Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Ta Manuf
Cargado por
walterTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Ta Manuf
Cargado por
walterCopyright:
Formatos disponibles
INTRODUCCIÓN
El presente documento presenta de forma simplificada un conjunto de temáticas,
de un vasto universo que comprenden los procesos de manufacturas, donde
converge la gestión de empresas con los procedimientos industriales de
fabricación.
Tiene como propósito general, brindar a los estudiantes, los fundamentos de los
procesos de manufactura, generando en ellos la capacidad para seleccionar y
aplicar procesos de este tipo con el fin de obtener productos de calidad.
El acercamiento de las diversas expresiones de la educación a distancia ha
llevado la necesidad de explorar en los saberes preliminares con que dispone el
estudiante antes de abordar la temática propia del curso. De esta forma, el
módulo propone primero una introducción metodológica, donde se hace una
recordación de aquellos elementos con que debería contar el estudiante de
antemano; en este aparte, se requerirá de un esfuerzo de análisis y de síntesis, a
fin de construir una definición de lo que son propiamente los procesos de
manufactura, así como dejar planteado a priori una visión de clasificación de los
mismos.
Es a través de estos componentes prácticos donde el curso es finalmente
apropiado y el conocimiento transferido; relacionando los factores fundamentales
que intervienen en los procesos de manufactura como materiales, mano de obra,
máquinas-herramientas y costos, en el terreno de la proyección de industrias.
ÍNDICE
CAPÍTULO 1: PROCESOS DE MANUFACTURA
DEFINICIÓN DE PROCESOS 4
ESTRUCTURA DE UN PROCESO 4
DEFINICIÓN MANUFACTURA 6
CLASIFICACIÓN DE LOS PROCESOS DE MANUFACTURA 6
CAPITULO 2: PROCESOS BASICOS DE MANUFACTURA
CRITERIOS DE LA PRODUCCIÓN ECONÓMICA 7
SELECCIÓN DE PROCESOS 9
PROCESOS QUE CAMBIAN LA FORMA DE UN MATERIAL 12
CAPÍTULO 4: MATERIALES DE FABRICACIÓN
CLASIFICACIÓN DE LOS MATERIALES 24
NATURALEZA DE LOS MATERIALES DE FABRICACIÓN 25
CAPITULO 5: PROCESOS DE FABRICACION
SIN ARRANQUE DE VIRUTA 27
CON ARRANQUE DE VIRUTA. 29
CONCLUSIONES Y RECOMENDACIONES 32
BIBLIOGRAFÍA 34
PROCESOS DE MANUFACTURA Página 2
CAPÍTULO 1: PROCESOS DE MANUFACTURA
a) DEFINICIÓN DE PROCESOS
"Proceso es el conjunto de actividades relacionadas y ordenadas con las que se
consigue un objetivo determinado". En la ingeniería industrial el concepto de
proceso adquiere gran importancia, debido la práctica en esta carrera, que
requiere: PLANEAR, INTEGRAR, ORGANIZAR, DIRIGIR Y CONTROLAR. Estas
actividades permiten al Ingeniero Industrial lograr sus objetivos en el ejercicio de
su profesión.
El ingeniero industrial debe considerar a los procesos de producción como una
herramienta para:
El diseño y definición de planes, programas y proyectos
El diseño, integración, organización, dirección y control de sistemas
La optimización del trabajo
La evaluación de resultados Establecimiento de normas de calidad
El aumento y control de la eficiencia.
b) ESTRUCTURA DE UN PROCESO
Como se dijo anteriormente, los elementos fundamentales de un proceso son la
materia, la energía y la información.
El elemento materia, que en ingeniería industrial es el material, o materia prima o
insumo conforma el producto. Los productos se constituyen de materiales con
dimensión, peso, geometría y acabado. Cada material posee propiedades que
ayudan a que sea transformado de acuerdo con los requerimientos y
especificaciones del cliente y por lo tanto con la funcionalidad que prestará
durante su uso o servicio.
La energía, sea eléctrica, mecánica, hidráulica, química, térmica, entre otras,
considerada como el factor industrial utilizado en el funcionamiento de
herramientas, máquinas o equipos, ayuda a que el proceso se ejecute, a través
de su generación, transformación y movimiento de elementos. La energía total
gastada en un proceso se distribuye entre la invertida en la modificación física del
material y los gastos y pérdidas al interior de los equipos (eficiencia).
La información como último elemento fundamental, define los parámetros o
rangos en que las variables de proceso se deben comportar; aparecen en los
registros o formatos de su comportamiento; variables de proceso como presión,
temperatura, posiciones espaciales, niveles y velocidades y también las
condiciones o atributos del producto terminado
PROCESOS DE MANUFACTURA Página 3
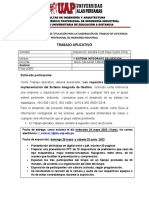
Representación gráfica de un proceso industrial
Este diagrama conforma el modelo básico de proceso, en donde los elementos de
entrada son transformados en una unidad de proceso para obtener otros
elementos de salida con las especificaciones requeridas.
PROCESOS DE MANUFACTURA Página 4
c) DEFINICIÓN MANUFACTURA
"Obra hecha a mano o con el auxilio de máquina. Los procesos de manufactura
son actividades y operaciones relacionadas, ordenadas y consecutivas, a través
del uso de máquinas-herramientas o equipos, con el fin de transformar materiales
para la obtención de un producto industrial.
Del mismo modo, así como existe diversidad de definiciones de proceso, existe
diversidad de tipos, clasificaciones o categorías de procesos de manufactura; a
continuación se presenta una propuesta general de clasificación.
El ingeniero industrial observa a la manufactura como un mecanismo para la
transformación de materiales en artículos útiles para la sociedad. También es
considerada como la estructuración y organización de acciones que permiten a un
sistema lograr una tarea determinada. Conjugando, definimos como: Conjunto de
4 actividades organizadas y programadas para la transformación de materiales,
objetos o servicios en artículos o servicios útiles para la sociedad.
CLASIFICACIÓN DE LOS PROCESOS DE MANUFACTURA
La siguiente tabla esquematiza la organización de los procesos en categorías.
Los fundamentos en los que se apoya esta propuesta de clasificación se dan, en
primera instancia, primera categoría de clasificación, en relación a la integridad
del material original, básicamente debida bien sea a la pérdida de masa, o bien
debida a su conformación en modo de deformación. Se presentan así, dos
PROCESOS DE MANUFACTURA Página 5
grandes grupos principales; uno por la conformación por desprendimiento de
material (viruta), y un segundo gran grupo, por la conformación de toda la masa,
forzada desde afuera con deformación mediante equipos.
