,
NOTE 1. Inthe case of unequal thickness,
25 inSection 8.1.1 the actual Wall thickness
of the fiting at the bevel ends shall be
[dented
©), Respective grade, yield and symbol as given
inte 2,
NOTE L In the case of unequal yield
Ssrength, as in Section .1.1, both the
‘minimum-tested yield stengih of the Citing
and the specified miaimum yield strength of |
the pipe shall be identied, for example
‘Yeorx70,
NOTE, 'Y represents marking for fitings;
® X represents marking for pi
) Heat code identiy.
©) Size
v2
sha
dition to the above extruded headers
so Include the following information:
1) Design pressure.
&) Temperature.
©) Per ASME BBLS.
Oar
ear tactaesagg A
Mss STANDARD PRACTICE.
ra
TD
TD go
"oe nat pono he manuactre.
tings NPS 24 ad rier maybe fried wih 37" 22" bevel at
‘option of he manulactrer
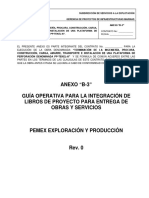
RECOMMENDED BEVEL FOR WALL THICKNESSES (T)
‘AT END OF FITTING, 0.75 IN.) OR LESS
sna
t sant at
L —
£
RECOMMENDED BEVEL FOR WALL THICKNESSES (T)
"AT END OF FITTING, GREATER THAN 0.75 IN.
FIGURE 2
°
STANDARD PRACTICE,
@ | eee sr reese atc
rates pi ee "
@
ACCEPTABLE DESIGN FOR UNEQUAL WALL THICKNESS (See Section 8.1.1)
FIGURE 3
@
co
Face Bend Specimen
"Tes Specimen
pe Wal Thickness () thew thn
UpwOsTeR ha t
Over 0.378 037510
‘TRANSVERSE FACE AND ROOT-BEND TEST SPECIMENS
FIGURE 4
0
Mss STANDARD PRACTICE sp-1s
“Area oe
Guided-Bend Test Jig Dimensions
o zs a =
Glare of See
mae Yauvas
va yas a2, wo
Radius of male manor Re 3 sar 7 daar
areosm | avzrsoosin | srsosn, | sxar+accin
o 7 7 ow
‘Wid oforove nfomaie mamtar,2] stos2n | orsoszin | sorsosen | ttsoszin
Te apecien wal EEN
(GUIDED-BEND TEST JIG
FIGURE 5
n
Mss STANDARD PRACTICE
TABLE 1 Maximum Limit of Chemica Elements
onan)
carton ©) 30
Sangre te te
Paeeuors ass
Scpter() 03s
Copper Cu) (NOTE) se
Sisal en ore) os
Shien (3) os
Chromism (C0) (NOTE) tas
[Molybdenum (Mo) (NOTE 1) 02st
enum () aus
Countian (2) aie
‘Tet os
Gel Nom Ales ay ams yy ae
Seem ear tty trace hee
So ees cen typ
@ Srp teaime arn Sere ans
Sn Sa
‘Nat i Tae of eae ica roi ad won xed 1
TABLE 2 Tensile Requirements
“ene Seca Maps | Minimum
cuss | vies orgton
symbot_| “Mint Al Thickness inti
weva | «2000 wooo %
woes | 46000 Sow 3
wees | $2000 son 3
wovss | Se000 Stowe Fr
wos. | 0000 isa00 2
weeres | 63000 row »
wore | foo00 emo ts
Lunes | tomo som tL
2
SP.75
SP15
STANDARD PRACTICE,
Mss
smut, ¢ STEW.
Mss STANDARD PRACTICE
4 a
TABLE 4 Dimensions of Long-Radius Elbows
Dimensions in Inches
Cama
ves] momar | ape
wane | ae
e ae
‘ eas
|e] es
8 we | ue
2 ae | BS | Be
3 ae | 3B | BB
% we | ae | we
3 | ge | ue
2 te | ge | ie
2 ae | RS | Be
: 8 |B
‘ xo |
F az | ap
2 se | ae
ee | 8
é we | ge
| 88
P on |
2 ge | Ra
Q se | ae
3 ae | fe
3 | Be
@ & ag Ba
\
‘STANDARD PRACTICE
TABLE 5 Dimensions of 3R Elbows
Dimensions in Inches
Centero-End
op.
