Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Extrac Liq-Liq
Cargado por
Rodrigo RattoTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Extrac Liq-Liq
Cargado por
Rodrigo RattoCopyright:
Formatos disponibles
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
ÍNDICE
1. Introducción 1
2. Resumen 2
3. Objetivos 2
4. Fundamentos Teóricos 3
5. Datos 8
6. Cálculos y resultados 9
6.1. Flujos 10
6.2. Fracción hueca 10
6.3. Área interfacial específica 14
6.5. Cálculo del NtOR 16
6.6. Cálculo del HtOR 17
7. Observaciones 19
8. Conclusiones 19
10. Anexos 20
11. Bibliografía 35
Laboratorio de Operaciones Unitarias II (PI-136/A) 1
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
INTRODUCCION
Uno de los métodos más utilizados para la separación de mezclas líquidas es la
extracción liquido-liquido, el cual consiste básicamente en la transferencia de
masa de cierto componente (soluto) de una mezcla o fase líquida (cuyo
componente en el cual está disuelto es llamado transportador), hacia otra
mezcla o fase líquida llamado disolvente que en este caso se considera como
compuesto puro, esto es debido al contacto que se da entre estas dos fases. La
consideración principal de esta operación es que el tanto el líquido transportador
como el solvente, son dos fases casi inmiscibles.
RESUMEN
La columna de YORK-SHEIBEL contiene secciones de empaque alternados con
impulsores giratorios conectados a una barra vertical que gira a la velocidad que le
da el motor ubicado en la parte superior de la columna. Se prepara la carga de
alimentación, verificando las diferentes válvulas y regulando la altura del nivel de
disolvente mediante la línea de descarga. Llegado el disolvente al nivel esperado,
se enciende el motor y se regula el ingreso de alimentación abriendo la válvula de
ingreso al rotámetro de acuerdo a los valores que indico el profesor.
Después de que se pongan en contacto las dos fases, esperar q que el flujo de
refino llegue al nivel de descarga del mismo. A partir de la primera gota de refino
descargado se toma el tiempo, para luego tomar las muestras de refino y extracto
cada 5 minutos hasta culminar la práctica.
OBJETIVOS
Aprender los conocimientos teóricos de cálculos de un sistema trifásico.
Estudiar el sistema de operación de la columna de York Schibel.
Determinar los valores de las unidades de transferencia (NtoR y HtoR)
Laboratorio de Operaciones Unitarias II (PI-136/A) 2
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
FUNDAMENTO TEORICO
La Extracción Líquido-Líquido es una operación de separación de mezclas
homogéneas líquidas. Consiste en separar una o varias sustancias disueltas en un
disolvente mediante su transferencia a otro disolvente insoluble, o parcialmente
insoluble, en el primero. La transferencia de materia se consigue mediante el
contacto directo entre las dos fases líquidas. Una de las fases es dispersada en la
otra para aumentar la superficie interfacial y mejorar la transferencia del soluto.
La fase en donde se encuentra el soluto y el transportador se llama Alimentación
(F), la fase en donde se encuentra el Solvente (S) recibe el mismo nombre, una
vez realizado el contacto y la transferencia de masa del soluto, se tienen como
producto dos fases llamadas Refino y Extracto, el Refino(R) es rica en el
componente transportador, y el Extracto (E) es rica en disolvente.
El siguiente diagrama representa en forma general la operación:
Laboratorio de Operaciones Unitarias II (PI-136/A) 3
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
Características del disolvente:
Coeficiente de distribución: Ki = yi/xi
Aunque no es necesario que este coeficiente sea mayor que la unidad,
valores mayores son deseables, ya que implican que se requiere menos
disolvente para llevar a cabo la operación.
Insolubilidad del disolvente:
Cuanto mayor sea la insolubilidad del disolvente y del componente
mayoritario del refinado, que no se desea extraer, más fácil resultará la
operación de extracción.
Densidad:
Evidentemente, resulta indispensable que las densidades de las fases en
equilibrio sean distintas para que sea viable la extracción. La operación se
desarrollará más fácilmente cuanto mayor sea la diferencia de densidades.
Así pues se seleccionarán aquellos disolventes con densidad lo más
distinta posible a la mezcla a extraer.
Reactividad y corrosividad:
Los disolventes deben ser químicamente estables, es decir, inertes tanto
respecto a los componentes del sistema, como respecto a los materiales de
construcción de las instalaciones.
Ventajas
Otros métodos no son factibles: Volatilidades similares o muy pequeñas.
Calores de vaporización muy altos.
Compuestos sensibles a la elevación de la temperatura.
Como sustituto de separaciones químicas.
Aplicaciones
Separación de compuestos inorgánicos como ácido fosfórico, ácido bórico e
hidróxido de sodio.
Recuperación de compuestos aromáticos.
Refinación de aceites lubricantes y disolventes
En la extracción de productos que contienen azufre.
Obtención de ceras parafínicas
Desulfuración de productos petrolíferos
Productos farmacéuticos Ejemplo en la obtención de la penicilina
Industria alimentaría
Laboratorio de Operaciones Unitarias II (PI-136/A) 4
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
Obtención de metales costosos como uranio-vanadio.
Factores que afectan la extracción
Composición de la alimentación, temperatura, presión y velocidad de flujo.
El grado de separación deseado.
Elección del disolvente.
Temperatura y presión de operación.
La formación de emulsiones y espumas.
Criterio de selección del solvente
Factor de separación alto.
Coeficiente de distribución alto.
Solventes altamente insolubles.
Fácil de recuperar.
Diferencias de densidad entre las fases que se forman
Tensión superficial alta para evitar dispersión de las fases.
Estable químicamente e inerte con los demás componentes.
Viscosidad, Pv, Pto de congelación bajos para facilitar manejo
No tóxico, no inflamable, de bajo costo y fácil acceso.
