También podría gustarte
- Cep Ejercicio Unidad IiiDocumento2 páginasCep Ejercicio Unidad IiiJonathan JeremiasAún no hay calificaciones
- Unidad 3 ActividadDocumento3 páginasUnidad 3 ActividadRaymer Moreno67% (3)
- Control ProcesosDocumento3 páginasControl ProcesosSebastianFlorezBurgosAún no hay calificaciones
- Mate Matic As A Plica Das CastellanoDocumento3 páginasMate Matic As A Plica Das CastellanoPamela ChumbiaucaAún no hay calificaciones
- CalidadDocumento3 páginasCalidadAbraham José Usta Durango100% (1)
- Graficos de ShewartDocumento3 páginasGraficos de ShewartLEIDER TOSCANOAún no hay calificaciones
- Cartas de Control REALIZADO OscarDocumento13 páginasCartas de Control REALIZADO OscarOscar AndresAún no hay calificaciones
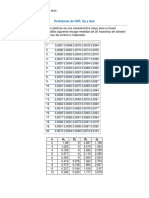
- Problemas de Cep CP y Cpk.Documento11 páginasProblemas de Cep CP y Cpk.lucas perezAún no hay calificaciones
- TRABAJO Semana 11-2Documento29 páginasTRABAJO Semana 11-2Alex Roj HyaAún no hay calificaciones
- Iversa ADocumento136 páginasIversa AAARÓN JHAN PIERRE ARÉVALO COTRINAAún no hay calificaciones
- Comparador de 2 Números de 3 Bits Con Ic7485Documento5 páginasComparador de 2 Números de 3 Bits Con Ic7485ALEX100% (2)
- 3 ExaDocumento4 páginas3 ExaRusmael Lagos PeraltaAún no hay calificaciones
- Tablas EstadísticasDocumento12 páginasTablas EstadísticasCarlos RiquelmeAún no hay calificaciones
- Semana 7 CalidadDocumento10 páginasSemana 7 CalidadCami A IribarrenAún no hay calificaciones
- Divisor de 2 Números de 3 BitsDocumento5 páginasDivisor de 2 Números de 3 BitsALEX33% (3)
- Tablas Estadísticas EANDocumento6 páginasTablas Estadísticas EANAngelo 243Aún no hay calificaciones
- Tabla Distribución NormalDocumento2 páginasTabla Distribución NormalSergio SedanoAún no hay calificaciones
- Tabla Distribución Normal EstándarDocumento2 páginasTabla Distribución Normal EstándarHusaitho Bruss Honorio ZevallosAún no hay calificaciones
- Tablas EstadísticasDocumento12 páginasTablas EstadísticasFranklin Alexander Sandoval BolañosAún no hay calificaciones
- Tabla Distribución Normal EstándarDocumento2 páginasTabla Distribución Normal EstándarLeslie ValenciaAún no hay calificaciones
- Tabla Distribución Normal EstándarDocumento2 páginasTabla Distribución Normal EstándarJoseph CanalesAún no hay calificaciones
- Tablas Estadísticas (Z y T)Documento4 páginasTablas Estadísticas (Z y T)Ronaldo CruzAún no hay calificaciones
- Tabla Distribución Normal Estándar PDFDocumento2 páginasTabla Distribución Normal Estándar PDFRicardo Huanca TrejoAún no hay calificaciones
- Tabla Distribución Normal EstándarDocumento2 páginasTabla Distribución Normal EstándarBetsy AmbarAún no hay calificaciones
- Tablas-Estadisticas A UsarDocumento6 páginasTablas-Estadisticas A UsarElsa QuispeAún no hay calificaciones
- Tabla Distribución Normal Estándar-1Documento2 páginasTabla Distribución Normal Estándar-1Sergio SedanoAún no hay calificaciones
- Tabla Distribución Normal Estándar PDFDocumento2 páginasTabla Distribución Normal Estándar PDFHarold Fuentes PonceAún no hay calificaciones
- Guia Lab 08 CIcpyDocumento44 páginasGuia Lab 08 CIcpyLiam Siles NuñezAún no hay calificaciones