NPS cy oo oo 4 30
Bevet_| Elbows | Elbows | Elbows | Eitows
16 | 1600 | 400 | 269 | i988 | 23
1s | 1800 | soo | 311g | 2238 | 1444
2 | 2000 | oo | 3462 | 2488 | 1606
2 =| 2200} e600 | 3812 | 2731 | 1769
24 | 2400 | 7200 | ane | 2981 | i931
26 | 2600 | 7200 | 4500 | 3231 | 2088
28 | 200 | eso | eso | 3475 | 2250
30 | 3000 | sooo | s200 | 3725 | 2406
32 | 320 | 9600 | ssas | 397s | 2szs
34 | 3400 | 1a200 | sess | 22s | 2738
36 | 3600 | 10800 | 624s | aes | 2808
38 | 3800 | uso | osse | 472s | 3056
40 | 4000 | 12000 | 6925 | a97s | 3219
42 | 4200 | 12600 | 7275 | soi | 3375
44 | 4400 | 13200 | 7625 | sas | 3538
4 | 4600 | 13800 | 796 | sro | 3700
43 | 800 | 14400 | s319 | 590 | deez
so | sooo | 1so00 | ss | ori | 409
52 | s200 | 15600 | 9006 | 62 | aia
54 | S400 | tez00 | 9350 | ori2 | 4344
56 | 3600 | 16800 | 9700 | 956 | 4500
se | sa00 | 17400 | tones | 7205 | a6ez
6 | 6000 | 12000 | oss | 7ass | 482s
Mss STANDARD PRACTICE
TABLE 6 Dimensions of Straight Tees
Dimensions in aches
rn
ws | Site
‘At Bevel Rac | Outlet-M\"?
| 6 | no | 200
@ mf te | 8%
a | sm | tao
x | km | i
«| se | xo | ve
B | Be) a8 | 28
& | itm | 20 ) Be
= | Be | 3%] gs
x | de | ds | Se
se | dem | dee | 2
x | am | amo | num
& | ke | BS | 3%
2 | Sm | xa | i
a | fim | Be | ies
@ | Me | a8 | is
S| dm | de | Bos
| sam | acs | us
a | Be | ke | ie
ff | ie | dm | dae
| Sm) 3 | sea
5 | ke | te | ie
Jeo 60.00 44.00 41508
@ Nore:
Ce tome hmm tnt
sesame
6
f
Mss. STANDARD PRACTICE, sp-75
bebe
TABLE 7 Dimensions of Reducing Outlet Tees
nam | 1980
330
x0 | 200 | os
‘oo | 30 | 1200
BEREEEEE BEEEESS
eatus | deo | tem | 1700 save | amo | 30 | 230
eaeue | 2400 | tem | 200 iam | ae | 230 | m0
2eaear | 2490 | 1295 | 109 200 | zm | 0 | 2150
NS dineson Mi ecommanded st at yore
rancor (coma ng matte) tet ina Me eommended ent
‘Sar ona fig mace)
"
MSS STANDARD PRACTICE 795
e TABLET Dimenin f Reducing One Tet ents
Se [ewe i
arta | ar nae [SE
wong |e [us| ae ez aeave | 2 [ze | 22 [3
eons] u2 | 33] aa | be wsaa| a | am | 2m |
sony) ge [gl a | ae Pe PAS
ellie] #2 /38| 22 | ne HHS | 8 | 88] 38 | 38
mn 3/2 Sites | 28/38] 3s | 22
@ |e 2/8 Sebes | 22 |e) a | 88
aa ae | Be iesig | 8 (22) 23 | 38
ine | Sige | BB |B) 28 | 38
IS | auth | 28 |BR/ BR / 3
ioe aes SEs) 2 |B] 88 | he
Be | args) 8 || 38 | 3s
a 22/58 aigee| #3 | 38/38) Be
Ene |
“Sessomecemmnet
scbpeattagematts
rc
STANDARD PRACTICE