En una operación de extracción líquido-líquido se denomina alimentación a la
disolución cuyos componentes se pretende separar, el disolvente es el líquido
que se va a utilizar para separar el componente deseado, el refinado es la
alimentación ya tratada y el extracto es la disolución con el soluto recuperado.
En el diseño de una operación de extracción líquido-líquido suele considerarse
que el refinado y el extracto se encuentran equilibrio. Los datos de equilibrio que
Laboratorio de Operaciones Unitarias II (PI-136/A) 5
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
deberán manejarse serán como mínimo los correspondientes a un sistema ternario
(dos disolventes y un soluto), con dos de los componentes inmiscibles o
parcialmente inmiscibles entre sí.
Los datos de equilibrio en sistemas ternarios se pueden obtener por medio de los
diagramas triangulares. En la Figura 2 se muestra un diagrama triangular
equilátero. Los vértices del triángulo representan compuestos puros, un punto
sobre un lado correspondería a una mezcla binaria y un punto en el interior del
triángulo representaría una mezcla ternaria. La composición de una mezcla puede
determinarse por lectura directa en el diagrama, tal como muestra la Figura 2. La
concentración de los componentes en el diagrama se muestra como fracción
molar o fracción másica.
En los sistemas de interés para la extracción líquido-líquido los dos disolventes
implicados son inmiscibles o parcialmente inmiscibles entre sí. Es decir, su mezcla
en las proporciones adecuadas puede dar lugar a la formación de dos fases.
Además, la presencia de un soluto modifica la solubilidad de un disolvente en otro.
Para representar este comportamiento, y poder conocer si a una determinada
mezcla le corresponden una o dos fases, los diagramas triangulares líquido-líquido
presentan la denominada curva binodal o de solubilidad (Figura 3). Una mezcla
representada por un punto situado por encima de la curva binodal estará
constituida por una sola fase. Por el contrario, a una mezcla situada por debajo de
la curva binodal le corresponden dos fases.
Las dos fases en equilibrio se encuentran ligadas por una recta de reparto. La
recta de reparto pasa por el punto mezcla y sus extremos sobre la curva binodal
indican la concentración de las dos fases en equilibrio (Figura 3).
Laboratorio de Operaciones Unitarias II (PI-136/A) 6
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
Las operaciones de extracción pueden calcularse sobre un diagrama ternario. Sea
una corriente de alimentación F, constituida por una disolución de un soluto C en
un disolvente A, y una corriente de disolvente S, constituida por disolvente B puro.
Ambas corrientes pueden situarse en el diagrama ternario tal como se indica en la
Figura 4. En el equipo de extracción F y S son mezcladas para obtener una
mezcla bifásica. El punto mezcla, M, es la suma de F y S, es decir, es
combinación lineal de ellas, por lo que se encontrará situado sobre la recta que
une F y S. Para situar el punto M bastará con resolver el balance de materia y
calcular su composición.
Una vez alcanzado el equilibrio, la composición de las corrientes de refinado, R, y
extracto, E, obtenidas vendrá dado por los extremos de la recta de reparto que
pasa por el punto mezcla.
Laboratorio de Operaciones Unitarias II (PI-136/A) 7
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
Es habitual que en una sola etapa de extracción no se logre la separación
deseada, por lo que es refinado puede someterse a sucesivas etapas de
extracción. Si las siguientes etapas de extracción se realizan con disolvente puro
el procedimiento de cálculo sobre el diagrama ternario es idéntico al descrito. Así,
por ejemplo, en la segunda etapa el punto mezcla sería combinación lineal de R y
S.
DATOS EXPERIMENTALES
a) Refino: se titula una muestra de 10 ml con NaOH 0.01N
REFINO
t (min) V muestra (ml) V NaOH (ml) Conc. (N)
0 5 0.1 0.0020
5 5 0.15 0.0030
10 5 0.28 0.0056
15 5 0.32 0.0064
20 5 0.05 0.0010
25 5 0.05 0.0010
30 5 0.05 0.0010
35 5 0.05 0.0010
40 5 0.05 0.0010
[CH3COOH] =0.001Eq-g/L
b) Alimentación: se titula una muestra de 5 ml con NaOH 0.1N
ALIMENTACIÓN
NaOH (N) V muestra (ml) V NaOH (ml) Conc. (N)
1 5 2.8 0.56
[CH3COOH] =0.5600Eq-g/L
Flujo de alimentación: 2 L/h
Flujo de agua: 4 L/h
Laboratorio de Operaciones Unitarias II (PI-136/A) 8
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
DATOS TEÓRICOS
Hallando viscosidades:
Laboratorio de Operaciones Unitarias II (PI-136/A) 9
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
Densidad
Sustancia Masa molar (g/mol) Viscosidad (cP)
(g/ml)
Tolueno 92.141 0.84036 0.55
Ácido Acético 60.053 1.01506 1.2
Agua 18.015 0.99654 0.95
Soluto Solvente Difusividad *10^5 (cm2/s)
Ácido acético Tolueno 2.26
Ácido acético Agua 1.24
Los datos han sido obtenidos del “Manual del Ingeniero Químico” – Perry, Chilton
CALCULOS Y RESULTADOS:
1.1. FLUJOS
Refino(R) Solvente (S)
(A+C)
x2 y2
Alimentación (F) Extracto (E)
(A+C) (S+C)
x1 y1
Donde: A: Tolueno
B: Agua
C: Ac. Acético
x1 = Conc. de Ac. Acético en la Alimentación
x2 = Conc. de Ac. Acético en el Refino
Laboratorio de Operaciones Unitarias II (PI-136/A) 10
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
y1 = Conc. de Ac. Acético en el Extracto
y2 = Conc. de Ac. Acético en el Solvente
a) Alimentación
Para una alimentación según la escala del rotámetro: Q = 2 L/h
Según la calibración para la alimentación (véase tabla de anexo B de la guía de
laboratorio de LOU II)
Q = 3.5 L/h
Q = 0.000972 L/s
Se tiene:
[CH3COOH] =0.5600Eq-g/L
Se tiene:
Para el Acido Acético:
n Ac. Acetico = 0.00054432 mol/s PM = 60.053 gr/mol
W Ac. Acetico = 0.032688 g/s Densidad Ac Acético =1.015 g/mL
V Ac. Acetico = 0.0322 mL/s
Para el tolueno:
V Tolueno = Vt – V Ac Acetico
Vt = 0.972 mL/s
Vtolueno = 0.9398 mL/s Densidad Tolueno = 0.840 g/mL
W tolueno = 0.7897 g/s
𝑊𝐴𝑐.𝐴𝑐𝑒𝑡𝑖𝑐𝑜
𝑥1 =
𝑊𝑡𝑜𝑙 + 𝑊𝐴𝑐.𝐴𝑐𝑒𝑡𝑖𝑐𝑜
x1 = 0.03974
X1 = 0.041389
Laboratorio de Operaciones Unitarias II (PI-136/A) 11
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
De un balance de masa, se obtiene el flujo:
F = W Ac. Acetico + W Tol
F = 0.822 g/s
b) Solvente
Q = 4 L/h
Según la calibración para la alimentación (véase tabla de anexo B de la guía de
laboratorio de LOU II)
Q = 5.5 L/h
Q = 0.00152 L/s D agua = 0.99654 g/mL
S = 1.52249 g/s
c) Refino
[CH3COOH] =0.001Eq-g/L
Vtotal = 5 mL (0.005L)
Para el Acido Acético:
n Ac. Acetico = 0.000005 mol PM = 60.053 g/mol
W Ac. Acetico = 0.0003 g Densidad Ac. acético = 1.015 g/mL
V Ac Acetico = 0.00030 mL
Para el Tolueno.
