También podría gustarte
- Proyecto de Grado Paso 2Documento18 páginasProyecto de Grado Paso 2Majo MartínezAún no hay calificaciones
- Fase4 ResultadosyRecomendaciones 27Documento13 páginasFase4 ResultadosyRecomendaciones 27Majo Martínez100% (2)
- 13 Multimillonario Intrépido ZaneDocumento168 páginas13 Multimillonario Intrépido ZaneMajo Martínez100% (3)
- Multimillonaria Libre Chloe La Obsesion Del Multimillonario Libro 8 Spanish Edition J. S. Scott 1 PDFDocumento169 páginasMultimillonaria Libre Chloe La Obsesion Del Multimillonario Libro 8 Spanish Edition J. S. Scott 1 PDFledy Taborda67% (6)
- 13 Multimillonario Intrépido ZaneDocumento168 páginas13 Multimillonario Intrépido ZaneMajo Martínez100% (3)
- Millonario IndomitoDocumento170 páginasMillonario Indomitodiela100% (2)
- Multimillonario DesatadoDocumento123 páginasMultimillonario DesatadoAndrea Herrera100% (6)
- J.S. Scott - Serie La Obsesión Del Millonario 05 - Corazón de Multimillonario - SamDocumento135 páginasJ.S. Scott - Serie La Obsesión Del Millonario 05 - Corazón de Multimillonario - SamMaria Julia Lopez94% (18)
- Ap6 Aa13 Ev7 PDFDocumento3 páginasAp6 Aa13 Ev7 PDFMayulei Rangel GarayAún no hay calificaciones
- Definicion de Cumplimiento de Expectativas 2022Documento137 páginasDefinicion de Cumplimiento de Expectativas 2022Herlita ArbildoAún no hay calificaciones
- Semana 6 - EtnografíaDocumento40 páginasSemana 6 - EtnografíaKarma DrawssAún no hay calificaciones
- FT Especial N° 006 PQAGN500 - Gobierno Regional CuscoDocumento2 páginasFT Especial N° 006 PQAGN500 - Gobierno Regional CuscoRoger Vila RojasAún no hay calificaciones
- Inventarios y Almacenes - Sesión 04 y 05Documento21 páginasInventarios y Almacenes - Sesión 04 y 05neosangelssAún no hay calificaciones
- Administración de TiempoDocumento10 páginasAdministración de TiempoPERMANCIA UCCAún no hay calificaciones
- Simulador de Paracaidismo ... Producto1Documento15 páginasSimulador de Paracaidismo ... Producto1Bismar FrancesAún no hay calificaciones
- 2 - Fallo - Nestle - Confundibilidad - MarcariaDocumento10 páginas2 - Fallo - Nestle - Confundibilidad - MarcariaLuly MurilloAún no hay calificaciones
- Proimpo LeanDocumento113 páginasProimpo LeanLaura M. UribeAún no hay calificaciones
- Creaciòn de Marca para Web - Erika Chaves - Alison CanoDocumento15 páginasCreaciòn de Marca para Web - Erika Chaves - Alison CanoErika Liliana Chaves EnriquezAún no hay calificaciones
- Paso A Paso Taller Principios y Valores Con Anexo Material de ApoyoDocumento5 páginasPaso A Paso Taller Principios y Valores Con Anexo Material de Apoyoanonigamer XDAún no hay calificaciones
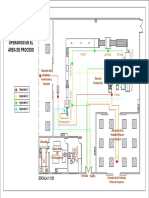
- 2.plano de La Distribución de OperariosDocumento1 página2.plano de La Distribución de OperariosMaria Renee Quintanilla VidalAún no hay calificaciones
- KFC 001Documento85 páginasKFC 001Jairo ReveloAún no hay calificaciones
- 20 - Tubo MecanicoDocumento2 páginas20 - Tubo MecanicoJean Carlos GonzalezAún no hay calificaciones
- Plan de Trabajo Tecnico Asistencia Administrativa - Octubre - 2020Documento8 páginasPlan de Trabajo Tecnico Asistencia Administrativa - Octubre - 2020Romeo Santos VitarAún no hay calificaciones
- Docente: Marcos Estremadoyro Agramonte - Curso: Derecho Empresarial IDocumento16 páginasDocente: Marcos Estremadoyro Agramonte - Curso: Derecho Empresarial IariadnaAún no hay calificaciones
- Presentacion Colombia LfnaDocumento18 páginasPresentacion Colombia LfnaYarle De avilaAún no hay calificaciones
- Base Pyme MuestraDocumento20 páginasBase Pyme MuestraAnaAún no hay calificaciones
- Exposición de Desarrollo OrganizacionalDocumento8 páginasExposición de Desarrollo OrganizacionalKeila Mercado AlvarezAún no hay calificaciones
- Practica de Contabilidad Tarea 2Documento35 páginasPractica de Contabilidad Tarea 2Jennifer Jiménez Ovalles75% (4)
- Administración de Los Canales de DistribuciónDocumento10 páginasAdministración de Los Canales de DistribuciónDarioAún no hay calificaciones
- EXPERIENCIA DE APRENDIZAJE #6 - 2º Grado CC SS 2023Documento4 páginasEXPERIENCIA DE APRENDIZAJE #6 - 2º Grado CC SS 2023aepa1978Aún no hay calificaciones
- Ejercicio Caso DMI LimpioDocumento5 páginasEjercicio Caso DMI LimpioMiguel HidalgoAún no hay calificaciones
- Modelo de Fichas de Resumen y BibliográficasDocumento6 páginasModelo de Fichas de Resumen y BibliográficasJosé Gabriel García HuamánAún no hay calificaciones
- Hipoteca en Garantía de Títulos Transmisibles Por Endoso o Al PortadorDocumento2 páginasHipoteca en Garantía de Títulos Transmisibles Por Endoso o Al PortadorJhomira Chaupis SarmientoAún no hay calificaciones
- Cuesrtionario Unidad 2 AuditoriaDocumento3 páginasCuesrtionario Unidad 2 AuditoriaNazario De Jesus Schz RdzAún no hay calificaciones
- Tecnicas de Manejo Del AmbienteDocumento6 páginasTecnicas de Manejo Del AmbienteDeyineth Hrnd'zAún no hay calificaciones
- Perfumes Con FeromonasDocumento7 páginasPerfumes Con FeromonasArturo CabarcasAún no hay calificaciones
- Esquema Tentativo - ServiciosDocumento2 páginasEsquema Tentativo - ServiciosBelén VelázquezAún no hay calificaciones
- Cocinas OcultasDocumento2 páginasCocinas Ocultascarlos gaitanAún no hay calificaciones