En segundo término, en una segunda categoría, en cuanto a la naturaleza de las
fuerzas externas actuantes en el momento de la transformación del material base;
esto es, uno por maquinado; dos, de conformación mecánica de acción
deformante de tipo plástico (no reversible); tres, la conformación forzada de
polvos metálicos (Pulvimetalurgia); cuatro, la conformación propiamente dicha por
acción del calor sobre los estados fases de los materiales para acondicionarse a
nuevas formas; cinco, entran aquí los materiales sintéticos o conocidos como
plásticos, que también se adaptan a nuevas formas por acción del calor
transmitido por temperaturas superiores. Estos últimos serán tratados en este
módulo de manera independiente de los metales, que figuran como materiales
principales.
A cada uno de los anteriores criterios y tipos de clases, corresponden diversos
equipos, maquinarias y procedimientos. Detallar cada uno a qué corresponde.
En una clasificación paralela, los procesos Complementarios se definen por
criterios de utilidad relacionada con la dureza, calidad de superficies y
presentación final del objeto. En este campo se encuentran los procesos de
tratamientos térmicos, tratamientos o acabados de superficies, y los de armado o
ensambles de productos complejos.
Antes de entrar a describir las diversas operaciones de manufactura, se hará una
revisión de los aspectos de mayor interés relacionados con los materiales a ser
utilizados en estos procesos.
CAPITULO 2: PROCESOS BASICOS DE MANUFACTURA
d) CRITERIOS DE LA PRODUCCIÓN ECONÓMICA
La tabla 1 resume los criterios que deben cumplir los factores productivos: costos,
rentabilidad y calidad:
PROCESOS DE MANUFACTURA Página 6
Los costos de producción deben ser los más bajos posibles tal que, sin afectar la
calidad requerida, permitan competir en el mercado. Los precios de venta en los
mercados conquistados deben ser lo suficientemente favorables como para que
arrojen una rentabilidad tal que deje ganancias suponiendo que las inversiones de
operación se hacen con capital prestado en los bancos.
Criterios de la producción con fines de la efectividad
La tabla 2 resume los criterios que deben cumplir los factores productivos:
Proyecto, materiales procesos de manufactura, factor humano y proceso
administrativo:
Las definiciones de proyecto, materiales y procesos de manufactura en este
contexto son precisas; los criterios referentes al factor humano realzan la
necesidad de mantener motivado al personal, estableciendo el mejor de los
tratamientos, creando condiciones apropiadas a facilitar la vida de trabajo, ,
promoviendo socialmente a las personas apoyando su formación en el trabajo, a
la vez que se proporcionan todas las condiciones que garanticen la seguridad
industrial de empresa; y los criterios vinculados al proceso administrativo,
conforman un conjunto de manejo universal.
Para mostrar una estructura, relación y secuencia de las acciones que dan como
resultado unos productos o servicios de una organización se recurre a la
representación sintética de las actividades de producción o de organización por
medio de diagramas. Así, un diagrama de proceso es la representación gráfica de
las acciones necesarias para lograr la operación de un proceso.
PROCESOS DE MANUFACTURA Página 7
Esta es la oportunidad para, una vez claros los objetivos, aplicar de manera
efectiva la gestión en industria pertinente, que incluye el proceso administrativo.
Vemos en el gráfico, como los procesos administrativos básicos se conjugan en
sus fases con los procesos propios de taller – manufactura, apoyándose en el
conjunto de los servicio de la empresa.
Una vez claro el diagrama general del proceso en la empresa - industria, se inicia
formulando el plan de trabajo. Este puede plantearse de manera elemental
registrando cada actividad del proceso, asignando a cada una de ellas ya sea una
maquinaria, herramienta o equipo adecuado, en conjunto en correspondencia con
el plano de taller, para una óptima secuencia fluida de los trabajos. Con el plano
de taller se elabora el plan de trabajo.
Interesa conocer para un proceso definido, por ejemplo, además de la forma en
que opera una máquina herramienta, su capacidad de producción, debido a que
su objetivo es la programación y el rendimiento
PARA RECORDAR: Los procesos de manufactura entregan Productos más no
servicios.
e) SELECCIÓN DE PROCESOS
Los procesos para manufactura se determinan tomando en cuenta dos puntos de
vista, uno técnico funcional y el otro económico, en la mayoría de las veces habrá
una discordancia entre estos dos puntos de vista, pero se debe en lo posible
llegar a un punto de equilibrio para obtener un producto que satisfaga los
requerimientos funcionales y no sea demasiado caro.
Desde un punto de vista técnico funcional
PROCESOS DE MANUFACTURA Página 8
El ingeniero de diseño selecciona el material con base en los requerimientos
funcionales. Una vez seleccionado el material, la elección de los procesos
posibles se delimita considerablemente. El proceso seleccionado debe satisfacer
las dimensiones, tolerancias, acabado superficial ya establecidas. El proceso
debe ser capaz de cumplir con el volumen y la velocidad requerida de producción.
Es conveniente que el proceso use en forma eficiente los materiales y reduzca el
desperdicio. Deben elegirse proceso de manera que el producto se realice el una
mínima cantidad de pasos. Cuando sea posible el proceso debe ser lo
suficientemente flexible para absorber cambios en el diseño de ingeniaría. Deben
considerase la seguridad de los trabajadores en la selección de un proceso. Esto
tiene sentido en el aspecto económico y es una ley (acta de seguridad y salud
ocupacional)
Desde un punto de vista económico
Los ingenieros de diseño, al analizar los métodos alternos para fabricar una pieza
o un producto se enfrentan a costos variables en relación con materiales, mano
de obra directa e indirecta, herramientas especiales, herramientas y suministros
de corta duración, servicios generales y capital invertido. La interrelación de estas
variables puede ser considerable y, por tanto, hay que hacer una comparación
detallada de las opciones para evaluar a fondo su efecto en los costos unitarios
totales.
Materiales
El costo unitario de los materiales es un factor importante cuando los métodos
que se comparan incluyen el empleo de diferentes cantidades o diferentes formas
de diversos materiales. Por ejemplo, es probable que el costo de una pieza de
aluminio fundida en molde de presión sea mayor que una de hierro fundida en
molde de arena para la misma aplicación. En los procesos con polvo de metal se
utiliza una cantidad más pequeña de materiales de alto costo, que en los
procesos de colada o fundición y maquinado. Además, el rendimiento y las
perdidas por desperdicio pueden tener fuerte influencia en el costo de los
materiales.
