También podría gustarte
- Ficha Tecnica Luminario BILBAO 30-90w Sep 2019Documento2 páginasFicha Tecnica Luminario BILBAO 30-90w Sep 2019R Robles Berna100% (1)
- Formato Inv at Arl Bolivar PDFDocumento9 páginasFormato Inv at Arl Bolivar PDFEleana Duran83% (6)
- Director SigDocumento4 páginasDirector SigJachoBertelAún no hay calificaciones
- Sipra PresentacionDocumento47 páginasSipra PresentacionMartha Lucia PintoAún no hay calificaciones
- CFE Tipos de Instalacion Aerea y Subterreanea PDFDocumento16 páginasCFE Tipos de Instalacion Aerea y Subterreanea PDFvictor figueroaAún no hay calificaciones
- Rentas de CongestiónDocumento30 páginasRentas de CongestiónVictorAntonioPeraltaBenitesAún no hay calificaciones
- Enunciado Taller 9Documento4 páginasEnunciado Taller 9Isaías CollazosAún no hay calificaciones
- Proceso de Fabricacion de Puentes GruaDocumento6 páginasProceso de Fabricacion de Puentes GruajuancaojedaAún no hay calificaciones
- Imperfecciones en Las Uniones SoldadasDocumento4 páginasImperfecciones en Las Uniones SoldadasJunior Machuca MedinaAún no hay calificaciones
- Formato de Investigacion de at para La EmpresaDocumento6 páginasFormato de Investigacion de at para La EmpresaAlejandro ArboledaAún no hay calificaciones
- Armadura 3Documento21 páginasArmadura 3Mario Javier Zambrana MuñozAún no hay calificaciones
- Designacion de Los Tornillos Ansi PDFDocumento5 páginasDesignacion de Los Tornillos Ansi PDFFernando JuarezAún no hay calificaciones
- Cotizacion Aceite Transformadores JORPADocumento5 páginasCotizacion Aceite Transformadores JORPAAbel Andres Duran ArevaloAún no hay calificaciones
- Informe de Bachir Cable ChinoDocumento2 páginasInforme de Bachir Cable ChinoTecnificacion ProductivaAún no hay calificaciones
- Mecnica de Materiales-APENDICEDocumento17 páginasMecnica de Materiales-APENDICEIngeniería Mecánica ItespAún no hay calificaciones
- Ejercicios Lineas Alta Tension - Daniel SaizDocumento39 páginasEjercicios Lineas Alta Tension - Daniel Saizdanisaiz01100% (1)
- Informe de EmbragueDocumento8 páginasInforme de EmbragueChristian Tuarez CruzAún no hay calificaciones
- Aislación GalvánicaDocumento3 páginasAislación GalvánicaLuis CansinoAún no hay calificaciones
- Manual Acero Inoxidable PDFDocumento17 páginasManual Acero Inoxidable PDFNayeli MandujanoAún no hay calificaciones
- Corrosion Por AgrietamientoDocumento5 páginasCorrosion Por Agrietamientoleo9201Aún no hay calificaciones
- Curvas de DeformacionDocumento30 páginasCurvas de DeformacionLincolh Diaz RojasAún no hay calificaciones
- NTC2575Documento11 páginasNTC2575yeison ochoaAún no hay calificaciones
- Proteccion Catodia X Anodo SacrificialDocumento39 páginasProteccion Catodia X Anodo Sacrificialcristian ortizAún no hay calificaciones
- Proteccion y Mantenimiento de TuberiasDocumento11 páginasProteccion y Mantenimiento de TuberiasPaul JismannAún no hay calificaciones
- Te 2010 Et 197 001Documento34 páginasTe 2010 Et 197 001rsduarteAún no hay calificaciones
- Cables Metálicos o Alambres Metálicos 2Documento26 páginasCables Metálicos o Alambres Metálicos 2JeSus SaNchez50% (2)
- SOLDADURADocumento57 páginasSOLDADURAIvonne PontonAún no hay calificaciones
- Tipos de AnclajeDocumento2 páginasTipos de AnclajeWicho RodriguezAún no hay calificaciones
- Ensayo Tipo SD 0403 Ø27 CDocumento36 páginasEnsayo Tipo SD 0403 Ø27 CGerardo Rojas SayagoAún no hay calificaciones
- Lab - 03 Inventor Estructuras Metálicas IIDocumento16 páginasLab - 03 Inventor Estructuras Metálicas IIGabriel PinedoAún no hay calificaciones
- Catalogo DSG CanusaDocumento108 páginasCatalogo DSG CanusajaguzqAún no hay calificaciones
- ApuntesPlasticidad Vector BurgersDocumento27 páginasApuntesPlasticidad Vector BurgersEgon Delgado RamìrezAún no hay calificaciones
- Graficas de Los Ensayos de TraccionDocumento5 páginasGraficas de Los Ensayos de TraccionGeorge Ocas DiazAún no hay calificaciones
