También podría gustarte
- Plan de Cuentas bajo NIF: Grupo 3: Prácticas de gobernanza contable en microempresasDe EverandPlan de Cuentas bajo NIF: Grupo 3: Prácticas de gobernanza contable en microempresasAún no hay calificaciones
- Tarea 2Documento1 páginaTarea 2Jonathan CarrilloAún no hay calificaciones
- Los 7 Samurais CGLADocumento2 páginasLos 7 Samurais CGLAisabella rodriguez alvarezAún no hay calificaciones
- Calor y TemperaturaDocumento16 páginasCalor y TemperaturaJulio Alejandro Veliz PerezAún no hay calificaciones
- Ley de Seguridad Publica Del Estado de TabascoDocumento22 páginasLey de Seguridad Publica Del Estado de TabascoCREST 2020Aún no hay calificaciones
- Caso Práctico 2 - Océano Azul StarbucksDocumento7 páginasCaso Práctico 2 - Océano Azul StarbucksJuan Carlos AvendañoAún no hay calificaciones
- Ley 1636 Del 2013Documento37 páginasLey 1636 Del 2013michael torresAún no hay calificaciones
- Intoxicación Por DrogasDocumento30 páginasIntoxicación Por DrogasM RCAún no hay calificaciones
- Consolidado-Puerta de TejaDocumento4 páginasConsolidado-Puerta de Tejacapital giaAún no hay calificaciones
- Pregunta 1MKTDocumento1 páginaPregunta 1MKTClaudia LópezAún no hay calificaciones
- 603 TPS 2021-2 - WordDocumento16 páginas603 TPS 2021-2 - WordAnthony BenavidesAún no hay calificaciones
- DisplayPDF 5Documento28 páginasDisplayPDF 5Paloma MaluendaAún no hay calificaciones
- Energia MecanicaDocumento20 páginasEnergia MecanicaJulio Alejandro Veliz Perez0% (1)
- Libro1 InformeDocumento19 páginasLibro1 InformeBibiana AmbrosioAún no hay calificaciones
- Guia 1 Conceptos Basico de Biologia PDFDocumento26 páginasGuia 1 Conceptos Basico de Biologia PDFChristian BahirAún no hay calificaciones
- Consolidado - HotelDocumento5 páginasConsolidado - Hotelcapital giaAún no hay calificaciones
- TEMA 1 - SimulaciondeYacimientosDocumento8 páginasTEMA 1 - SimulaciondeYacimientoslili mendozaAún no hay calificaciones
- Formación Lasallista y Movilización CiudadanaDocumento1 páginaFormación Lasallista y Movilización CiudadanaCarlos Eduardo Villalba GómezAún no hay calificaciones
- TAREA 01 Rev01 2 PDFDocumento1 páginaTAREA 01 Rev01 2 PDFJaviera HerreraAún no hay calificaciones
- 22 QuimDocumento20 páginas22 QuimNatalia C. CorreaAún no hay calificaciones
- Investigacion de Calidad Total (TF)Documento5 páginasInvestigacion de Calidad Total (TF)ivan cruz llutariAún no hay calificaciones
- ConsolidadoDocumento4 páginasConsolidadocapital giaAún no hay calificaciones
- Informe de Curva de ValorDocumento2 páginasInforme de Curva de ValorMaría ValverdeAún no hay calificaciones
- Analis de Plan Lector 1ro Al 3erDocumento1 páginaAnalis de Plan Lector 1ro Al 3erDenis Elmer Ccosi MamaniAún no hay calificaciones
- Consolidado - VeneciaDocumento5 páginasConsolidado - Veneciacapital giaAún no hay calificaciones
- Los Diarios de Cereza T1 - El Zoo Petrificado (Joris Chamblain, Aurélie Neyret) (Z-Library)Documento165 páginasLos Diarios de Cereza T1 - El Zoo Petrificado (Joris Chamblain, Aurélie Neyret) (Z-Library)Bot AssimovAún no hay calificaciones
- GuiaDocumento16 páginasGuiauhm yahAún no hay calificaciones
- SEMANA 11 - Plagio, Fuentes, Texto, EsquemaDocumento24 páginasSEMANA 11 - Plagio, Fuentes, Texto, EsquemaFiorella Gonzales TapiaAún no hay calificaciones
- Chec List LavaojosDocumento4 páginasChec List LavaojosrobertoAún no hay calificaciones
- Fundamentos de La Gestión FinancieraDocumento3 páginasFundamentos de La Gestión FinancieraNoemi MendozaAún no hay calificaciones
- Recursos para El Profesor. Mat 3Documento109 páginasRecursos para El Profesor. Mat 3figueroa_joaquin_267% (3)