- Tabla Distribución Normal Estandarizada Anti-AcumuladaDocumento2 páginasTabla Distribución Normal Estandarizada Anti-AcumuladaDelfi Carné100% (1)
- Tabla NormalDocumento1 páginaTabla Normalchaimae chahlalAún no hay calificaciones
- Q Function TableDocumento1 páginaQ Function Tablew4ffle100% (1)
- Q Function Table PDFDocumento1 páginaQ Function Table PDFTomAún no hay calificaciones
- Tabla Distribución Normal EstándarDocumento2 páginasTabla Distribución Normal EstándarRussell Alá VelascoAún no hay calificaciones
- Tabla Z 2Documento1 páginaTabla Z 2Benjamin Hernandez MarquezAún no hay calificaciones
- Tabla Estadística de La Distribución de PoissonDocumento2 páginasTabla Estadística de La Distribución de PoissonSamuel MoreAún no hay calificaciones
- Tabla Distribución Normal Estandarizada AcumuladaDocumento2 páginasTabla Distribución Normal Estandarizada AcumuladaDelfi CarnéAún no hay calificaciones
- 2018 Tablas Z, T Ah PDFDocumento5 páginas2018 Tablas Z, T Ah PDFalancondeAún no hay calificaciones
- 7 Tarea No.1Documento17 páginas7 Tarea No.1Gustavo Adolfo Sanchez RivasAún no hay calificaciones
- Laboratorio 2 Ensayo de CompresionDocumento10 páginasLaboratorio 2 Ensayo de Compresion???????Aún no hay calificaciones
- Tabla NormalDocumento2 páginasTabla NormalpedroAún no hay calificaciones
- Médio 2Documento3 páginasMédio 2dmyjmp2zzkAún no hay calificaciones
- 2 Tabla de Distribución Normal Estándar N (0,1)Documento2 páginas2 Tabla de Distribución Normal Estándar N (0,1)Danilo SilvaAún no hay calificaciones
- Solucion Indicial MATLABDocumento4 páginasSolucion Indicial MATLABCamilo OrmenoAún no hay calificaciones
- Tabla de Probabilidad de Exceso en La Distribucion Normal AcumuladaDocumento1 páginaTabla de Probabilidad de Exceso en La Distribucion Normal AcumuladaIvonne RiveraAún no hay calificaciones
- ESTADISTICAS-9 TareaDocumento25 páginasESTADISTICAS-9 TareaJENNIFER ANGELICA ROBLES ESCOBARAún no hay calificaciones
- Alexis - Morales S2Documento11 páginasAlexis - Morales S2Alexis Andres Morales HidalgoAún no hay calificaciones
- Gráfica TeóricaDocumento6 páginasGráfica TeóricaVerónica ChávezAún no hay calificaciones
- Eva - Notacion - Cientifica 1°Documento3 páginasEva - Notacion - Cientifica 1°angelamarcelanm5001Aún no hay calificaciones
- Ejercicios 6-10Documento5 páginasEjercicios 6-10JOEL RAMON CEDEÑO CHILPEAún no hay calificaciones
- Informe Digitales ContadorDocumento14 páginasInforme Digitales ContadorNinoska Chura LlojllaAún no hay calificaciones
- Calculo para Modulo de Elasticidad de ConcretoDocumento10 páginasCalculo para Modulo de Elasticidad de ConcretoDaniel AngelesAún no hay calificaciones
- Tablasprobabilidades ColorDocumento2 páginasTablasprobabilidades ColorLEONARDO PIERO TORRES HUAMANAún no hay calificaciones
- TABLA NORMAL Z CompletoDocumento2 páginasTABLA NORMAL Z Completojorge miranda guzmanAún no hay calificaciones
- Informe Fep Dep Penf 03 2015Documento24 páginasInforme Fep Dep Penf 03 2015Antonio GonzálezAún no hay calificaciones
- Epip PC2 2016-1Documento2 páginasEpip PC2 2016-1ArianaAún no hay calificaciones