- Ductilidad en Los MetalesDocumento2 páginasDuctilidad en Los MetalesFrancesca Regente0% (1)
- El Florete (Elaboracion)Documento27 páginasEl Florete (Elaboracion)raul_castro_pAún no hay calificaciones
- Aisladores en Líneas EléctricasDocumento9 páginasAisladores en Líneas EléctricasSERGIO ALEJANDRO CARDENAS ALDANAAún no hay calificaciones
- Doblado de LaminasDocumento4 páginasDoblado de LaminasJhon S.dAún no hay calificaciones
- Aisladores, Tipos, SeleccionDocumento9 páginasAisladores, Tipos, SeleccionRobert Samame MartinezAún no hay calificaciones
- MECANICA PORTADA-Inclusiones EfectosDocumento8 páginasMECANICA PORTADA-Inclusiones EfectosOmar AlviterAún no hay calificaciones
- Pandeo y FlexotraccionDocumento4 páginasPandeo y FlexotraccionMarlenySandovalAún no hay calificaciones
- Capitulo 5 Uniones Por PasadoresDocumento23 páginasCapitulo 5 Uniones Por PasadoresEdgar Perez100% (1)
- Proyecto Grupal - PUERTO BRAVODocumento11 páginasProyecto Grupal - PUERTO BRAVORobertsGonzalesSalinasAún no hay calificaciones
- Malla ElectrosoldadaDocumento1 páginaMalla ElectrosoldadaRaul SaenzAún no hay calificaciones
- T13.03 Influencias Electricas Sobre Tuberias de AceroDocumento10 páginasT13.03 Influencias Electricas Sobre Tuberias de AceroCristian Stuardo GaticaAún no hay calificaciones
- Postes HMV PDFDocumento10 páginasPostes HMV PDFCristian OsorioAún no hay calificaciones
- Cables SuspendidosDocumento7 páginasCables SuspendidosYoglen A. MtnzAún no hay calificaciones
- Capacidad de Cables THWDocumento4 páginasCapacidad de Cables THWRuben MarinAún no hay calificaciones
- Calculo y Diseño Asistido Por Ordenador de Tomas de Tierra para Subestaciones Eléctricas PDFDocumento39 páginasCalculo y Diseño Asistido Por Ordenador de Tomas de Tierra para Subestaciones Eléctricas PDFjrodri86Aún no hay calificaciones
- Stco 27-38Documento1 páginaStco 27-38Oriel Boldrini ValdiviaAún no hay calificaciones
- Resistividad y Ley de Ohm Edison AndresDocumento7 páginasResistividad y Ley de Ohm Edison AndresEdison GomezAún no hay calificaciones
- Guia de Laboratorio de FlexionDocumento7 páginasGuia de Laboratorio de FlexionMARIO DAVID ARGOTE GUTIERREZ (:-)Aún no hay calificaciones
- Materiales para Redes AereasDocumento16 páginasMateriales para Redes Aereaspablo tenecotaAún no hay calificaciones
- Fusible HH StandardDocumento4 páginasFusible HH StandardluisAún no hay calificaciones
- ETS-SEP-11 - Cable de Guarda - Rev1Documento6 páginasETS-SEP-11 - Cable de Guarda - Rev1Paulo CLAún no hay calificaciones
- Soldadura Húmeda SubacuáticaDocumento6 páginasSoldadura Húmeda SubacuáticaSoniaAún no hay calificaciones
- EA PandeoLateral PDFDocumento13 páginasEA PandeoLateral PDFJuan SinMiedoAún no hay calificaciones
- 4.3-Metalización Por ZincDocumento5 páginas4.3-Metalización Por ZincAngel BuendiaAún no hay calificaciones
- Recubrimientos ElectrolíticosDocumento7 páginasRecubrimientos ElectrolíticosMendoza MVAún no hay calificaciones
- GalvanizadoDocumento15 páginasGalvanizadoHugo Gonzalez EscalonaAún no hay calificaciones
- Tarea Aplicaciones Del ZincDocumento7 páginasTarea Aplicaciones Del ZincMarcelino Rivera HernandezAún no hay calificaciones
- Proceso de galvanizado-DIFERENCIASDocumento7 páginasProceso de galvanizado-DIFERENCIASmonm610605Aún no hay calificaciones
- Articulo de Recubrimientos DuplexDocumento8 páginasArticulo de Recubrimientos DuplexleonjoanAún no hay calificaciones
- Cubiertas Protectoras InorganicasDocumento4 páginasCubiertas Protectoras InorganicasTomas SeifertAún no hay calificaciones
- Marco Teórico ProyectoDocumento5 páginasMarco Teórico Proyectoluis eduardo ortizAún no hay calificaciones
- La Psicologia Organizacional en Colombia (2) ArticuloDocumento12 páginasLa Psicologia Organizacional en Colombia (2) Articuloluis eduardo ortizAún no hay calificaciones