Mano de obra directa
los costos de la mano de obra directa se determinan por tres factores: el proceso
de manufactura en si, el diseño de la pieza o el producto y la productividad de los
empleados que operan el proceso o ejecutan el trabajo. En general, cuanto más
complejo sea el diseño, más estrictas las tolerancias dimensiónales, mayores los
requisitos de acabado y cuanto menor sea el empleo de herramientas, mayor
será el contenido de mano de obra directa. El número de operaciones de
manufactura requeridas para terminar una pieza es, quizá, la determinante
individual más grande en el costo de la mano de obra directa. Cada operación
PROCESOS DE MANUFACTURA Página 9
incluye "tomar y colocar" y "retirar y poner a un lado" un material o una pieza y,
por lo general, se necesita inspección adicional por el operario. Asimismo,
conforme aumenta el número de operaciones, crecen los costos indirectos. Hay
más probabilidades de errores dimensiónales acumulativos debido a los cambios
en los puntos y superficies de colocación. Se requiere más preparación de
herramientas o aparatos, aumentan el desperdicio y el "retrabajado", se necesita
tomar tiempos, conteos y papeleo y la programación del taller se vuelve más
compleja. Entre los procesos con bajo contenido de mano de obra se cuentan el
troquelado y estiramiento de metales, fundiciones en moldes de presión, moldeo
por inyección, maquinado con maquinas automáticas de un solo husillo o de
husillos múltiples, taladrado con control numérico y por computadora y maquillado
especial, procesamiento y empaque, en los cuales el trabajo secundario puede
estar limitado a una o dos operaciones. Las maquinas semiautomáticas y
automáticas de estos tipos también dan la oportunidad de asignar un solo
operario a varias maquinas, además de que puede efectuar operaciones
secundarias durante el tiempo de funcionamiento de la maquina. Todo esto puede
reducir en forma importante el costo unitario de la mano de obra directa Por el
contrario los procesos como maquinados convencionales, colados en moldes de
precisión y ensamblaje mecánico que incluyan ajuste y calibración, tienen mayor
contenido de mano de obra directa.
Mano de obra indirecta,
es la mano de obra para preparación, inspección, manejo de materiales, afilado y
reparación de herramientas así como también el mantenimiento de maquinas y
equipo suele ser importante al evaluar el costo de métodos y diseños alternos
para producción. Las ventajas de la forja a alta presión se pueden contrarrestar en
forma parcial con la mano de obra indirecta adicional requerida para el
mantenimiento en buenas condiciones de los troqueles y prensas La preparación
es un aspecto importante con bajos volúmenes de producción. Por ejemplo,
puede ser más económico utilizar un método con menos tiempo de preparación
aunque, aumente el costo de mano de obra directa por unidad. Considérese una
pieza hecha con máquina para hacer tornillos con producción anual de 200
unidades. Con ese volumen, esa pieza se podría producir en forma más
económica con un torno de torreta (torno revolver) que en una máquina
automática para hacer tornillos. Lo que importa es el costo total de la unidad.
Herramientas especiales.
Las matrices, dispositivos, troqueles, moldes, modelos y calibradores especiales,
así como el equipo para prueba, pueden ser factores de considerable costo
cuando se empieza la manufactura de piezas o productos nuevos o se implantan
cambios mayores en los existentes. Cuando hay un gran volumen, se puede
justificar una fuerte inversión en herramientas con la reducción en los costos de
PROCESOS DE MANUFACTURA Página 10
mano de obra directa, porque el costo de las herramientas amortizadas en
muchas unidades de producto arroja un bajo costo de herramientas
por unidad. Para producción en bajo volumen, aunque las herramientas tengan un
costo moderado, pueden ocasionar un elevado costo unitario total por unidad.
Servicios generales.
El costo de la energía eléctrica, gas, vapor, refrigeración, calefacción, aguay aire
comprimido se deben calcular en forma específica al haber diferencias
considerables en cuanto al costo de cada elemento. Por ejemplo, el consumo de
energía eléctrica es un componente principal del costo de los hornos de arco
eléctrico para producir piezas fundidas de acero, se debería ver la opción de la
utilización tal vez de un horno a gas o con otro tipo de combustibles.
Capital invertido,
Cuando se está haciendo la selección de un proceso, se debe considerar
también, el costo del capital invertido en la maquina que va ha producir la pieza.
En los cálculos de costo unitario se debe asignar a cada unidad de producto
un porcentaje de la inversión de capital basado en la duración y producción,
esperados con el equipo.
f) PROCESOS QUE CAMBIAN LA FORMA DE UN MATERIAL
METALURGIA
FUNDICION
FORMADO POR FRIO O CALIENTE
METALURGIA DE POLVOS
MOLDEO DE PLASTICOS
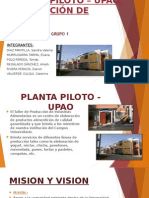
1. FUNDICIÓN
DEFINICION:
Se denomina fundición y también esmelter al proceso de fabricación de piezas,
comúnmente metálicas pero también de plástico, consistente en fundir un material
e introducirlo en una cavidad, llamada molde, donde se solidifica.
PROCESOS DE MANUFACTURA Página 11
CONCEPTO:
Fundición es la acción y efecto de fundir o fundirse (derretir y licuar los metales u
otros cuerpos sólidos, dar forma al metal fundido). El concepto también se utiliza
para nombrar al establecimiento en que se funden los metales.
PRINCIPIO:
Este procedimiento combina las características de la fundición y la forja, de forma
que no se hace necesario el uso de canales de alimentación ni de mazarotas. La
fundición prensada se basa en el principio de la solidificación prensada del metal
fundido usando un juego de utillajes y una prensa hidráulica.
IMAGEN:
EJEMPLO:
Proceso de
Fundición
Fundición
2. FORJA
DEFINICION:
La forja, al igual que la laminación y la extrusión, es un proceso de conformado
por deformación plástica que puede realizarse en caliente o en frío y en el que la
deformación del material se produce por la aplicación de fuerzas de compresión.
CONCEPTO:
Trabajo de un metal, especialmente del hierro, dándole una forma definida cuando
está caliente por medio de golpes o por presión.
PRINCIPIO:
Consiste en calentar el metal (normalmente aceros) hasta una temperatura
inferior a la de fusión (hasta cerca de 1000 °C) y posteriormente golpearlo con un
martillo o una prensa. A esta temperatura aumenta la plasticidad del metal por lo
que se le puede dar la forma deseada sin romper o quebrar el material.
PROCESOS DE MANUFACTURA Página 12
IMAGEN:
EJEMPLO:
Formado en
Forja
frio o caliente
3. EXTRUIDO
DEFINICION:
Acción de prensado, moldeado y conformado de una materia prima (metal o
plástico), que por flujo continuo, con presión o empuje, se lo hace pasar por un
molde encargado de darle la forma deseada.
CONCEPTO:
La extrusión se cataloga como el proceso por el cual es posible producir
productos acabados o semiacabados en régimen continuo. Para este proceso se
utilizan equipos que funden, homogeneízan y fuerzan al material (polímero) a
pasar a través de matrices de forma definida, asociados a equipos auxiliares
como corte, conformación, soldadura etc. Se pueden producir a través de este
método los siguientes productos: tubos, películas o bobina plástica, chapas,
filamentos, frascos, etc.