- Ambiente de ControlDocumento22 páginasAmbiente de Controlsindy cartagenaAún no hay calificaciones
- Guia de Trabajo No.6 - Organizador Grafico-Matematica y TecnologiaDocumento1 páginaGuia de Trabajo No.6 - Organizador Grafico-Matematica y TecnologiaHeidy ArchagaAún no hay calificaciones
- AUTOMATIZACIÓNDocumento6 páginasAUTOMATIZACIÓNJose Jacinto MaldonadoAún no hay calificaciones
- Guia de Ejercicios de Calculo FinancieroDocumento75 páginasGuia de Ejercicios de Calculo FinancieromoreAún no hay calificaciones
- Mandala ConocimientoDocumento1 páginaMandala ConocimientoAMPARO TACOAún no hay calificaciones
- Formato Productos 2 SesiónDocumento7 páginasFormato Productos 2 Sesión23DPR0073Z AARON MERINO FERNANDEZAún no hay calificaciones
- El Rol de Psicologo en El Ambito Forense (Mapa Mental)Documento1 páginaEl Rol de Psicologo en El Ambito Forense (Mapa Mental)cieloAún no hay calificaciones
- Ley de Gravitaciã N y Leyes de KeplerDocumento24 páginasLey de Gravitaciã N y Leyes de KeplerSofi Caceres OrellanaAún no hay calificaciones
- Vdocuments - MX La Chica A La Orilla Del Mar MwedicionesDocumento1 páginaVdocuments - MX La Chica A La Orilla Del Mar Mwedicionesgynaikos ,Aún no hay calificaciones
- Guia Trabajo y Potencia MecanicaDocumento20 páginasGuia Trabajo y Potencia MecanicaClaudio Castillo ManosalvaAún no hay calificaciones
- Base Flayer001 DroneDocumento1 páginaBase Flayer001 Dronebrack rottiersAún no hay calificaciones
- Clase 6 Metodología de InvestigaciónDocumento29 páginasClase 6 Metodología de Investigaciónkaren mariaAún no hay calificaciones
- Revista Vegetus Nº 39 (Abril - Junio 2021)Documento44 páginasRevista Vegetus Nº 39 (Abril - Junio 2021)Lenza IdiomasAún no hay calificaciones
- Clase 23 GuiaDocumento20 páginasClase 23 Guiajavi jofre inostrozaAún no hay calificaciones
- All Guías CPECH BiologíaDocumento369 páginasAll Guías CPECH BiologíaGaby Alegria100% (4)
- Carlos - Rodas - Ejercicio 2Documento4 páginasCarlos - Rodas - Ejercicio 2Andrés RodasAún no hay calificaciones
- CaleraDocumento4 páginasCaleraWilfredo Romero JerezAún no hay calificaciones
- Guia 09 - B - MatematicaDocumento16 páginasGuia 09 - B - MatematicaLuis Armando PandoAún no hay calificaciones
- CatalogoPaltop DentalDocumento41 páginasCatalogoPaltop Dentalalex CorvinusAún no hay calificaciones
- 1 Control Microbiológico Ambiental en Brotes de Infección Relacionados Con La Asistencia SanitariaDocumento75 páginas1 Control Microbiológico Ambiental en Brotes de Infección Relacionados Con La Asistencia SanitariaCarlos Humberto Altamirano MegoAún no hay calificaciones
- Cuál Es El Secreto Del Éxito de StarbucksDocumento2 páginasCuál Es El Secreto Del Éxito de StarbucksFania FigueroaAún no hay calificaciones
- PDF 20220321 142801 0000Documento1 páginaPDF 20220321 142801 0000Marlyn HernandezAún no hay calificaciones
- Colorido Cambio Climático Cola de Pescado DiagramaDocumento1 páginaColorido Cambio Climático Cola de Pescado DiagramaXimenaAún no hay calificaciones
- Quimica 20 Ejercitacion Quimica OrganicaDocumento20 páginasQuimica 20 Ejercitacion Quimica OrganicaMax Roberto Salazar VanegasAún no hay calificaciones
- Piruvato QuinasaDocumento14 páginasPiruvato QuinasaEka JaramilloAún no hay calificaciones
- Presentación Creceri - Com - MinTIC (1) - 228Documento18 páginasPresentación Creceri - Com - MinTIC (1) - 228Mercadería MocoaAún no hay calificaciones
- Valvulopatia AorticaDocumento23 páginasValvulopatia AorticaMaria Chirinos100% (1)
- Consolidado IiDocumento5 páginasConsolidado IiDavid TrujilloAún no hay calificaciones
