También podría gustarte
- Procedimiento Soldadura Tuberia A53 SCH 40Documento13 páginasProcedimiento Soldadura Tuberia A53 SCH 40alex100% (2)
- WPS Smaw-3g.. Aws D1.1 2020Documento2 páginasWPS Smaw-3g.. Aws D1.1 2020Cesar Jimenez100% (2)
- Pr-Cons-17 Apriete de TornilleriaDocumento10 páginasPr-Cons-17 Apriete de TornilleriajoseAún no hay calificaciones
- Verd Sobre EnderezadoDocumento20 páginasVerd Sobre Enderezadobarbadoblanco100% (5)
- Calificación Paso A Paso Del Soldador D1.1 SMAW 3GDocumento16 páginasCalificación Paso A Paso Del Soldador D1.1 SMAW 3GAvelino Santiago86% (36)
- Calificacon Paso A Paso PlanchaDocumento16 páginasCalificacon Paso A Paso PlanchaJonathan OlavarriaAún no hay calificaciones
- Manual Soldadura - FCAW-SS - PRÁCTICAS PDFDocumento86 páginasManual Soldadura - FCAW-SS - PRÁCTICAS PDFleonjacoborafaelAún no hay calificaciones
- Ficha Tecnica TK60 HRC Rev11691939Documento3 páginasFicha Tecnica TK60 HRC Rev11691939RodrigoAún no hay calificaciones
- Tubrod WSDocumento1 páginaTubrod WScamelod555Aún no hay calificaciones
- Lincoln Electric - Proceso FCAWDocumento40 páginasLincoln Electric - Proceso FCAWfito_sAún no hay calificaciones
- FS Granalla Angular G25Documento4 páginasFS Granalla Angular G25williamAún no hay calificaciones
- 19 Plan de Puntos de Inspeccion - Antes de SoldarDocumento2 páginas19 Plan de Puntos de Inspeccion - Antes de SoldarKnaut123Aún no hay calificaciones
- Co-Ht - Sika Epóxi Rico en CincDocumento3 páginasCo-Ht - Sika Epóxi Rico en CincTulio Roberto Guarin RAún no hay calificaciones
- Dimetcote 9FTDocumento2 páginasDimetcote 9FTleandreu82649Aún no hay calificaciones
- EXATUB E81T1-Ni1Documento1 páginaEXATUB E81T1-Ni1ricardodelatorreAún no hay calificaciones
- Formato WPSDocumento4 páginasFormato WPSÁlejandro FlorezAún no hay calificaciones
- Arco SumergidoDocumento42 páginasArco Sumergidomessigol10Aún no hay calificaciones
- Como Soldar Planchas HardoxDocumento4 páginasComo Soldar Planchas HardoxRuben Dario Mamani ArellanoAún no hay calificaciones
- Procedimiento Reparaciones Del Material BaseDocumento6 páginasProcedimiento Reparaciones Del Material BaseKnaut123Aún no hay calificaciones
- Asme Viii Rollino 10 1c Parte CDocumento67 páginasAsme Viii Rollino 10 1c Parte CMaria Victoria Morales GalindezAún no hay calificaciones
- DIAPOSTIVAS de Recuperación Por Soldadura. (Paccaya Zinanyuca Nestor)Documento20 páginasDIAPOSTIVAS de Recuperación Por Soldadura. (Paccaya Zinanyuca Nestor)nestor paccayaAún no hay calificaciones
- PQR OmpletoDocumento2 páginasPQR OmpletoGustavo Wilfredo Perez HuaringaAún no hay calificaciones
- Inspeccion Visual de SoldaduraDocumento28 páginasInspeccion Visual de SoldaduradiegoAún no hay calificaciones
- Planchas Bimetalicas PRDDocumento18 páginasPlanchas Bimetalicas PRDCharqAún no hay calificaciones
- ProXon 21021Documento1 páginaProXon 21021Yeison Piedrahita PérezAún no hay calificaciones
- Lista de SoldadoresDocumento1 páginaLista de SoldadoresFernando Alex Romero GomezAún no hay calificaciones