PRINCIPIO:
La extrusora en general consiste en uno o dos tornillos que rotan dentro de un
barril caliente. Un tornillo constituye el diseño típico para la mayoría de las
aplicaciones mientras que dos tornillos son usados para compuestos y materia
prima en polvo. El diseño del tornillo sigue los requisitos claves del proceso tales
como la tasa de rendimiento, la calidad de la fundición y las materias primas
usadas.
PROCESOS DE MANUFACTURA Página 13
EJEMPLO:
Moldeo de plásticos y
Extruido Formado en frio o
caliente
4. LAMINADO
DEFINICION:
Laminado es un conjunto de láminas apiladas unas sobre otras y que, su proceso
de fabricación, garantiza la continuidad de la matriz en la dirección ortogonal al
plano de las láminas. En otras palabras: cada lámina trabaja conjuntamente con
las otras.
CONCEPTO:
El laminado es un proceso de deformación volumétrica en el que se reduce el
espesor inicial del material trabajado, mediante las fuerzas de compresión que
ejercen dos rodillos sobre la pieza/material de trabajo. Los rodillos giran en
sentidos opuestos para que fluya el material entre ellos, ejerciendo fuerzas de
compresión y de cizallamiento, originadas por el rozamiento que se produce entre
los rodillos y el metal.
PRINCIPIO:
La laminación o laminado consiste en hacer pasar repetidamente la pieza que se
ha de trabajar entre 2 cilindros giratorios, con sus ejes paralelos entre sí,
produciendo, en cada pasada, una deformación proporcional a la plasticidad del
material. Los cilindros pueden ser lisos, para fabricar chapas, o bien poseer
PROCESOS DE MANUFACTURA Página 14
determinado perfil, para producir piezas con una forma definida (vigas, carriles,
etc.).
IMAGEN:
EJEMPLO:
Formado en
Laminado
frio o caliente
5. EMBUTIDO
DEFINICION:
El proceso de embutido se lleva a cabo presionando un trozo de metal entre un
punzón y una matriz, así como al indentar un blanco y dar al producto una medida
rígida.
PRINCIPIO:
El proceso se desarrolla a partir de un disco de material previamente
seleccionado, el cual es empujado dentro de una matriz hueca por un punzón
IMAGEN:
PROCESOS DE MANUFACTURA Página 15
EJEMPLO:
Formado en
Embutición
frio o caliente
6. TRITURADO
DEFINICION:
La trituración convierte la producción de residuos de post- consumo en un
material a granel (material molido, partículas) lo más homogéneo posible. El
proceso de trituración es necesario antes de que se den lugar los subsiguientes
pasos del proceso- tanto para obtener nuevos materiales como combustibles
secundarios. Debido a la amplia variedad de materiales que pueden ser triturados,
las máquinas acostumbran a ofrecer un alto grado de flexibilidad.
CONCEPTO:
El triturado es también el nombre del proceso para reducir el tamaño de las
partículas de una sustancia por la molienda, como por moler los polvos en un
mortero con un mazo. La trituración, además, se refiere a la producción de un
material homogéneo a través de la mezcla.
PRINCIPIO:
El material es habitualmente alimentado al triturador por una tolva. En este caso,
el material es introducido en la cámara de trituración por gravedad. Un empujador,
el cual basa su control en la carga, presiona el material contra el rotor en
movimiento. Es entonces cuando el material es triturado entre las cuchillas del
rotor y las contra cuchillas. El material triturado pasa por una parrilla situada
debajo del rotor. El diámetro del agujero de la pantalla determina el tamaño de las
partículas del material triturado que se produce.
IMAGEN:
PROCESOS DE MANUFACTURA Página 16
EJEMPLO:
Triturado Metalurgia
7. DOBLADO
DEFINICION:
El proceso de doblado es el más simple, después del de corte. Consiste en poder
encorvar una chapa plana sin que esta se rompa (sobrepase su estado plástico) y
sin que la misma se vea alterada en su espesor. Sin embargo para poder llegar a
curvar esa chapa se necesita de una serie de pasos a tener, los cuales se irán
viendo en el transcurso de esta información.
CONCEPTO:
La operación de doblado consiste, en realizar una transformación plástica de una
lámina o plancha metálica u otro material flexible de material y convertirla en
una pieza con forma o geometría distinta a la anterior.
En cualquiera de las operaciones de doblado, siempre deberá tenerse en cuenta
los factores que puedan influir sobre la forma de la pieza a obtener, como por
ejemplo: elasticidad del material, radios interiores y ángulos de doblado
PRINCIPIO:
A consecuencia de este estado de tracción-compresión el material tenderá a una
pequeña recuperación elástica. Por tanto, si queremos realizar un doblado
tendremos que hacerlo en un valor superior al requerido para compensar dicha
recuperación elástica. Otra posible solución es realizar un rebaje en la zona de
compresión de la chapa, de esta forma aseguramos que toda la zona está siendo
sometida a deformación plástica. También podría servir estirar la chapa así
aseguramos que toda la zona supera el límite elástico.
Según el ángulo o la forma que queramos dar al doblado existen matrices que nos
proporcionan la forma deseada.
IMAGEN:
PROCESOS DE MANUFACTURA Página 17
EJEMPLO:
Metalurgia y
Doblado Formado en frio o
caliente
8. MOLDEO POR ESTIRAMIENTO
DEFINICION:
También llamado procedimiento de conformación sin pérdida de material, ya que
a lo largo de los procesos no se desperdicia ni se pierde parte alguna del material
con el que se trabaja.
CONCEPTO:
Este es esencialmente un proceso para la producción de formas en hojas de
metal.
PRINCIPIO:
Con este método se pretende reducir la sección de un determinado material, por
ejemplo, para reducir el grosor de una varilla. Esto se consigue haciéndolo pasar
a través de unos orificios calibrados que se denominan hileras. El material que se
quiere estirar debe ser dúctil y tenaz.
IMAGEN:
EJEMPLO:
Metalurgia y
Moldeo por
Formado en frio o
estiramiento
caliente
PROCESOS DE MANUFACTURA Página 18
9. FORMADO POR CIZALLADO
DEFINICION:
Es el método de corte en el que se utilizan herramientas que disponen de dos
cuchillas que se desplazan en direcciones diferentes, quedando el material entre
ambas y cortándolo en dos piezas. El cizallado también incluye procesos tales
como punzado o perforación, estampado, punzado con matrices y refinado
CONCEPTO:
El formado por cizallado (guillotinado) es en realidad, un proceso de separación
de material en el cual se hace pasar a presión una o dos cuchillas a través de una
parte fija
PRINCIPIO:
El formado por cizallado (guillotinado) es en realidad, un proceso de separación
de material en el cual se hace pasar a presión una o dos cuchillas a través de una
parte fija
IMAGEN:
EJEMPLO:
Formado por Formado en
Cizallado frio o caliente
10. ELECTROFORMADO
DEFINICION:
El electro formado es un proceso mediante el cual se recubren los objetos con
una capa metálica y tiene diversos usos, uno de ellos es la fabricación de piezas
para joyería. La electroformación puede aplicarse sobre elementos orgánicos
como flores, hojas o conchas de mar y el resultado es muy hermoso.