- Tabla NEDocumento3 páginasTabla NEKery BrucknerAún no hay calificaciones
- Huarcaya Cahuaya Lourdes Isabel - TR2Documento14 páginasHuarcaya Cahuaya Lourdes Isabel - TR2Thalii Ramiirez MaldonadoAún no hay calificaciones
- Tabla de ValoresDocumento28 páginasTabla de ValorescaerxsAún no hay calificaciones
- Cálculo y diseño de estructuras de materiales compuestos de fibra de vidrioDe EverandCálculo y diseño de estructuras de materiales compuestos de fibra de vidrioAún no hay calificaciones
- Preparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109De EverandPreparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109Aún no hay calificaciones
- Plantilla CURRICULUMDocumento5 páginasPlantilla CURRICULUMJoseAún no hay calificaciones
- Proyecto Montesuma Asistecia Feria InternacionalDocumento21 páginasProyecto Montesuma Asistecia Feria InternacionalJoseAún no hay calificaciones
- Formato de Matriz DAFO WordDocumento2 páginasFormato de Matriz DAFO WordJoseAún no hay calificaciones
- Escalas de Acordes Mayores y MenoresDocumento6 páginasEscalas de Acordes Mayores y MenoresGarrido Güira67% (3)
- Trabajo Practico Practico N2 AgentinaDocumento19 páginasTrabajo Practico Practico N2 AgentinaJoseAún no hay calificaciones
- Estructura Del Anteproyecto de TesisDocumento1 páginaEstructura Del Anteproyecto de TesisJoseAún no hay calificaciones
- Cronograma ModeloDocumento1 páginaCronograma ModeloJoseAún no hay calificaciones
- Formato de Presupuesto de ProyectoDocumento4 páginasFormato de Presupuesto de Proyectohernando polaniaAún no hay calificaciones
- Unidad 1 ESTADISTICA PDFDocumento26 páginasUnidad 1 ESTADISTICA PDFJoseAún no hay calificaciones
- Guia para El Ejercicio 2Documento34 páginasGuia para El Ejercicio 2JoseAún no hay calificaciones
- Comportamiento de Lal Oferta y Demanda PDFDocumento24 páginasComportamiento de Lal Oferta y Demanda PDFJemmy VillalobosAún no hay calificaciones
- Ejercicio Unidad 4Documento7 páginasEjercicio Unidad 4JoseAún no hay calificaciones
- Tarea B 3er. ParcialDocumento2 páginasTarea B 3er. ParcialJoseAún no hay calificaciones
- Cep Ejercicio Unidad IDocumento3 páginasCep Ejercicio Unidad IJuanmy M RosarioAún no hay calificaciones
- Practica Unidad 1Documento2 páginasPractica Unidad 1JoseAún no hay calificaciones
- Clase 03 - GAPDocumento6 páginasClase 03 - GAPLuis Amaya CedrónAún no hay calificaciones
- Trabajo Final EstadistDocumento12 páginasTrabajo Final Estadistjuan diego mendoza cutiAún no hay calificaciones
- Manual TRASTORNOS DE APRENDIZAJEDocumento17 páginasManual TRASTORNOS DE APRENDIZAJELupitta AlonsoAún no hay calificaciones
- Que Es La Psicología, Historia, Objeto, MétodoDocumento5 páginasQue Es La Psicología, Historia, Objeto, MétodoDelfina BritosAún no hay calificaciones
- Seminario de Gestión de Ventas A Puerta FriaDocumento3 páginasSeminario de Gestión de Ventas A Puerta FriaJavi Asensio AzorAún no hay calificaciones
- Grupo 1 - Anorexia Nerviosa - Enfermedades de La Conducta AlimenticiaDocumento5 páginasGrupo 1 - Anorexia Nerviosa - Enfermedades de La Conducta AlimenticiaAlisson SilvaAún no hay calificaciones