Vtol = Vtotal – V Ac Acetico
Vtolueno = 4.9997 mL D tolueno = 0.84 g/mL
W tolueno = 4,1997 g
x2 = 0.00007146
X2 = 0.000071465
Laboratorio de Operaciones Unitarias II (PI-136/A) 12
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
Ordenando datos se tiene:
F = 0.822 gr/s
x1 = 0.03974
S = 1.52249 gr/s
y2 = 0
x2 = 0.00007146
Ahora falta:
R = ¿?
E = ¿?
y1 = ¿?
Planteando los balances de masa:
Balance general:
𝑭+𝑺=𝑹+𝑬
Balance por componente Ac. Acetico
𝐹𝑥1 + 𝑆𝑦2 = 𝑅𝑥2 + 𝐸𝑦1
Balance por componente de Agua
𝑆 = 𝐸(1 − 𝑦1 )
Se tiene 3 ecuaciones con 3 incógnitas
Resolviendo se obtiene:
R = 0.7900 g/s
E = 1.555 g/s
y1 = 0.021
Laboratorio de Operaciones Unitarias II (PI-136/A) 13
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
Se obtienen los siguientes datos:
Para la curva de equilibrio, por ser concentraciones muy bajas se puede
representar mediante la ecuación de una recta para el intervalo d trabajo:
x y* X Y* Yop
0.00000 0.00000 0.000000 0 -0.00007
-1.8935E-
0.00010 0.00150 0.000100 0.00150225 05
0.00020 0.00300 0.000200 0.00300903 3.214E-05
0.00030 0.00450 0.000300 0.00452034 8.3226E-05
0.00040 0.00600 0.000400 0.00603622 0.00013432
0.00050 0.00750 0.000500 0.00755668 0.00018543
0.00100 0.01500 0.001001 0.01522843 0.00044111
0.00200 0.03000 0.002004 0.03092784 0.00095325
0.00300 0.04500 0.003009 0.04712042 0.00146641
0.00400 0.06000 0.004016 0.06382979 0.0019806
0.00500 0.07500 0.005025 0.08108108 0.00249583
Y=15*x
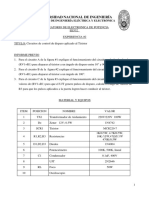
Graficando curva de equilibrio y curva de operación:
Y m* X b
x y X Y
1 0.039744 0.02098799 0.041389 0.021437929
2 0.0000715 0 0.0000715 0
Y=0.4077*X-0.0003
Laboratorio de Operaciones Unitarias II (PI-136/A) 14
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
0.09
0.08
0.07 y = 16.038x - 0.0004
0.06
0.05
0.04
0.03
y = 0.5189x - 4E-05
0.02 R² = 1
0.01
0
0.000000 0.005000 0.010000 0.015000 0.020000 0.025000 0.030000 0.035000 0.040000 0.045000
-0.01
1.2. FRACCIÓN HUECA
Laboratorio de Operaciones Unitarias II (PI-136/A) 15
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
1.3 ÁREA INTERFACIAL ESPECÍFICA
Diámetro del alambre: 0.0002 m
Longitud del alambre: L 318.31 m
A interfacial=
A interfacial = 0.2 m2
El área interfacial específica será:
AInterfacial
a
VEmpaque
a = 971.223 m2/m3
1.3. CÁLCULO DEL NtOR
Hallando NtOR
x y2 / m R R
Ln 1 1
x 2 y 2 / m mE mE
NtOR
R
1
mE
Donde:
R = Flujo de refino en Kg/m2s
E = Flujo de extracto en Kg/m2s
m = 15
x1 = 0.03974
x2 = 0.0000714
y2 = 0
Laboratorio de Operaciones Unitarias II (PI-136/A) 16
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
Reemplazando los valores, se obtiene:
NtOR = 6.518
1.4. CÁLCULO DEL HtOR
UR
H tOR
KtOR a
c = 62.18 lb/pie3
d = 52.438 lb/pie3
g = 416948031.5 pie/hr2
a = 296.0 pie2/pie3
c = 1 cp
Dc = 1,24*10-9 m2/s
d = 0.6 cp
Dd = 2,26*10-9 m2/s
= 915200 lb/hr2
m= 0.0579
0.951
Reemplazando datos se tiene:
KtORa = 8.349
UR = 5.531 pie/h
HtOR = 0.663
Laboratorio de Operaciones Unitarias II (PI-136/A) 17
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
1.5. CÁLCULO DE LA ALTURA TEÓRICA:
Z HtOR * NtOR
Z= 3.706 pie
Z= 1.130 m
1.6. CALCULO DEL PORCENTAJE DE EFICIENCIA:
Zteórico
% Eficiencia *100
Z real
% Eficiencia = 90
ZREAL= 1.25 m
Laboratorio de Operaciones Unitarias II (PI-136/A) 18
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
OBSERVACIONES
Se proceso llegó rápidamente al equilibrio en un tiempo menor de 30 min,
llegando a una concentración del refino de 0.001.