CONCEPTO:
PROCESOS DE MANUFACTURA Página 19
El electro formado es un proceso por el cual se pueden construir piezas o moldes
por electrodeposición de metales, reproduciendo con exactitud formas y texturas
imposibles de obtener por otros métodos
PRINCIPIO:
El proceso de fabricación de insertos consiste básicamente en obtener una
cáscara de níquel electro formada a partir de un modelo fabricado por prototipado
rápido (o por cualquier otra técnica de creación de prototipos), para
posteriormente, una vez separada ésta del modelo, fabricar un inserto
combinando dicha cáscara con un relleno a base de resina epóxica y carga
metálica conductora del calor u otros elementos de difusión térmica o bien
empleando aleaciones de bajo punto de fusión (zamak). Se busca la posibilidad
mediante esta técnica, de obtener moldes electros formados para series no tan
pequeñas, de entre 100 a 10000 piezas o más.
IMAGEN:
EJEMPLO:
Electro Formado por
formado metalurgia
11. METALURGIA DE POLVOS
DEFINICION:
La metalurgia de los polvos, es una tecnología de procesamiento de metales en la
que se producen partes a partir de polvos metálicos. Es una tecnología
relativamente nueva y está cobrando hoy mayor protagonismo, debido a la
búsqueda de utilizar las cantidades justas de material, con un mínimo (o sin)
derroche del mismo en virutas debido al maquinado. Cada día es mayor la
cantidad de aplicaciones en la industria.
CONCEPTO:
PROCESOS DE MANUFACTURA Página 20
Los productos que se suelen fabricar con técnicas de la metalurgia de los polvos
van desde esferas diminutas para bolígrafos, engranajes, levas y bujes; productos
porosos, como por ejemplo filtros y cojinetes impregnados de aceite
Los polvos se comprimen para darles la forma deseada y luego se calientan para
ocasionar la unión de las partículas en una masa dura y rígida. La compresión,
llamada prensado, se realiza en una máquina tipo prensa cuyas herramientas se
diseñan específicamente para la parte a producir.
PRINCIPIO:
Después de la producción de polvos metálicos, la secuencia convencional de la
metalurgia de polvos consiste en tres pasos: 1) combinación y mezclado de los
polvos, 2) compactación, en la cual se prensan los polvos para obtener la forma
deseada; y 3) sinterizado, que implica calentamiento a una temperatura por
debajo del punto de fusión para provocar la unión de las partículas en estado
sólido y el fortalecimiento de la parte.
IMAGEN:
EJEMPLO:
Metalurgia Formado por
de polvos metalurgia de polvos
12. MOLDEO DE PLÁSTICOS
DEFINICION:
El tipo de proceso de moldeo de plástico más corriente usado en la fabricación a
gran escala es el proceso de moldeo por inyección. Debido a su uso generalizado,
el moldeo por inyección será el foco de este artículo. El moldeo por inyección se
emplea para crear una amplia variedad de productos de uso comercial, que van
desde partes del coche hasta teléfonos móviles.
PROCESOS DE MANUFACTURA Página 21
CONCEPTO:
Hay ocho tipos muy importantes de procesos de moldeo de plástico: 1. Moldeo
por inyección 2. Moldeo rotacional 3. Termo formado 4. Moldeo con espuma
estructural 5. Moldeo por inyección asistida por gas 6. Moldeo por soplado 7.
Moldeo por compresión 8. Moldeo con inserción de película
PRINCIPIO:
El moldeo por inyección de plástico utiliza perdigones hechos de una resina
polimérica. Las clases de perdigones más comúnmente usadas son los
perdigones termoplásticos, que pueden ser fundidos, montados y fundidos de
nuevo si es necesario. Los perdigones son introducidos, sin fundir, en la máquina
de inyección a través de una tolva situada en la parte posterior del contenedor. El
contenedor es térmico y alberga el taladro, un dispositivo rotatorio parecido a un
tornillo que acerca los perdigones de plástico hacia la parte delantera del
contenedor. Mientras el taladro mueve los perdigones hacia delante, el
contenedor térmico que rodea el taladro funde el plástico. En la punta del
contenedor hay una boquilla de inyección, que engancha el contenedor al molde,
y el plástico fundido se acumula tras esta boquilla. Conforme se acumula el
plástico, este empuja el taladro hacia atrás hasta que llega al límite pre
programado. Una vez que el límite es alcanzado, la cantidad de plástico necesaria
es fundida y preparada para la inyección en el molde.
IMAGEN:
EJEMPLO:
Moldeo de Formado por moldeo
plásticos de plásticos
PROCESOS DE MANUFACTURA Página 22
LECCION 3. EL PRODUCTO EN LOS PROCESOS DE MANUFACTURA
EL PRODUCTO
Dependiendo de cuál de las diferentes áreas del conocimiento y de la economía,
existen múltiples acepciones del concepto producto, sin embargo existen
elementos que pueden ayudar a delimitar la definición de producto, dentro de la
ingeniería industrial, siendo algunos de ellos:
Un producto existe para satisfacer una necesidad. Un producto puede ser un bien,
un servicio, una idea, una persona, un lugar, un proyecto
Un producto se define o se identifica a través de atributos, especificaciones o
condiciones algunas de ellas son geometría, dimensiones como tamaño, peso,
materiales y acabado.
DISEÑO DE PRODUCTO
El diseño de producto es un conjunto de actividades que se llevan a cabo antes
de producirlo, en donde se determinan sus atributos, especificaciones y
condiciones.
Este proceso inicia cuando se han logrado interpretar las necesidades de un
consumidor a partir de una investigación de mercados y termina cuando se han
definido las especificaciones del producto y se logran transformar en procesos de
manufactura.
En un proceso de diseño de producto pueden participar diversas profesiones y
áreas de una organización, sin embargo la responsabilidad de la función de
diseño se ha situado entre las áreas de mercados y producción.
Las etapas del diseño de producto pueden ser en resumen:
Concepción de producto: cuando se prepara el proyecto de
especificaciones.
Aceptación: cuando se demuestra que las especificaciones son alcanzadas
por medio de cálculos matemáticos, bocetos, modelos experimentales,
maquetas o pruebas de laboratorio.
Ejecución: cuando se preparan varios modelos a partir del trabajo de la
etapa anterior o se construyen plantas piloto como continuación de los
experimentos de laboratorio.
Adecuación: etapa en la cual el proyecto adquiere una forma que permite
integrarlo a la organización y ajustarlo a las especificaciones definitivas.