- La Tabula PeutingerianaDocumento14 páginasLa Tabula PeutingerianaDIETOTENAún no hay calificaciones
- Acciones para Impulsar La Etica en Un Centro de Trabajo (Desarrollo Humano)Documento28 páginasAcciones para Impulsar La Etica en Un Centro de Trabajo (Desarrollo Humano)Anggely Sarina Camargo VelizAún no hay calificaciones
- 01 La Actividad Aduanera y Politica Comercio Internacional - 15 Set 21Documento54 páginas01 La Actividad Aduanera y Politica Comercio Internacional - 15 Set 21Avesu PortocarreroAún no hay calificaciones
- El Derecho Al Matrimonio Igualitario RGHDocumento2 páginasEl Derecho Al Matrimonio Igualitario RGHsofiabloemAún no hay calificaciones
- Análisis Del Mercado TextilDocumento2 páginasAnálisis Del Mercado TextilMichael Olivo100% (1)
- Ensayo de Educación PreescolarDocumento1 páginaEnsayo de Educación PreescolarDayana Torrealba100% (1)
- Convencion Derechos Del Nino Adaptada para Ninos Entre 13 y 17 AnosDocumento24 páginasConvencion Derechos Del Nino Adaptada para Ninos Entre 13 y 17 AnosSaho 24Aún no hay calificaciones
- Tema 2Documento12 páginasTema 2Carlos Fran Rodríguez PartidaAún no hay calificaciones
- Sistema CirculatorioDocumento3 páginasSistema CirculatorioVanessa MalquinAún no hay calificaciones
- García, Juan Miguel - La Ciencia en La Filosofía de Simone Weil PDFDocumento346 páginasGarcía, Juan Miguel - La Ciencia en La Filosofía de Simone Weil PDF[Anarquismo en PDF]100% (2)
- Extraits Petit Manuel Litho EspagnolDocumento18 páginasExtraits Petit Manuel Litho EspagnolCaledt IanAún no hay calificaciones
- Meet Matematica Noveno - 11 SeptiembreDocumento5 páginasMeet Matematica Noveno - 11 SeptiembreIxix Zavik IxixAún no hay calificaciones
- Instructivo Seminario de Titulo-3bDocumento7 páginasInstructivo Seminario de Titulo-3bTania Saez Gomez50% (2)
- Segunda Entrega Auditoria FinancieraDocumento21 páginasSegunda Entrega Auditoria Financieramarta100% (1)
- Pasapalabra LiterarioDocumento6 páginasPasapalabra LiterarioPompiAún no hay calificaciones
- Sintesis de FarmacosDocumento114 páginasSintesis de FarmacosRichard BarrenecheaAún no hay calificaciones
- Reporte de Lectura Sobre El Tema Educación ComunitariaDocumento5 páginasReporte de Lectura Sobre El Tema Educación ComunitariaEsmerlyn Yacer Valenzuela RomanAún no hay calificaciones
- Estudio de Asimetria LeringeaDocumento7 páginasEstudio de Asimetria LeringeaClaudia TorresAún no hay calificaciones
- Dios Inspira A Creyentes Hacia Una Fe AudazDocumento2 páginasDios Inspira A Creyentes Hacia Una Fe AudazStevenChristianCancliniAún no hay calificaciones
- Lectura Comprensiva Q&ADocumento74 páginasLectura Comprensiva Q&AGabriela Espín AlbánAún no hay calificaciones
- Instrucción Analisis Seguridad Del Trabajo ASTDocumento19 páginasInstrucción Analisis Seguridad Del Trabajo ASTCarolaPeraltaAún no hay calificaciones
- Axioma Del SupremoDocumento3 páginasAxioma Del SupremoKike VallejoAún no hay calificaciones
- CLASE N 6 2do AñoDocumento5 páginasCLASE N 6 2do Añosilvina rodriguezAún no hay calificaciones
- AmerantTabla X CobroDocumento1 páginaAmerantTabla X CobroOswaldo MonasteriosAún no hay calificaciones