Para realizar la operación se eligió una sustancia que sea inmiscible en
agua, por eso se trabajó con tolueno.
Las pendientes características de la curva de equilibrio porque son
concentraciones muy diluidas.
Las aletas hacen que el tolueno se disperse, de unas burbujas grandes a
unas pequeñas.
No se tiene una agitación adecuada en la operación ya que hay burbujas de
diferente tamaño en cada etapa y esto baja el rendimiento de la
transferencia de masa.
Se debe tener un buen control en el nivel de la interface tolueno – agua ya
que el agua podría salir junto con el refinado.
CONCLUSIONES
El equipo tiene un buen rendimiento, puesto que ha habido una buena
transferencia del soluto, esto se refleja en la concentración hallada en el
refino con respecto al ácido acético. Si se hubiera tenido una eficiente
agitación se hubiera tenido una mejor eficiencia de extracción.
En las gotas es donde se da la transferencia y para mejorar esa
transferencia nos conviene tener gotas más pequeñas y tener una mayor
zona de mezcla por lo tanto debemos tener en cuenta las relaciones que se
dan entre la zona de mezclado a la altura del empaque.
Este equipo es recomendable operando a nivel de laboratorio obteniéndose
buenos resultados; pero solo para investigación ya que a nivel industrial se
optan por la destilación, absorción, evaporación, etc., operaciones que
tienen más aplicación y son más rentables.
Laboratorio de Operaciones Unitarias II (PI-136/A) 19
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
ANEXOS
EQUIPOS UTILIZADOS PARA LA EXTRACCIÓN LÍQUIDO-LÍQUIDO
1. Modos de Operación
Son muy variadas las formas a la que se lleva a cabo la extracción líquido-líquido,
normalmente se trabaja en forma continua, ya sea por etapas o contacto continuo.
Contacto por Etapas.- Puede realizarse de diversas maneras según la forma como
el disolvente extractor se mezcla con el líquido alimentado
• Extracción en una sola etapa
• Extracción en varias etapas a corriente cruzada
• Extracción en varias etapas a contracorriente continua
• Extracción a corriente continua con reflujo
La extracción líquido – líquido es análoga a la absorción. El disolvente se
introduce por el extremo inferior de la columna con una inspección de gotas que
ascienden a través de la alimentación que es la fase continua alimentada por el
extremo superior de la columna. La columna puede llenarse de anillos cerámicos o
algún otro dispositivo, tal como, discos giratorios, platos punzantes o un anillo
giratorio para mezclar en forma continua las dos fases y hacer que se realice la
separación, el disolvente contenido en la corriente de extracto y del refinado deben
separarse y recircularse para la economía de la operación, y eso se consigue por
destilación.
Balance de materia de extracción en una sola etapa
Laboratorio de Operaciones Unitarias II (PI-136/A) 20
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
Balance Total
F0 + S = R + E = M
Dónde:
S: Flujo de alimentación del solvente o disolvente
E: Flujo de extracto obtenido
F0: Flujo de Alimentación del material fresco
R: Flujo de los lodos o refinados
X: Fracción en peso según las corrientes de masa de F ó R
Y: Fracción en peso según las corrientes de S ó E
Balance de materia sistemas de extracción de múltiples etapas en contracorriente
Balance de Materia Total
F0+ SN+1 = RN + E1 = M
Laboratorio de Operaciones Unitarias II (PI-136/A) 21
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
2. Aparatos de extracción
En la extracción líquido–liquido, lo mismo que en la absorción de gases y
destilación, es preciso poner en contacto dos fases para permitir la transferencia
de materia y después separarlas. En la absorción y destilación, la separación de
las fases es fácil y rápida. En la extracción, sin embargo, las dos fases tienen
densidades comparables, de forma que la energía disponible para mezcla y
separación, si se utiliza flujo por gravedad, es pequeña; mucho menor que en caso
de una fase liquida y gaseosa. Las viscosidades de ambas fases son difíciles de
mezclar y todavía más difíciles de separar. Las viscosidades de ambas fases
también son relativamente elevadas y las velocidades lineales a través de la
mayor parte del equipo de extracción son bajas. En algunos tipos de extractores,
por lo tanto, la energía de mezcla y separación se comunican mecánicamente.