CAPÍTULO 4: MATERIALES DE FABRICACIÓN
PROCESOS DE MANUFACTURA Página 23
g) CLASIFICACIÓN DE LOS MATERIALES
La clasificación más general de los materiales de trabajo se registra en la tabla 2;
de esta se presentan descripciones más abajo, el estudiante debe extractar por su
cuenta además, la correspondencia de cada uno de los materiales a esas
categorías.
h) NATURALEZA DE LOS MATERIALES DE FABRICACIÓN
Metales Ferrosos
Los metales ferrosos como su nombre lo indica su principal componente es el
fierro (hierro), sus principales características son su gran resistencia a la tensión y
dureza. Las principales aleaciones se logran con el estaño, plata, platino,
manganeso, vanadio y titanio.
Su temperatura de fusión va desde los 1360ºC hasta los 1425ªC y uno de sus
principales problemas es la corrosión.
PROCESOS DE MANUFACTURA Página 24
Metales no Ferrosos
Por lo regular tienen menor resistencia a la tensión y dureza que los metales
ferrosos, sin embargo su resistencia a la corrosión es superior. Su costo es alto
en comparación a los materiales ferrosos pero con el aumento de su demanda y
las nuevas técnicas de extracción y refinamiento se han logrado abatir
considerablemente los costos, con lo que su competitividad ha crecido
notablemente en los últimos años.
Los metales no ferrosos son utilizados en la manufactura como elementos
complementarios de los metales ferrosos, también son muy útiles como
materiales puros o aleados los que por sus propiedades físicas y de ingeniería
cubren determinadas exigencias o condiciones de trabajo, por ejemplo el bronce
(cobre, plomo, estaño) y el latón (cobre zinc).
Materiales no Metálicos de origen Orgánico
Son así considerados cuando contienen células de vegetales o animales. Estos
materiales pueden usualmente disolverse en líquidos orgánicos como el alcohol o
los tretracloruros, no se disuelven en el agua y no soportan altas temperaturas.
Uno de sus principales representantes es el plástico.
Materiales no Metálicos de origen Inorgánico
Son todos aquellos que no proceden de células animales o vegetales o
relacionados con el carbón. Por lo regular se pueden disolver en el agua y en
general resisten el calor mejor que las sustancias orgánicas. Observar en la tabla
cuáles son los materiales inorgánicos más utilizados en la manufactura.
Los materiales sean metálicos o no metálicos, orgánicos o inorgánicos casi nunca
se encuentran en el estado en el que van a ser utilizados, por lo regular estos
deben ser sometidos a un conjunto de procesos para lograr las características
requeridas en tareas específicas. Estos procesos han requerido del desarrollo de
técnicas especiales muy elaboradas que han dado el refinamiento necesario para
cumplir con requerimientos prácticos. También estos procesos aumentan
notablemente el costo de los materiales, tanto que esto puede significar varias
veces el costo original del material por lo que su estudio y perfeccionamiento
repercutirán directamente en el costo de los materiales y los artículos que
integrarán.
Los procesos de manufactura implicados en la conversión de los materiales
originales en materiales útiles para el hombre requieren de estudios especiales
para lograr su mejor aplicación, desarrollo y disminución de costo. En la ingeniería
la transformación de los materiales y sus propiedades tienen un espacio especial,
ya que en casi todos los casos de ello dependerá el éxito o fracaso del uso de un
material.
PROCESOS DE MANUFACTURA Página 25
Dentro del gran universo de los materiales, adquieren especial importancia para
los procesos industriales de manufactura los metales y en segundo lugar los
plásticos. Dentro del grupo de los metales se destacan aquellos derivados del
hierro llamados ferrosos. En las páginas siguientes se tratarán con más detalle.
CAPITULO 5: PROCESOS DE FABRICACION
i) SIN ARRANQUE DE VIRUTA
Sinterizado:
Es un proceso de fabricación de dispositivos mecánicos
a través de la compresión de polvos y otros elementos,
se necesita una prensa para comprimir los polvos. La
compresión puede ser en frío o en caliente
Objetivo: incrementar la fuerza y resistencia de la pieza
pieza de metal sinterizado
Laminación:
El laminado es un proceso de deformación
volumétrica en el que se reduce el espesor
PROCESOS DE MANUFACTURA Página 26
inicial del material trabajado mediante las fuerzas de compresión que ejercen dos
rodillos sobre la pieza/material de trabajo. Los rodillos giran en sentidos opuestos
para que fluya el material entre ellos
Estampado:
La estampación es un tipo de proceso de fabricación
por el cual se somete un metal a una carga de
compresión entre dos moldes. La estampación se
puede hacer tanto en caliente como en frío.
Trefilado
trefilar es la operación de conformación en frío
consistente en la reducción de sección de un
alambre o varilla haciéndolo pasar a través de un
orificio cónico practicado en una herramienta
llamada hilera o dado
Fundición:
proceso de fabricación de piezas, comúnmente
metálicas pero también de plástico, consistente en
fundir un material e introducirlo en una cavidad,
llamada molde, donde se solidifica.
Extrusión:
La extrusión es un proceso utilizado
para crear objetos con sección
transversal definida y fija. El material se
empuja o se extrae a través de un
troquel de una sección transversal
deseada
Forja:
La forja, al igual que la laminación y la
extrusión, es decir, puede realizarse en
caliente o en frío y en el que la deformación
PROCESOS DE MANUFACTURA Página 27
del material se produce por la aplicación de fuerzas de compresión.
Doblado
Consiste en conseguir una pieza de
forma, partiendo de una pieza plana
Embutido
Consiste en fabricar elementos huecos a partir de Planchas de acero
PROCESOS DE MANUFACTURA Página 28
j) CON ARRANQUE DE VIRUTA.
Taladrado
Es la operación consistente en realizar agujeros circulares en
una pieza. Para ello se monta en la máquina de taladrar una
herramienta llamada broca, que gira para penetrar eliminando
virutas del material a taladrar. .
Torneado
Es un procedimiento para crear
superficies de revolución por arranque
de viruta. Llamamos superficies de
revolución a aquellas en las que si
hacemos un corte por un plano
perpendicular a su eje, la sección es
circular. La máquina que se utiliza para el torneado se denomina torno.
PROCESOS DE MANUFACTURA Página 29
Fresado
Es un procedimiento consistente en el corte del material con una herramienta
rotativa que puede tener uno o varios filos. Dicho corte de material se realiza
combinando el giro de la herramienta con el desplazamiento, bien sea de la
misma herramienta o de la pieza a trabajar. Dependerá del diseño de la máquina
que lo que se desplace sea la herramienta, la mesa, o combine el desplazamiento
de ambos. Dicho desplazamiento será en cualquier dirección de los tres ejes
posibles en los que se puede desplazar la mesa, a la cual va fijada la pieza que
se mecaniza.
Refrentado
El refrentado (también denominada de fronteado) es la
operación realizada en el torno mediante la cual se
mecaniza el extremo de la pieza, en el plano
perpendicular al eje de giro.