- Items Fundición Astm A27 y A128Documento8 páginasItems Fundición Astm A27 y A128Kenny Andrea Calderon OrozcoAún no hay calificaciones
- P m059 002 Procedimiento Soldadura de ClipsDocumento5 páginasP m059 002 Procedimiento Soldadura de Clipsjhon jairo arango100% (1)
- Norma Aws D1.3Documento34 páginasNorma Aws D1.3Alejandro Garcés100% (1)
- Examen Radiográfico y Ultrasónico - Asme Viii (Uw-11)Documento2 páginasExamen Radiográfico y Ultrasónico - Asme Viii (Uw-11)Nanu Iula100% (1)
- Tabla de TorqueDocumento1 páginaTabla de Torqueeder tancoAún no hay calificaciones
- Ima P 008 Inspeccion Por Liquidos PenetrantesDocumento11 páginasIma P 008 Inspeccion Por Liquidos PenetrantesOscar VillamilAún no hay calificaciones
- Inspector Capitulo 08 Procedimientos Soldadura y CalDocumento73 páginasInspector Capitulo 08 Procedimientos Soldadura y CalgabrielAún no hay calificaciones
- Manual de Ac Inox para Sold AdoresDocumento80 páginasManual de Ac Inox para Sold Adorescoloccio100% (1)
- Soldadura Cisold PDFDocumento2 páginasSoldadura Cisold PDFJose Gregorio FerrerAún no hay calificaciones
- Ciclo Térmico de La SoldaduraDocumento8 páginasCiclo Térmico de La SoldaduracxrloshAún no hay calificaciones
- Wps Recuperacion de Eje de TransmisionDocumento8 páginasWps Recuperacion de Eje de TransmisionYumiToledoAún no hay calificaciones
- IF. SUFICIENCIA (25-01-15) para ClaseDocumento83 páginasIF. SUFICIENCIA (25-01-15) para ClaseJuan Carlos Donayre SalasAún no hay calificaciones
- E70t 4Documento1 páginaE70t 4Albe Cibia100% (1)
- Tabla de Torque PDFDocumento1 páginaTabla de Torque PDFYvan Nuñez EscobedoAún no hay calificaciones
- Tenacito 110plusDocumento1 páginaTenacito 110plusYonathan Ricardo Leo KxAún no hay calificaciones
- Electrodo Lincoln e 308 LDocumento2 páginasElectrodo Lincoln e 308 LEdwin HuescaAún no hay calificaciones
- GTAW - Diferencia ER70S-6 (ER49S-6) y ER70S-3 (ER49S-3)Documento5 páginasGTAW - Diferencia ER70S-6 (ER49S-6) y ER70S-3 (ER49S-3)VICENTE CABALLEROAún no hay calificaciones
- 78 - Gestión de Soldadura - Introducción (Pag1-8)Documento8 páginas78 - Gestión de Soldadura - Introducción (Pag1-8)Luis MerkiAún no hay calificaciones
- Especificación de Materiales de Acuerdo A Su Composición y Empleo PDFDocumento1 páginaEspecificación de Materiales de Acuerdo A Su Composición y Empleo PDFFa Ch100% (1)
- Duro Felguera S.A.: Prueba de Diesel Caliente Proyecto: Fabricación de Tanque de Agua DesmineralizadaDocumento6 páginasDuro Felguera S.A.: Prueba de Diesel Caliente Proyecto: Fabricación de Tanque de Agua DesmineralizadaKike SilvaAún no hay calificaciones
- Procedimiento de Soldadura WPS #114-M y PQR #114Documento24 páginasProcedimiento de Soldadura WPS #114-M y PQR #114Dante Danilo Peñafiel ArenasAún no hay calificaciones
- Charla Ing. Abelardo Acosta - Soldabilidad de Aceros DisimilesDocumento19 páginasCharla Ing. Abelardo Acosta - Soldabilidad de Aceros DisimilesYsabel Hancco SolísAún no hay calificaciones
- Overlay - 60 - Electrodo de RevestimientoDocumento1 páginaOverlay - 60 - Electrodo de RevestimientoVictor Hugo Huanca BartoloméAún no hay calificaciones