El equipo de extracción opera ya sea por cargas o de forma continua. Una cierta
cantidad de líquido de alimentación puede mezclarse con una cantidad
determinada de solvente en un tanque agitado; después se dejan decantar las
fases y se separan. El extracto es la capa de solvente más el soluto extraído y el
refinado es la capa de la que se ha separado el soluto. El extracto será más ligero
o más pesado que el refinado, de forma que el extracto unas veces sale por la
parte superior del equipo y otras por el fondo. Por supuesto que es posible
repetir la operación si se requiere más de un contacto, pero cuando las cantidades
que intervienen son grandes y se necesitan varios contactos, resulta más
económico el flujo continuo. La mayor parte del equipo de extracción es continuo
con sucesivas etapas de contacto o bien con contacto diferencial. Tipos
representativos son los mezcladores-sedimentadores, las torres verticales de
diferentes tipos que operan con flujo por gravedad, los extractores de torre
agitados y los extractores centrífugos. Las características de diferentes tipos de
equipo de extracción se presentan en la tabla 3.8. La extracción liquido-liquido
también puede llevarse a cabo utilizando membranas porosas. Este método es
prometedor en el caso de separaciones difíciles
Laboratorio de Operaciones Unitarias II (PI-136/A) 22
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
Tabla 2. Características de funcionamiento de equipo comercial de extracción
Capacidad de
Espaciado
líquido de las Eficiencia
HTU entre Aplicaciones
Tipo corrientes del plato o
ft platos o típicas
combinadas de la etapa
etapas
(ft3/ft2 h) (%)
(In)
Proceso Duo-Sol
Mezclador-
75-100 para aceites
sedimentador
lubricantes
Columna de Extracción de sal
pulverización con amoniaco a
50-250 10-20
(rociado o partir de sosa
spray) cáustica
Columna Recuperación de
20-150 5-20
empacada fenol
Columna de Proceso furfural
platos 10-200 1-20 6-24 30-70 para aceite
perforados lubricante
Columna de
Recuperación de
placas 60-105 4-6 5-10 4-6
ácido acético
deflectoras
Químicos
Torre agitada 50-100 1-2 80-100 12-24 farmacéuticos y
orgánicos
Mezcladores - Sedimentadores
Para la extracción discontinua, el mezclador y el sedimentador pueden der la
misma unidad. Es muy frecuente el uso de un taque que contiene un agitador de
aspas (propulsor) o turbina. Al terminar el ciclo de mezcla, se detiene el agitador y
las capas se dejan decantar por gravedad, retirando después el extracto y refinado
que se recogen en recipientes separados, sacándolos a través de una línea
inferior de descarga provista de una mirilla de vidrio. Los tiempos de mezcla y
sedimentación que se requieren para una extracción determinada solo se obtienen
por experimentación: son típicos cinco minutos para mezcla y diez minutos para
sedimentación, pero son frecuentes tiempos muchos mayores y menores.
Laboratorio de Operaciones Unitarias II (PI-136/A) 23
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
En el caso de flujo continuo, el mezclador y sedimentador son piezas distintas del
equipo. El mezclador puede ser un pequeño tanque agitado equipado con líneas
de entrada y salida, así como placas deflectoras para evitar la formación de cortos
circuitos; también puede ser una bomba centrifuga u otro mezclador de flujo. El
sedimentador con frecuencia es un sencillo decantador continuo que trabaja por
gravedad. Con líquidos que se emulsionan con facilidad y que tienen densidades
aproximadamente iguales, tal vez será necesario hacer pasar la descarga del
mezclador a través de un tamiz o una pieza de fibra de vidrio para que puedan
coalescer las gotitas de la fase dispersa antes de que sea posible la
sedimentación por gravedad. Para separaciones más difíciles, se emplean
centrifugas tubulares o tipo disco.
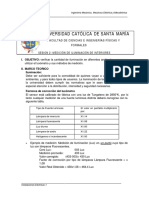
Figura 5. Sistema de extracción mezclador-sedimentador
Si, como es habitual, se quieren varias etapas de contacto, se utiliza un tren de
mezcladores-sedimentadores que opera con flujo en contracorriente, tal como se
muestra en la figura 5. El refinado procedente de cada sedimentación constituye la
alimentación del siguiente mezclador, en el que se pone en contacto con extracto
Laboratorio de Operaciones Unitarias II (PI-136/A) 24
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
intermedio o solvente fresco. El principio es el mismo que el de un sistema de
lixiviación continuo con etapas en contracorriente.
Torres de pulverización y de relleno
Estos extractores de torre operan con contacto diferencial y no por etapas, de
modo que la mezcla y sedimentación tienen lugar de forma simultánea continua.
En la torre de pulverización que se presenta en la figura el líquido menos denso
se introduce por el fondo y se distribuye en pequeñas gotas por medio de las
boquillas A. Las gotas de líquido ligero ascienden a través de la masa del líquido
más pesado que desciende por la torre como una corriente continua. Las gotas se
recogen en la parte superior y forman la corriente del líquido más ligero que sale
por la parte superior de la torre. El líquido más pesado sale por el fondo de la
torre. En la figura 6, la fase ligera es la fase dispersa mientras que la más pesada
es la continua. Esto puede invertirse, rociando la corriente más pesada de la fase
más ligera en la cima de la columna, para que descienda con la fase dispersa a
través de una corriente continua del líquido más ligera. La elección de la parte
dispersa depende las velocidades de flujo, de las viscosidades, así como de las
características de mojado (humectación) de ambas fases, y por lo general se basa
en la experiencia. La fase con mayor velocidad de flujo puede dispersarse para
obtener una mayor área de contacto, pero, si hay una importante diferencia de
viscosidades, se dispersa la fase más viscosa con el fin de obtener una mayor
velocidad de sedimentación. Algunos dicen que en las torres empacadas, la fase
continua deberá mejorar el empaque, pero esto no es necesario para un buen
funcionamiento. Cualquiera que sea la fase dispersa, el movimiento de las gotas a
través de la columna pone constantemente el líquido de la fase dispersa en
contacto fresco con la otra para producir una eficiencia equivalente a una serie de
mezcladores-sedimentadores. Hay una transferencia continua de materia entre las
fases, y la composición de cada fase varia a medida que circula por la torre. A
cualquier nivel dado, el alejamiento del equilibrio es la que proporciona la fuerza
Laboratorio de Operaciones Unitarias II (PI-136/A) 25
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
impulsora para la transferencia de materia. La velocidad de transferencia de es
relativamente baja en comparación con la absorción o la destilación y una columna
alta puede ser equivalente a solo unas solas etapas ideales. En torres reales de
pulverización, el contacto entre las gotas y la fase continua con frecuencia es más
efectiva en la región en done se forman las gotas. Esto se debe a una mayor
velocidad de transferencia de materia en las gotas recientemente formando o
aretromezclado de la fase continúa en cualquier caso, el aumento de la altura no
conduce a un aumento proporcional del número de etapas; es mucho más efectivo
redispersar las gotas a intervalos frecuentes a lo largo de la torre. Esto puede
realizarse llenando la torre con empaquetes, tales como anillos o monturas. El
empaquete provoca la coalescencia y regeneración de las gotas y, puede
aumentar el número de etapas para una altura dada de la columna. Las torres
empacadas se asemejan a las torres de pulverización en la sencillez y pueden
construirse para resolver casi cualquier problema de corrosión o presión a un
costo razonable. Su principal desventaja es que lo solidos tienen a depositarse
sobre el empaque y provocan canalización.