TABLE 7 Dimensions of Reducing Ouilet Tees (continued)
Diners in shes
‘Outside Diameter Centert-End
NPs ‘AtBeve ry
= _— Run | Outlets
s0x50248 000 48.0 3625 3450
50x502.2 000 20 x00
50450236 5000 3600 3230
50%50230, sn00 3000 3130
Soasamt sao 2400 3000
50250820, 5000 2000 3000
soxsxso s200 5000 3875
Stxstadt 5200 4800 3595
SxS 5200 2.00 3450
52452436 5200 36.00 3400
sx52230 S200 30.00 sa7s
sxsze24 5200 2400 312s
sinstase S400 5200 sas
Six Stxa8 $400 48.00 313s
Sixstee. Si00 200 3s
erred St00 3600 3500
Sx56430, Si.00 30.00 300
Sn5ta24 54.00 2400 3138
s6x56x54 $600 si00 4.30 3850
56x56 x48 5600 R00 430 3100
S6x56 482 5600 200 4130 3650
56456436, 5600 3600 3150 3550
36356430, 5600 3000 4130 3375
56356424 5600 2400 430 3375
s9x58x56 5800 5600 300 40.00
5800 5600 300 ‘0.00
5800 #800 ‘00 3850
Seas 5800 200 300 350
pereer se00 3600 B00 meso
58250430 5800 3000 300 3500
60x 60x58, 60.00 sR00 4400 a130
ex 60054 60.00 58.00 #400 050
eox60x48 60.00 4800 4400 50.00
x60x42 5000 3200 4800 38.00
60x 60236, 6000 3600 $400 3800
6060230, 500 3000 $400 3600
‘NOTE:
ate dimension Mi recermended but not mandatory (consult ng manutetute
STANDARD PRACTICE,
Le
TABLE 8 Dimensions of Caps"
Dimensions in inches
we a Ene ton
Diameter E B®
AtBevel
7 10 708 To8
a sa00 200 as
“ 420 1330 00
“ 4600 0 150
Mss _stanparppracrice 5-15
TABLE Dimension of Reduers
fa -Sae e
wee
Mss STANDARD PRACTICE
@ TABLE 9 Dimension of Reducers coated
eer
“ [ete
ae | ae lao | ae
Sf | 88 | SB Re
sie | am | im
an | 36 | ke Bm
Sx | Sm | xe Re
sim | sm | he Re
20 | 20
Em | ke
s2xa2 | 5200 | 4200
32x36 | 5200 | 3600
52x30 | s200 | 3000
saxo | sa00 | 2400
stxsa | s400 | 3200
saxas | 400 | 4800
Sixea_ | S400 | 4200
six3s | S400 | 3600
@ six30_ | 3400 | 3000
s4xze | 5400 | 2400
s6xse_ | s600 | 5400
S6xat_ | 3600 | 4800
36x42 | 3600 | 42.00
36x36 | 3600 | 3600
36x30 | 3600 | 3000
s6x24 | 600 | 2400
ssxss_| seo | s600 28.00
ssxs¢_ | 5800 | $400 28.00
ssx4s_ | 5800 | 4300 28.00
sexo | sa00 | 2200 2800
58x36 | 5800 | 3600 2800
38x30 | 800 | 3000 2800
eoxss | sooo | 5800 2800
@xs4 | 6000 | S400 280
xa | 6000 | 4800 230
soxa2 | 6000 | 4200 28.00
eoxse | e000 | 3500 28.00
x30 | 6000 | 3000 28.00
2
Mss. STANDARD PRACTICE sp-7s
ANNEX A @
Referenced Standards and Applicable Dates
‘This Annes is an integral pat of this Standard Practice and is placed after the main text for convenience.