Para poder efectuar esta operación, la herramienta se
ha de colocar en un ángulo aproximado de 60º respecto
al porta herramientas. De lo contrario, debido a la
excesiva superficie de contacto la punta de la
herramienta correrá el riesgo de sobrecalentarse. y
también hay que tomar en cuenta que a medida que nos acercamos al centro de
la pieza hay que aumentar las r.p.m o disminuir el avance.
PROCESOS DE MANUFACTURA Página 30
ESMERILADO
El afilado de herramientas y el rectificado de piezas se
realizan con una herramienta llamada muela. Trata de
eliminar las posibles irregularidades surgidas durante un
mecanizado anterior y con ella se obtienen piezas con un
buen acabado superficial. El proceso de fabricación se
denomina esmerilado.
Cuando el objetivo es obtener un buen acabado superficial la operación se llama
rectificado, y se realiza en una rectificadora. El rectificado puede realizarse en
interiores o exteriores de las piezas.
En determinadas ocasiones, el acabado que ofrece el rectificado no es suficiente
ya que, por ejemplo, ciertas irregularidades pueden ocasionar rozamientos no
deseables. Entonces se recurre a las operaciones de pulido y bruñido.
Cizallado
El corte del metal implica su sostenimiento a un esfuerzo de corte, superior a su
resistencia límite, entre filos cortantes adyacentes como se muestra en la
figura Conforme el punzón desciende sobre el metal, la presión produce una
deformación plástica que tiene lugar como en B en la figura. El metal se somete a
un esfuerzo muy alto entre los filos de la matriz y el punzón, y las fracturas se
inician en ambos lados de la lámina a medida que continúa la de formación.
Cuando se alcanza el límite de resistencia del material la fractura progresa; si el
juego es correcto, y ambos filos tienen el mismo aguzado, las fracturas se
encuentran en el centro de la lámina como se muestra en C. el valor del juego,
que desempeña un papel importante en el di seño de matrices depende de la
dureza del material. Para el acero deberá ser del 5 al 8 % del es pesor del
material por lado. Si se usa un juego inadecuado, las fracturas no coinciden, y en
cambio, deben atravesar todo el espesor de la lámina, consumiendo más
potencia.
a) Punzón en contacto con la lámina.
b) Deformación plástica
c) Fractura completa
PROCESOS DE MANUFACTURA Página 31
k) CONCLUSIONES Y RECOMENDACIONES
Los procesos de manufactura se realizan en todo tipo de industria de fabricación,
ya que estos permiten transformar los materiales en productos terminados
destinados a la comercialización.
Los procesos de manufacturas abarcan desde un simple cambio de forma del
material hasta la mejora de la apariencia física con pinturas. Entre los procesos de
manufacturas se encuentran las operaciones de procesos y estos a su vez se
dividen en. Procesos de formado en donde se cambia la geometría del material ya
sea por el moldeo o remoción de materiales o virutas; los procesos de mejora de
propiedades físicas del objeto o material como es el caso de los tratamientos
térmicos; y los procesos de superficies donde se mejora la apariencia fisica del
material por limpieza o pintura. El ensamblado también es un proceso de
manufactura y consta de la unión de dos o mas piezas para formar una final y
esta unión pueden ser permanentes o semipermanentes.
En los procesos manufactureros en su gran mayoría existe un desprendimiento de
material o residuos, estos se llaman virutas. Estos residuos o virutas pueden ser
metales o maderas y su forma tiende a ser láminas delgadas curvas o espirales.
Aunque las virutas se consideran residuos de las industrias estas pueden ser
reutilizadas para la fabricación de madera aglomerada, compost o para embalaje
como en el caso de la madera, o reintegrarla a la producción como as de metal.
Estos procesos involucran términos importantes de conocer como el movimiento
de corte, la profundidad y el avance, así como el concepto de maquinas-
herramientas con que se realizan dichos procesos.
Los procesos de transformación consisten en una serie de operaciones que
parten de un material en bruto y modifican su forma hasta convertirla en una pieza
elaborada que tiene utilidad industrial.
La forma final de una pieza, debe cumplir una serie de requisitos imprescindibles
para ser considerada realmente útil:
PROCESOS DE MANUFACTURA Página 32
Quedar lista para ser montada en un conjunto
Fiel al diseño previamente establecido
Coste razonable de material y energía
Superar el control de calidad que garantice su fiabilidad
Para fabricar un elemento, además de realizar un diseño previo en el que se
especifiquen dimensiones y materiales, es necesario elegir el procedimiento de
fabricación más idóneo, con el fin de dar forma al material.
Como ingeniero industrial es importante conocer los procesos de manufacturas y
las maquinas-herramientas con que estos se realizan debido a que estos son
herramientas para el ejercicio de su papel en el diseño, organización, ejecución y
control de un sistema productivo.
PROCESOS DE MANUFACTURA Página 33
BIBLIOGRAFÍA
http://es.slideshare.net/Tiana_Leal/procesos-de-manufactura-trabajo
https://es.scribd.com/search-documents?query=.-
++Materiales+en+ingenier%C3%ADa+manufactura
http://www.elprisma.com/apuntes/ingenieria_mecanica/arranquedeviruta/
http://www.aprendizaje.com.mx/Curso/Proceso2/Temario2_III_3.html7
http://www2.ing.puc.cl/icmcursos/procesos/apuntes/Capitulo%202.pdf
http://www.utp.edu.co/php/revistas/ScientiaEtTechnica/docsFTP/92712145-
150.pdf
http://www.ilustrados.com/documentos/fabricacionnan.doc
http://isa.umh.es/asignaturas/tftm/mecanizado(2).pdf
http://www.coromant.sandvik.com/sandvik/3200/Internet/Coroman/
PROCESOS DE MANUFACTURA Página 34
También podría gustarte
- El Uso Del Codigo de Señales y ColoresDocumento52 páginasEl Uso Del Codigo de Señales y ColoresRobert cruzAún no hay calificaciones
- CulturaDocumento1 páginaCulturawalterAún no hay calificaciones
- CulturaDocumento1 páginaCulturawalterAún no hay calificaciones
- AvesorDocumento1 páginaAvesorwalterAún no hay calificaciones