- CÁRNICAS GONZÁLES - ConsultoriaDocumento5 páginasCÁRNICAS GONZÁLES - ConsultoriaFreddy PalaciosAún no hay calificaciones
- Instructivo Proyecto PNF en Contaduria PublicaDocumento54 páginasInstructivo Proyecto PNF en Contaduria PublicaAnthony BlancoAún no hay calificaciones
- Motores EléctricosDocumento8 páginasMotores EléctricosCarlos Durán100% (1)
- Actividad 2Documento4 páginasActividad 2ana kmeloAún no hay calificaciones
- Cuchillo CorvoDocumento1 páginaCuchillo CorvoAnonymous HxmmqRdKFAún no hay calificaciones
- El LiderazgoDocumento5 páginasEl LiderazgoNilson RamirezAún no hay calificaciones
- Temario de Derecho RomanoDocumento7 páginasTemario de Derecho RomanoAyelen GuzmanAún no hay calificaciones
- Guia 5 Realizar Circuitos Con TransistoresDocumento23 páginasGuia 5 Realizar Circuitos Con Transistoresfranklin osorioAún no hay calificaciones
- Subsistemas de Gestión Del Talento HumanoDocumento20 páginasSubsistemas de Gestión Del Talento Humanoroberto peredo muñoz100% (2)
- Plan de Area MatemáticasDocumento11 páginasPlan de Area MatemáticasdannyswilmergamboaAún no hay calificaciones
- Taller de Servicio Al Cliente Pasteleria Elizabeth SalcajaDocumento146 páginasTaller de Servicio Al Cliente Pasteleria Elizabeth SalcajaVicente IbarraAún no hay calificaciones
- Práctica de Fluidos 2-2021Documento5 páginasPráctica de Fluidos 2-2021Dayana condoriAún no hay calificaciones
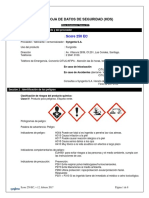
- Hdsscore Feb2017Documento8 páginasHdsscore Feb2017julio mendezAún no hay calificaciones
- Memoria DescriptivaDocumento15 páginasMemoria DescriptivaMax Henry Arevalo ReynaAún no hay calificaciones
- GRUPO N°6 - Eurotubo S.A.C.Documento66 páginasGRUPO N°6 - Eurotubo S.A.C.William Chico100% (1)
- GRUPO 8 Oxamarca T1Documento18 páginasGRUPO 8 Oxamarca T1Beto Sosa Art'sAún no hay calificaciones
- Macroprocesos CSB - UNPDocumento11 páginasMacroprocesos CSB - UNPALEXANDRA TIMANA CORDOVA100% (1)
- Articulo Tipo Informe Expociencia 2022Documento7 páginasArticulo Tipo Informe Expociencia 2022susana sierraAún no hay calificaciones
- Oficios de La SecretariaDocumento223 páginasOficios de La Secretariamuni andaymarcaAún no hay calificaciones
- Tecnoequip: ProformaDocumento1 páginaTecnoequip: ProformaMilder PadillaAún no hay calificaciones
- Conservacion de La EnergìaDocumento5 páginasConservacion de La EnergìaMariaAún no hay calificaciones
- Plan Plurianual Cajica 2020 2023Documento180 páginasPlan Plurianual Cajica 2020 2023jakelin fernandezAún no hay calificaciones
- Línea Del TiempoDocumento1 páginaLínea Del TiempoCristian Saldaña CabreraAún no hay calificaciones
- Rúbrica de Evaluación ACTIVIDAD 1.2 FASEDocumento4 páginasRúbrica de Evaluación ACTIVIDAD 1.2 FASEJhorman QuinteroAún no hay calificaciones
- Tutorial para Presentar Solicitudes de Subvención Herramienta AYAEDocumento19 páginasTutorial para Presentar Solicitudes de Subvención Herramienta AYAEEnriqueAún no hay calificaciones
- Monografia Fuentes Del DerechoDocumento20 páginasMonografia Fuentes Del DerechoTiendasOmegaTrujilloDistribuidoraAún no hay calificaciones
- Amplificador 50WDocumento11 páginasAmplificador 50WMaria HernandezAún no hay calificaciones
- Evaluacion 01 Fundprog HerrGraficasDocumento4 páginasEvaluacion 01 Fundprog HerrGraficasJúcaloAún no hay calificaciones
- La Oración: Su Naturaleza y Su TécnicaDocumento110 páginasLa Oración: Su Naturaleza y Su TécnicaSant_Mat_eBooks100% (3)
- Zenobio Castillo - EncuestaDocumento9 páginasZenobio Castillo - EncuestaKENJO FABRICIO ZENOBIO CASTILLOAún no hay calificaciones
- Cartel Científico TransmodernidadDocumento1 páginaCartel Científico TransmodernidadmaybetAún no hay calificaciones