Standard Name or Description:
AN: /ANSI
169-2003, Fctory-Made Wrought Stel Buttwelding Fittings
B3I Code for Pressure Piping
Boiler and Pressure Vessel Code
Section V~ 2007 Ed. Nondestructive Examination
Section VII Div.1-2007 Ed. Rules for Construction of Pressure Vessels
Section IX 2007 Ed, ‘Welding and Brazing Qualifications
asIM. ‘Specification for:
‘4 SA S3MO7 Pipe, Stee, Black and Hot-Dipped, Zinc-Coated Welded and Seamless
‘A 10S/A 105M-05 Carbon Steel Forgings for Piping Applications
4 106-060, Searles Carbon Ste! Pipe for High-Temperature Service
‘A ZH/A234M-07 Piping Ftings of Wrought Carbon Stee! and Alloy Stee for Moderate and
High-Temperature Service
A37007 Standard Test Methods and Definitions for Mechanical Testing of Stel Products
‘A 381-96 (2005) ‘otal-Are-Welded Stel Pipe for Use With High Pressure Transmission Systens @
‘A 420A 420M-07 Piping Fitings of Wrought Carbon Stee! and Alloy Steel for Low-Temperature
Service
‘A 694/A.694M.03 Carbon and Alloy Steel Forgings for Pipe Flanges, Fittings, Valves, and Parts for
High-Pressure Transmission Service
ag
SL. Forty-Fourth E4, 2007 Specification for Line Pipe
1104-Tweatieth Bd, 2005 Welding of Pipelines and Related Facilities
Mss
SP-44-2006 Steel Pipeline Flanges
Publications ofthe following organizations appear on the above lis:
APL ‘American Petroleum Institute
12201 Street, N.W., Washington, D.C. 20005
ASME ASME International,
‘Thre Patk Avenue, New York, NY 10016-5990
ASTM, ‘ASTM International
100 Bar Harbor De, West Conshohocken, PA. 19428.2059 @
Mss “Manufachuers Standardization Society of the Valve and Fittings Industry, Ine.
127 Park Street, NE, Vienna, VA 22180-4602
2B
Mss STANDARD PRACTICE.
@ APPENDIX x1.
‘This Appendix ic cupplementary and does not include mandatory requirements,
1.0 SUPPLEMENTARY REQUIREMENTS:
The supplementary requirements SR-1 through SR-I6 are not applicable to product funished to this Standard
Pracioe, except when specified on the purchase order or otherwise agreed upon. The expense of cost of
supplementary requirements shall be forthe purchaser's account unless specified on the purchase order or otherwise
agreed upon. When specified or agreed upon, supplementary requirements shall have the same force as
requirements ofthe fist seventeen sections ofthis Stndard Practice. To be applicable, supplementary requirement
etal different from those ofthe SRs ofthis section must be agreed upon by both the purchaser and manufacture.
®) SR-l Longitudim-Bead Underbead Cracking Test in sccordance with Appendix X2. Tests shall be
performed on each heat of material
) SR:2 Transverse Ouided-Weld Bend-Tests shall be performed in accordance wit Section 10 on each heat
lot of fitings produced,
©) SRe}_ Transverse-Weld Tension Test(s) shall be performed on each heat lot of ftings in accordance with
Section 8.6. Section 8.6 requires one test. This supplement would allow purchaser to specify
@ sdaional tess,
4) $Red iting base material and welds shall have & maximum hardness of 22 HRC (237 HB). Weld metal
shall have anickel content of les than 1.00%. One base metal and one weldhardness reading shall be
‘made on each heat lot of fitings. Additional hardness readings shall be performed when specified on
the purchase order.
©) SRS Actul yielé strength shall not exceed the specified minimum yield strength by more than 20,000
pai
1) SRE Notchoughness requirements other than those specified shall be agreed upon between the
purchaser and the manufacturer,
@
Mss STANDARD PRACTICE SP.75
APPENDIX X1 (Continued) @
f) SRT Noteh-toughness tests shall be performed on each heat lot of fittings in accordance with the
requirements of Sections 11.1 and 11.3,
by) SRE Each fiting shall be ulvasoncally examined. Personnel and procedures shall be qualified in
accordance with ASME Section V, Article 5. Aceepance standards shall be as agreed upon between the
‘purchaser and the manufacturer.
|) SR2 Fitinge furnished in accordance with this Supplementry Requirement shall have purchase order
‘entification marked with lowstress die stamps or interrupted-dot stamps.
1) SRL More retistive chemical requirements andor a lower Carbon Equivalent shall be as agreed to by
purchaser and manufacturer.
‘Base metal repair welding may be performed subject to purchaser approval.
Repair Welding.
1) SRAz Bar Stock Fittings — Bar Stock Fittings shall not be permined.