- Segunda Practica Logistica y Cade de Sum 2021 - 1Documento4 páginasSegunda Practica Logistica y Cade de Sum 2021 - 1Jesus Yali TelloAún no hay calificaciones
- Trabajo Aplicativo Grupal Sig Iii 2023Documento3 páginasTrabajo Aplicativo Grupal Sig Iii 2023walterAún no hay calificaciones
- WWWWWDocumento1 páginaWWWWWwalterAún no hay calificaciones
- Trabajo Individual #1 2023Documento1 páginaTrabajo Individual #1 2023walterAún no hay calificaciones
- AvesorDocumento1 páginaAvesorwalterAún no hay calificaciones
- 012473buDocumento1 página012473buwalterAún no hay calificaciones
- Trabajo Individual #2 2023Documento1 páginaTrabajo Individual #2 2023walterAún no hay calificaciones
- 03 112473buDocumento1 página03 112473buwalterAún no hay calificaciones
- T.a.pregunta 3 WalterDocumento1 páginaT.a.pregunta 3 WalterwalterAún no hay calificaciones
- 03 1124735irlfringbuDocumento1 página03 1124735irlfringbuwalterAún no hay calificaciones
- AutosDocumento1 páginaAutoswalterAún no hay calificaciones
- CC CCCC CCCCDocumento1 páginaCC CCCC CCCCwalterAún no hay calificaciones
- SCORE COVid 2020Documento1 páginaSCORE COVid 2020walterAún no hay calificaciones
- Examen Parcial Ingenieria EconómicaDocumento3 páginasExamen Parcial Ingenieria Económicawalter0% (1)
- T.A. Pregunta 2 y 4. Walter V PDFDocumento1 páginaT.A. Pregunta 2 y 4. Walter V PDFwalterAún no hay calificaciones
- TA Diseño Asistido Por Computadora-2019-2B-M1Documento5 páginasTA Diseño Asistido Por Computadora-2019-2B-M1walterAún no hay calificaciones
- Examen Oral FinalDocumento3 páginasExamen Oral FinalwalterAún no hay calificaciones
- Boletín Informativo - Modalidad Presencial PDFDocumento2 páginasBoletín Informativo - Modalidad Presencial PDFwalterAún no hay calificaciones
- Preguntas de Chofer en CuajoneDocumento1 páginaPreguntas de Chofer en CuajonewalterAún no hay calificaciones
- T.a.pregunta 3 Walter PDFDocumento1 páginaT.a.pregunta 3 Walter PDFwalterAún no hay calificaciones
- Formas de Pago UapDocumento2 páginasFormas de Pago UapwalterAún no hay calificaciones
- Pague Su Recibo Eps Mes de OCTUBRE 10104262Documento1 páginaPague Su Recibo Eps Mes de OCTUBRE 10104262walterAún no hay calificaciones
- Rol 1 Practica Calificada Ingenieria Industrial OkDocumento5 páginasRol 1 Practica Calificada Ingenieria Industrial OkwalterAún no hay calificaciones
- Trabajo Académico MarketingDocumento1 páginaTrabajo Académico MarketingwalterAún no hay calificaciones
- Plan de Estudio 2020Documento6 páginasPlan de Estudio 2020walterAún no hay calificaciones
- Comunicado Soporte Estudiantil Campus Virtual PDFDocumento2 páginasComunicado Soporte Estudiantil Campus Virtual PDFwalterAún no hay calificaciones
- Gds Entregable Semana 5 Proyecto de NegocioDocumento9 páginasGds Entregable Semana 5 Proyecto de NegocioOscar Adolfo Esquivel CabreraAún no hay calificaciones
- Stretch FilmDocumento10 páginasStretch FilmFercho RiosAún no hay calificaciones
- Hds - Hi 93710-0Documento4 páginasHds - Hi 93710-0aqualitylabAún no hay calificaciones
- Fase 2 InicioDocumento17 páginasFase 2 InicioPedro Luis AnayaAún no hay calificaciones
- Carpeta Recuperacion 2do INDAGADocumento10 páginasCarpeta Recuperacion 2do INDAGATheManXDAún no hay calificaciones
- Envases y Embalajes en El Sector Del VinoDocumento7 páginasEnvases y Embalajes en El Sector Del VinoJesus David Sandoval DelgadoAún no hay calificaciones
- Plásticos Conductores de ElectricidadDocumento9 páginasPlásticos Conductores de ElectricidadArmando W. Aynuca VasconezAún no hay calificaciones
- Análisis carga transporteDocumento29 páginasAnálisis carga transportenanda960219ferAún no hay calificaciones
- Proyecto Carbon Activado A Partir de Poliestireno ResidualDocumento60 páginasProyecto Carbon Activado A Partir de Poliestireno Residualcarolina0% (1)
- Aprende en Casa 16 de MarzoDocumento8 páginasAprende en Casa 16 de MarzoCarmen LeonAún no hay calificaciones
- Anteproyecto Vicente Jiménez 27-07-21Documento18 páginasAnteproyecto Vicente Jiménez 27-07-21Vicente JimenezAún no hay calificaciones
- Amtec Es 0200Documento44 páginasAmtec Es 0200Paulita MartinettiAún no hay calificaciones
- PASO1 Trabajo ColaborativoDocumento16 páginasPASO1 Trabajo Colaborativojota2020Aún no hay calificaciones
- Proyecto Primera Entrega Proenfar Seguridad y SaludDocumento30 páginasProyecto Primera Entrega Proenfar Seguridad y Saludcristian david galarza hernadezAún no hay calificaciones
- Termoplásticos Reforzados Con Fibra LargaDocumento5 páginasTermoplásticos Reforzados Con Fibra LargaALEX CHEROTUÑOQUEAún no hay calificaciones
- Definiciones de EnvaseDocumento4 páginasDefiniciones de EnvaseFatima Alheli PérezAún no hay calificaciones
- Concretos EspecialesDocumento29 páginasConcretos EspecialesLes Castillo RomeroAún no hay calificaciones
- Bio - Grafia. Escritos Sobre La Biología y Su Enseñanza. ISSN 2027Documento15 páginasBio - Grafia. Escritos Sobre La Biología y Su Enseñanza. ISSN 2027docentAún no hay calificaciones
- TALLER PLAN de Saneamiento BasicoDocumento15 páginasTALLER PLAN de Saneamiento Basicomaria jose serna gonzalezAún no hay calificaciones
- Sasol ShellDocumento6 páginasSasol ShellViancaAún no hay calificaciones
- Trabajo Final Competencia ComunicativaDocumento13 páginasTrabajo Final Competencia ComunicativaZuemi CastilloAún no hay calificaciones
- Transparentes en EsDocumento6 páginasTransparentes en EsCarolinaRodriguezSotoAún no hay calificaciones
- Materiales Poliméricos en La ConstrucciónDocumento18 páginasMateriales Poliméricos en La Construcciónpipe327Aún no hay calificaciones
- Mazamorra y Queque de QuinuaDocumento21 páginasMazamorra y Queque de QuinuasamantavenAún no hay calificaciones
- Manual de costos EnvaplastDocumento144 páginasManual de costos Envaplastjesrcontreras1976Aún no hay calificaciones
- Envase y EmbalajeDocumento122 páginasEnvase y EmbalajeMarco Tulio Coronel ArellanoAún no hay calificaciones
- Planta Piloto - Produccion de NéctarDocumento18 páginasPlanta Piloto - Produccion de NéctarErnesto Córdova100% (1)
- Cómo Hacer Un Filtro Casero para El AguaDocumento2 páginasCómo Hacer Un Filtro Casero para El AguaPablo Valenzuela ArredondoAún no hay calificaciones