- Grados Corrosion Acero PDFDocumento3 páginasGrados Corrosion Acero PDFRoberto UndurragaAún no hay calificaciones
- HT-036 Ferrocord U Ed. 07Documento1 páginaHT-036 Ferrocord U Ed. 07Jose Luis Barrientos RiosAún no hay calificaciones
- Decapado y PasivadoDocumento2 páginasDecapado y PasivadoFJESPADA100% (1)
- Acero HSLADocumento5 páginasAcero HSLARene Aros MartinezAún no hay calificaciones
- Simbologia Aws. Ansi PDFDocumento45 páginasSimbologia Aws. Ansi PDFWilliam Chipana100% (1)
- Granallado Normas Preparacion de SuperficieDocumento6 páginasGranallado Normas Preparacion de SuperficieJoce LuisAún no hay calificaciones
- Calificacion Paso A Paso Del Soldador CoDocumento22 páginasCalificacion Paso A Paso Del Soldador Colinder briones paredesAún no hay calificaciones
- Calificacion Paso A Paso Del Soldador CoDocumento16 páginasCalificacion Paso A Paso Del Soldador CoOsly Alvarez cruz100% (1)
- Calificación Paso A Paso Del Soldador D1.1 - 2020 SMAW 3GDocumento17 páginasCalificación Paso A Paso Del Soldador D1.1 - 2020 SMAW 3GSneider PalaciosAún no hay calificaciones
- Guía de Soldadura 2015 PDFDocumento16 páginasGuía de Soldadura 2015 PDFAlex MadueñoAún no hay calificaciones
- Calificación de Procedimientos de SoldaduraDocumento28 páginasCalificación de Procedimientos de SoldaduraJosue CarpioAún no hay calificaciones
- Reg - 008 - Recepcion de Materiales en CampoDocumento1 páginaReg - 008 - Recepcion de Materiales en CampoPeter PittmanAún no hay calificaciones
- O e R U S e R S C: Nexa Resources Cajamarquilla S.A Título: Hoja 1/6 Nº. Contratada: RevDocumento1 páginaO e R U S e R S C: Nexa Resources Cajamarquilla S.A Título: Hoja 1/6 Nº. Contratada: RevPeter PittmanAún no hay calificaciones
- Reg - 011 - Registro de Curado Del RevestimientoDocumento1 páginaReg - 011 - Registro de Curado Del RevestimientoPeter PittmanAún no hay calificaciones
- PT-1790118302-0240QAC4206 TermofusionDocumento7 páginasPT-1790118302-0240QAC4206 TermofusionPeter PittmanAún no hay calificaciones
- Reg - 012 - Registro de Control de DurezaDocumento1 páginaReg - 012 - Registro de Control de DurezaPeter PittmanAún no hay calificaciones
- Bridas Iso 7005Documento1 páginaBridas Iso 7005Peter PittmanAún no hay calificaciones
- EcotekDocumento2 páginasEcotekPeter Pittman100% (2)
- Valvula Compuerta LuflexDocumento1 páginaValvula Compuerta Luflex123KEMDAún no hay calificaciones
- Bridas Iso 7005Documento1 páginaBridas Iso 7005Peter PittmanAún no hay calificaciones
- Seccion G Ejercicios Resueltos de Corte PDFDocumento18 páginasSeccion G Ejercicios Resueltos de Corte PDFPeter PittmanAún no hay calificaciones
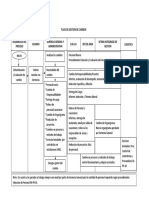
- Flujo Gestion de CambiosDocumento2 páginasFlujo Gestion de CambiosPeter PittmanAún no hay calificaciones
- Flujo Gestion de Cambios PDFDocumento1 páginaFlujo Gestion de Cambios PDFPeter PittmanAún no hay calificaciones
- Api 1104 - 2013 PDFDocumento64 páginasApi 1104 - 2013 PDFPeter Pittman0% (1)