1m) SR13. A deposited weld-meta chemical analysis shall be performed for each clasifiation of iller metal or ench
Submerged-re elecrodeux classification identified in the welding procedures). Chemical analysis
‘shall be furnished upon request. @
1) SR1d But-welding ends of fitings shall be subjected to liquid-pentrant or magnetic-partile examination. The
purchacr shal specify acceptance limite. Nondesructive-examination personnel and procedures shall be
‘qualified in accordance with ASME Section V.
Jo) SR-I5 Ultmsonic examination of but weld in lieu ofthe radiographic examination specified in Section 15.1
‘Urasonle examination shal be in accordance with Anticle 4 of ASME Section V. Longitudinal weld
seams shall meet the acceptance standard of Appendix 12 of ASME Section VIL, Division I. Gith welds
‘Hall meet the acepiance standards of Seaion 9 of API 1104.
p) SR-16-Simulted Pos-Weld Heat Treatment (PWHT) of mechanical test coupons. Details ofthe PWHT thermal
cycle shall be fuished by the purchaser and the extent of mechanical testing required shal be as agreed
‘upon between the purchaser and manufacturer
3
Mss STANDARD PRACTICE srs
@ APPENDIX x2
‘This Appendix is supplementary and does not include mandatory requirements unless invoked by SR-I of
‘Appendix Xi
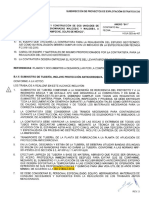
INAL—BEAD LAD CRA‘ TEST
Specimen Size — 7 in. wide, 3 in. long, in direction of rolling, full hickness (1) of material, Grit blast to obtsin
uniform surface.
Weld Bead — Deposit bead 1.5 in long on surface of specimen, (See Figure X2-1 below)
Electrode — Deposit with a 0.12 in diameter, E6010 electrode, ata curent of 100 amperes and 24 to 26 vols,
speed of 10 in. per minute (energy input of 15,000 joules per inch),
Pretempering — Preheat or precool to 100°F.
Post Treatment — Hold specimen after welding for 24 hours, at room temperature, approximately 100°F and
then normalize at 1650°F + 25°F for one hour. This serves to normalize the microsructure and sess relieves
simultaneously.
Exam Sao 08 eg eof weld ed nd pr ved sr hing 40 gt we
Etsy wet ha gece pi neces engin ence oni eb
ee fad gh An avg oS sng aes rs we of ese pe
teen cones welang es hs bs fed Oe Sa fone
@ sree irra ace
}+———_ 3.00 in. — Ie >
OSS SSS
LLL
200in,
@ Loni ed Unto racing Te Sime
ua
»
Listof MSS Standard Practices
(Price List Avallable Upon Request)
Stoo, ‘Sirpaagr ass tone acne ne moe snare of entre
daar Groh oe
Sete | SSdatneudte ne Ena oe rong ds Cn 1s 08)
Sata hae wi Fira ow Penn, coon Rss
Egon Rouge encrrectns
Seitiar Sa Se Sec et Pe escent
SSE Gan sete erCwgtocane Soe Nl oranda Pe
eye ly See So Cat as, anes gece Pony: sepa ar Mis
Sas eaten tr i Coeargn rvs Hangs ond Fone and ous Peg Rsnpano- Vous Manos Erasers
Sere Coren rane vor Tabor
Ears me ng sor es
127 Park Street, NE, Vienns, VA 22180-4620 (703) 261-6613 +
También podría gustarte
- NMX-S-054-SCFI-2002 Respiradores PurificadoresDocumento16 páginasNMX-S-054-SCFI-2002 Respiradores PurificadoresISRAEL PORTILLO0% (1)
- Calculo y Diseo de Viga Metalica PDFDocumento7 páginasCalculo y Diseo de Viga Metalica PDFISRAEL PORTILLOAún no hay calificaciones