FIGURA 6. Torre de pulverización (rociado); A, boquilla para distribuir el líquido
ligero
Laboratorio de Operaciones Unitarias II (PI-136/A) 26
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
Torres de platos perforados
La redispersion de las gotas del líquido se puede realizar también por medio de
platos perforados transversales, análogos a los de estilización. Estas
perforaciones en una torre de extracción son de un entero y un medio a cuatro
enteros y un medio mm de diámetro. El espaciado entre los platos varía de 150 a
600 mm (de 6 a 24 in). Por lo general el líquido ligero es la fase dispersa y los
conductos de descenso permiten el paso de la fase continua de un plato a otro.
Tal como muestra la figura 7 a, el líquido ligero se recoge formando una delgada
capa de bajo de cada plato y se proyecta en forma de chorros en el interior de la
capa gruesa del líquido pesado situado encima. En la figura 7 b, se ilustra un
diseño modificado, en que las perforaciones solo existen en un lado del plato,
alternando a la derecha y a la izquierda de un plato a otro. Casi toda la extracción
tiene lugar en la zona de mezcla situada encima de a perforaciones; en liquido
ligero (aceite) asciende y se acumula en un espacio debajo del plato superior,
fluyendo entonces transversalmente sobre un vertedero hasta la siguiente serie de
perforaciones. El líquido pesado que forma la fase continua (solvente) pasa
horizontalmente desde la zona de la mezcla hasta la zona de sedimentación,
donde las finas gotas del líquido ligero tienen la oportunidad de separarse y
ascenderte hacia el plato superior. Con frecuencia este diseño reduce en forma
considerable la cantidad de aceite que el solvente arrastra hacia abajo y aumenta
la efectividad del extractor.
Laboratorio de Operaciones Unitarias II (PI-136/A) 27
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
Figura 7. Torres de extracción de platos: a) perforaciones en platos horizontales;
b) plato perforado de vertedero de cascada con zonas de mezcla y sedimentación
Torres de placas reflectoras
Estas torres de extracción contienen una serie de placas deflectoras horizontales.
El líquido pesado fluye por encima de cada placa y cae al inferior en cascada; el
líquido ligero fluye por debajo de cada placa y se proyecta en forma de roció hacia
arriba desde el borde a través de la fase pesada. Los dispositivos más frecuentes
son los de discos y anillos así como los de placas segmentadas, que van de un
lado a otro. En ambos tipos el espaciado entra las placas es de 100 a 150 mm (4 a
6 in). Las torres de placas deflectoras carecen de pequeñas perforaciones que
puedan obstruirse o aumentar de diámetro por la corrosión. Son capaces de tratar
soluciones sucias que contienen sólidos en suspensión; una modificación de las
torres e discos y anillos que están equipadas con raspadoras con el fin de separar
los sólidos que se depositan sobre las placas. Puesto a un flujo del líquido es
suave y llano, sin cambios bruscos de velocidad y dirección, las torres de placas
son muy convenientes para líquidos que se emulsifican fácilmente. Sin embargo,
por la misma razón, no son efectivos como mezcladores y cada placa equivalente
solamente a a0.005 a 0.1 a etapa ideal.
Laboratorio de Operaciones Unitarias II (PI-136/A) 28
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
Torres agitadas
Los mezcladores- sedimentadores comunican energía mecánica para la mezcla
de dos fases liquidas, pero los extractores torre descritos hasta ahora no, si no
que depende del flujo por gravedad tanto para la mezcla, como para la
separación. Sin embargo, en algunos extractores e torres se comunican en
energía mecánica por medio de turbinas interiores u otros agitadores, instalados
sobre un eje central rotatorios. En el contractor de discos rotatorios que se ilustra
en la figura 8 a, discos planos dispersan el líquido y lo impelen hacia la pared de
la torre, donde anillos estáticos crean zonas de reposo en las que se separan las
fases. En otros diseños hay puntos de impulsadores (o aspas) que son
separadores por zonas de calma para dar lugar, de hecho, a un sistema de
mezcladores sedimentadores uno Los mezcladores- sedimentadores comunican
energía mecánica para la mezcla de dos fases liquidas, pero los extractores torre
descritos hasta ahora no, si no que depende del flujo por gravedad tanto para la
mezcla, como para la separación. Sin embargo, en algunos extractores e torres
se comunican en energía mecánica por medio de turbinas interiores u otros
agitadores, instalados sobre un eje central rotatorios. En el contractor de discos
rotatorios que se ilustra en la figura 8 a, discos planos dispersan el líquido y lo
impelen hacia la pared de la torre, donde anillos estáticos crean zonas de reposo
en las que se separan las fases. En otros diseños hay puntos de impulsadores (o
aspas) que son separadores por zonas de calma para dar lugar, de hecho, a un
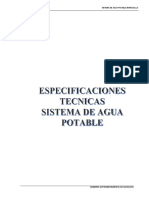
sistema de mezcladores sedimentadores uno encimas de otros. En el extractor
de York-Scheibel que se representa en la figura 8 b, las regiones que rodean a
los agitadores están empacadas con tela metálica para favorecer la coalescencia
y la separación de las fases. La mayor parte de la extracción tiene lugar en las
secciones de la mezcla, aunque también se produce algo en la secciones de
calma, de forma que la eficiencia de cada unidad de mezclador-sedimentador es
a veces superior al 100%. Por lo regular cada mezclador-sedimentador tiene una
altura de 300 a 600 mm (1 a 2 ft), de forma que es posible obtener varios
Laboratorio de Operaciones Unitarias II (PI-136/A) 29
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
contactos teóricos como una altura razonablemente corta de columna. Sin
embargo, el problema de mantenimiento de las partes móviles internas,
especialmente con líquidos corrosivos, constituyen una seria desventaja.