- Código Asme, Sección Ix, Parte QW en Español.2013Documento233 páginasCódigo Asme, Sección Ix, Parte QW en Español.2013Edgar Becerra Alvarado100% (2)
- Norma ASME SoldaduraDocumento275 páginasNorma ASME SoldaduraWilliam F. León97% (30)
- Estandar de Soportes de Piping PDFDocumento99 páginasEstandar de Soportes de Piping PDFalexAún no hay calificaciones
- Ficha 5 Simbologia de Soldadura PDFDocumento3 páginasFicha 5 Simbologia de Soldadura PDFISRAEL PORTILLOAún no hay calificaciones
- Hoja de Calculo Bomba UltimoDocumento6 páginasHoja de Calculo Bomba Ultimoavallenilla5543Aún no hay calificaciones
- ASME B31.8 Esp Oficial 2016.8 Esp Oficial 2016.8 Esp Oficial 2016 PDFDocumento228 páginasASME B31.8 Esp Oficial 2016.8 Esp Oficial 2016.8 Esp Oficial 2016 PDFPatricia R. Carreño94% (34)
- Anexo B3 Final 3dic18 Integración de Libro de Proyecto para Entrega de ObraDocumento44 páginasAnexo B3 Final 3dic18 Integración de Libro de Proyecto para Entrega de ObraISRAEL PORTILLOAún no hay calificaciones
- LOC-Guía de Instalación de Ductos Marinos PDFDocumento130 páginasLOC-Guía de Instalación de Ductos Marinos PDFISRAEL PORTILLOAún no hay calificaciones
- Anexo B-1 Rev 2 - 323Documento3 páginasAnexo B-1 Rev 2 - 323ISRAEL PORTILLOAún no hay calificaciones
- CNC PEMEX-EST-TD-142-2017 Rev 0 PDFDocumento38 páginasCNC PEMEX-EST-TD-142-2017 Rev 0 PDFISRAEL PORTILLOAún no hay calificaciones
- P.2.0721.04 2009Documento16 páginasP.2.0721.04 2009ISRAEL PORTILLOAún no hay calificaciones
- p.1.0000.06 Estructuracion de Planos y Documentos Tecnicos de Ingenieria Segunda-EdicionDocumento37 páginasp.1.0000.06 Estructuracion de Planos y Documentos Tecnicos de Ingenieria Segunda-EdicionÁngel Dguez83% (6)
- P.2.0131.06-2015 Clasificado PDFDocumento60 páginasP.2.0131.06-2015 Clasificado PDFISRAEL PORTILLO100% (2)
- Valvula de Control Tipo 119Documento4 páginasValvula de Control Tipo 119ISRAEL PORTILLOAún no hay calificaciones
- P.2.0203.01-2015 ClasificadoDocumento84 páginasP.2.0203.01-2015 ClasificadoISRAEL PORTILLOAún no hay calificaciones
- P 2 0451 01 PDFDocumento21 páginasP 2 0451 01 PDFJorge LopezAún no hay calificaciones
- Simbologia ProcesoDocumento34 páginasSimbologia ProcesoJAAPEREZ100% (14)
- 04 Iii.1 R11P Sspa-Pic-01 2019-2020 Otm Noviembre 2019 01112019 PDFDocumento1 página04 Iii.1 R11P Sspa-Pic-01 2019-2020 Otm Noviembre 2019 01112019 PDFISRAEL PORTILLOAún no hay calificaciones
- XXXDocumento1 páginaXXXISRAEL PORTILLOAún no hay calificaciones
- XXXDocumento2 páginasXXXISRAEL PORTILLOAún no hay calificaciones
- Elm 11 Me DWG 003 CDocumento1 páginaElm 11 Me DWG 003 CISRAEL PORTILLOAún no hay calificaciones
- XXXDocumento7 páginasXXXISRAEL PORTILLOAún no hay calificaciones
- NNDocumento7 páginasNNISRAEL PORTILLOAún no hay calificaciones
- Elm 10 Me DWG 003 - CDocumento1 páginaElm 10 Me DWG 003 - CISRAEL PORTILLOAún no hay calificaciones
- XXXDocumento7 páginasXXXISRAEL PORTILLOAún no hay calificaciones
- Elm 13 Me DWG 003 CDocumento1 páginaElm 13 Me DWG 003 CISRAEL PORTILLOAún no hay calificaciones
- Elm 12 Me DWG 003 - CDocumento1 páginaElm 12 Me DWG 003 - CISRAEL PORTILLOAún no hay calificaciones