Figura 8. Extractores de torre agitada: a) unidad de discos rotatorios; b) extractor
de York-Sheibel
Laboratorio de Operaciones Unitarias II (PI-136/A) 30
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
Columnas pulsadas
La agitación puede también comunicarse por medios externos, tal como ocurre en
las columnas pulsadas. Una bomba reciprocante “pulsa” todo el contenido de la
columna a intervalos frecuentes, de forma que un rápido movimiento reciprocante
de amplitud relativamente pequeña se superpone al flujo ordinario de las fases
liquidas. La torre es de empaque ordinario, o bien, de platos perforados
especiales. En una torre empacada, la pulsación dispersa los líquidos y suprime la
canalización, de manera que mejora de forma considerable el contacto entre las
fases. En las torres de platos perforados pulsadas, las perforaciones son más
pequeñas que en las torres no pulsadas, oscilando entre 1.5 a 33 mm de diámetro,
con un área abierta total en cada plato de 6 a 26 % de la sección transversal de la
torre. Estas torres utilizan casi siempre para tratar líquidos radioactivos altamente
corrosivos. No utilizan conductos de descenso. En el comportamiento ideal, la
pulsación provoca, la dispersión del líquido ligero en la fase pesada en la carrera
ascendente, mientras que la fase pesada se proyecta en forma de chorro en la
fase ligera durante la carrera ascendente. En estas condiciones la eficiencia de las
etapas puede ser de 70%. Sin embargo, esto es posible solo cuando los
volúmenes de las dos fases son aproximadamente iguales y cuando casi no hay
variación de volumen durante la extracción. En el caso más frecuente, las
dispersiones sucesivas son menos afectivas y hay retromezclado de una fase en
una dirección, con lo cual la eficiencia de los platos disminuye a 30%. En
columnas pesadas, tanto de empaquete como de platos perforados, la altura que
se requiere para obtener un determinado número de contactos teóricos es con
frecuencia menor que la tercera parte de la requerida en una columna no pulsada.
Laboratorio de Operaciones Unitarias II (PI-136/A) 31
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
Figura 9. Columna de pulsos
Laboratorio de Operaciones Unitarias II (PI-136/A) 32
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
6.7. Extractores centrífugos
La dispersión y separación de las fases se aceleran considerables por medio de la
fuerza centrífuga, tal como sucede en varios extractores comerciales. El extractor
Podbielniak contiene una cinta perforada situada en el interior de una pesada
carcasa metálica, que va enrollada en espiral alrededor de un eje hueco
horizontal, a través del cual entra y salen los líquidos. En líquido ligero se bombea
hasta la parte exterior de la espiral a una presión comprendida entre 3 y 12 atm
para vencer la fuerza centrífuga, mientras que el líquido pesado se introduce por el
centro. Los líquidos fluyen en contracorriente a través del pasado formado por la
cinta y las paredes de la carcasa. El líquido pesado se mueve hacia afuera a lo
largo de la cara externa del espiral, mientras que el líquido ligero es forzado por
desplazamiento a fluir hacia adentro a lo largo de la cara interna. Se genera así un
rociado altamente cortante en la superficie de contacto liquido-liquido dando lugar
a una rápida transferencia de materia. Además, parte del líquido se rocía a través
de las perforaciones de la cinta y aumenta la turbulencia. En una sola maquina es
posible conseguir hasta 20 contactos teóricos, si bien los as frecuente es de 3 a 10
contactos teóricos. Los extractores centrífugos son caros y encuentran una
aplicación relativamente imitada. Tienes la ventaja de producir muchos contactos
teóricos en un pequeño espacio y tener tiempos de residencia muy pequeños (del
orden de 4 segundos). Son muy valiosos para la extracción de productos sensibles
tales como vitaminas y antibióticos.
Laboratorio de Operaciones Unitarias II (PI-136/A) 33
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
Figura 10. Extractor centrífugo de Podbielniak
6.8 Equipo auxiliar
La fase dispersa de una torre de extracción se deja coalescer en algún punto para
formar una capa continua de la que se retira una corriente de producto. La
superficie de contacto entre esta capa y la fase continua predominante se forma
en una sección abierta en la cima o en el fondo de una torre empacada, en una
torre de platos perforados la sección abierta se forma dentro de la parte superior
de la torre cuando la fase ligera se dispersa. Si la fase pesada es la q dispersa, la
superficie de contacto entre ambas fases se mantiene cerca del fondo de la torre.
El nivel de esta superficie de contacto controla automáticamente de una forma
análoga al caso de un decantador continuo por gravedad por medio de una línea
Laboratorio de Operaciones Unitarias II (PI-136/A) 34
Universidad Nacional de Ingeniería
Facultad de Ingeniería Química y Textil
de venteo de sobre flujo para la fase pesada. En las columnas grandes la
superficie de contacto se mantiene a veces en el nivel deseado por medio de un
controlador de nivel que acciona una válvula situada la línea de descarga de
líquido pesado.
En la extracción liquido-liquido casi siempre es necesario separar el solvente del
extracto o de refinado, o de ambos. Por tanto, resulta esenciales equipos
auxiliares tales como sistemas de destilación, evaporadores, calentadores y
condensadores, para su empleo en sistemas de extracción y, con frecuencia, en
su costo es mucho mayor que el dispositivo de extracción entre sí.
BIBLIOGRAFÍA
Operaciones de transferencia de masa, Robert E. Treybal, Editorial Mc
Graw Hill, 1980 México
Liquid – Liquid Extraction With York-Scheibel Colum, Maxarand D. Phadke,
junio 1983.
Guía de laboratorio de operaciones unitarias, Extracción Liquido-Liquido,
Ing. Erik Menzala C.
“Perry’s Chemical Engineer’s Handbook” – Robert H. Perry, 7ma Edición –
McGraw-Hill, Phisical and chemical data.
Laboratorio de Operaciones Unitarias II (PI-136/A) 35
También podría gustarte
- Trabajo de Polimeros FinalDocumento9 páginasTrabajo de Polimeros FinalRodrigo RattoAún no hay calificaciones
- Propilenglicol 3ºavanceDocumento25 páginasPropilenglicol 3ºavanceRodrigo RattoAún no hay calificaciones
- Diseño de MOLINO DE BOLASDocumento123 páginasDiseño de MOLINO DE BOLASEDUARDOAún no hay calificaciones
- Guia BP Pollo PavoDocumento28 páginasGuia BP Pollo PavoRodrigo RattoAún no hay calificaciones
- HDSM - 0181-E - GAS LICUADO DE PETROLEO (GLP) - 01.07.2018 (Pluspetrol)Documento7 páginasHDSM - 0181-E - GAS LICUADO DE PETROLEO (GLP) - 01.07.2018 (Pluspetrol)Edwin MARIN CABRERAAún no hay calificaciones
- Actividad de Evaluación 1 JuanDocumento10 páginasActividad de Evaluación 1 JuanM3NCHOAún no hay calificaciones
- Pruebas Mecánicas A Películas de ResinaDocumento60 páginasPruebas Mecánicas A Películas de ResinaAngélica SixtosAún no hay calificaciones
- FasoresDocumento9 páginasFasoresVíctor Hurtado FerrerAún no hay calificaciones
- Say BoltDocumento3 páginasSay BoltJosé RiveraAún no hay calificaciones
- Informe - Anual - Altos Hornos de MexicoDocumento134 páginasInforme - Anual - Altos Hornos de MexicoRicardo HdezAún no hay calificaciones
- Prueba de Rutina de Un Transfomador de PotenciaDocumento7 páginasPrueba de Rutina de Un Transfomador de PotenciaJose Luis Manuel Fala CarbajalAún no hay calificaciones
- n12 de La Digitalizacion de La Cultura A La Cultura Digital 1 8Documento8 páginasn12 de La Digitalizacion de La Cultura A La Cultura Digital 1 8Jorge Alejandro Léon Sanchez100% (1)
- Lab2 Ee532Documento5 páginasLab2 Ee532Sebastian Nizama ZapataAún no hay calificaciones
- Andres Felipe Pachon Flechas: Pregunta Sin Contestar Puntúa Como 10,00Documento6 páginasAndres Felipe Pachon Flechas: Pregunta Sin Contestar Puntúa Como 10,00Felipe PachonAún no hay calificaciones
- Principio de PurificadorDocumento10 páginasPrincipio de Purificadorpaola sotoAún no hay calificaciones
- Julián Mellado-WPS OfficeDocumento2 páginasJulián Mellado-WPS OfficeEdwar SalasAún no hay calificaciones
- Tarea de Taller de Investigacion.Documento6 páginasTarea de Taller de Investigacion.Luis OchoaAún no hay calificaciones
- 2.2 Produccion y Distribucion HidraDocumento8 páginas2.2 Produccion y Distribucion HidragacbvmAún no hay calificaciones
- Introducción A La ElectricidadDocumento147 páginasIntroducción A La ElectricidadMohammed El-AzmaniAún no hay calificaciones
- Tarea QuimicaDocumento2 páginasTarea QuimicaAdanParedesTarazona100% (1)
- Otan - IpenDocumento24 páginasOtan - IpenSandro Sotomayor50% (2)
- 2022-05-09 SIS Wall Combination Planos 01Documento21 páginas2022-05-09 SIS Wall Combination Planos 01Mauro PenoneAún no hay calificaciones
- Modelo Descripcion de MercanciaDocumento3 páginasModelo Descripcion de MercanciaTecno Industrias C.A.Aún no hay calificaciones
- La Soldadura DiapositivasDocumento22 páginasLa Soldadura DiapositivasPatricia Eveling Espinoza Nuñez100% (3)
- Manual Hidraulica 2019Documento84 páginasManual Hidraulica 2019deanydarinka2014Aún no hay calificaciones
- Mandos de Maquinas HidraulicasDocumento162 páginasMandos de Maquinas HidraulicasRicky Mclaughlin89% (9)
- Norma JA1012SAE SP VersionDocumento67 páginasNorma JA1012SAE SP VersionRodrigo Escudero100% (3)
- ExamenDocumento5 páginasExamenjulian80% (5)
- Práctica 5. Tubería de PPR - ImaDocumento5 páginasPráctica 5. Tubería de PPR - ImaceliaAún no hay calificaciones
- Informe 3 Oxidacion Del Yoduro Con Peroxido de Hidrogeno en Medio AcidoDocumento13 páginasInforme 3 Oxidacion Del Yoduro Con Peroxido de Hidrogeno en Medio AcidoAntonio Zapata Solis100% (2)
- 10-Entalpía y EntropíaDocumento19 páginas10-Entalpía y EntropíaJ.R. Olvera75% (4)
- Medicion de Iluminacion Interiores PracticaDocumento7 páginasMedicion de Iluminacion Interiores PracticaEmilio Daniel Villalba LozanoAún no hay calificaciones
- Cap IiiDocumento17 páginasCap IiiLuz AlvarezAún no hay calificaciones
- Especificaciones Tecnicas PDFDocumento120 páginasEspecificaciones Tecnicas PDFDavidTitoCoaquiraAún no hay calificaciones