- Manual de Iluminacion 2018 PDFDocumento164 páginasManual de Iluminacion 2018 PDFRicki David Castañeda MillaAún no hay calificaciones
- Ejemplo 2 - Aportes Teórico-Conceptuales Cambio Organizacional-1Documento12 páginasEjemplo 2 - Aportes Teórico-Conceptuales Cambio Organizacional-1yeimi tovarAún no hay calificaciones
- Sicologia - NegociacionDocumento5 páginasSicologia - NegociacionSebastia Felipe SolisAún no hay calificaciones
- Comportamiento OrganzacionalDocumento7 páginasComportamiento OrganzacionalJuan Castañeda0% (1)
- Metodo 2020Documento1 páginaMetodo 2020luis eduardo ortizAún no hay calificaciones
- Informe Iluminación Aerop Cúcuta 2017 PDFDocumento21 páginasInforme Iluminación Aerop Cúcuta 2017 PDFluis eduardo ortizAún no hay calificaciones
- Certificado de Calibracion 2015Documento4 páginasCertificado de Calibracion 2015luis eduardo ortiz100% (1)
- Plan de Beneficios EcoservirDocumento17 páginasPlan de Beneficios EcoservirBbita RázuriAún no hay calificaciones
- Unlock-Estudio de IlumnaciónDocumento113 páginasUnlock-Estudio de IlumnaciónJorge MendozaAún no hay calificaciones
- Anexo Comite de Convivencia PDFDocumento7 páginasAnexo Comite de Convivencia PDFTania Rodríguez SalazarAún no hay calificaciones
- LT300 UMspDocumento6 páginasLT300 UMspGuian Carlos Cabana LucanaAún no hay calificaciones
- Plantilla Acueductos Municipales PDFDocumento48 páginasPlantilla Acueductos Municipales PDFCamilo Andres PachecoAún no hay calificaciones
- Listado de CausalidadDocumento11 páginasListado de Causalidadluis eduardo ortizAún no hay calificaciones
- Cartilla Sector ProductivoDocumento114 páginasCartilla Sector ProductivoJoseLopezAún no hay calificaciones
- Proceso de Gestión Ambiental 01Documento10 páginasProceso de Gestión Ambiental 01Mijail Paul EstebanAún no hay calificaciones
- Manual de Seguridad y Salud en Tareas de Limpieza 0106013Documento51 páginasManual de Seguridad y Salud en Tareas de Limpieza 0106013Oscar RojasAún no hay calificaciones
- PLT-SST-002 Política de Prevención Del Consumo de Alcohol, Tabaco y Otras Sustancias PsicoactivasDocumento2 páginasPLT-SST-002 Política de Prevención Del Consumo de Alcohol, Tabaco y Otras Sustancias PsicoactivasKate Howard100% (2)
- Instructivo Matriz EiaDocumento28 páginasInstructivo Matriz EiaRichard CastillonAún no hay calificaciones
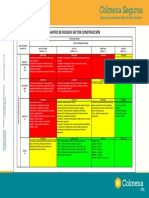
- MAtriz de Peligros Sector ConstruccionDocumento1 páginaMAtriz de Peligros Sector ConstruccionLuz Fuquen67% (3)
- Cartilla Trabajo Seguro AsbestoDocumento26 páginasCartilla Trabajo Seguro AsbestoJuan Daniel GahydaAún no hay calificaciones
- PLT-SST-003 Política de Preparación, Prevención y Respuesta Ante EmergenciasDocumento1 páginaPLT-SST-003 Política de Preparación, Prevención y Respuesta Ante EmergenciasKate HowardAún no hay calificaciones
- Requisitos de La - Evaluación Inicial y Como Lograr Conformidad PDFDocumento1 páginaRequisitos de La - Evaluación Inicial y Como Lograr Conformidad PDFluis eduardo ortizAún no hay calificaciones
- Diagnostico LISTA DE CHEQUEO ISO 45001Documento52 páginasDiagnostico LISTA DE CHEQUEO ISO 45001Jorge Hernando Polania AranzalesAún no hay calificaciones
- Política de Seguridad y Salud en El TrabajoDocumento1 páginaPolítica de Seguridad y Salud en El Trabajoluis eduardo ortizAún no hay calificaciones
- PLT-SST-004 Política de Prevención de Acoso LaboralDocumento1 páginaPLT-SST-004 Política de Prevención de Acoso Laboralluis eduardo ortizAún no hay calificaciones
- Etapa de Codificación LingüísticaDocumento30 páginasEtapa de Codificación LingüísticaYess TierrablancaAún no hay calificaciones
- Guía de Geografía 2 Trimestre 2022Documento4 páginasGuía de Geografía 2 Trimestre 2022gisela moralesAún no hay calificaciones
- Organelos Citoplasmaticos 2022Documento4 páginasOrganelos Citoplasmaticos 2022OlivSanMaria100% (1)
- 2requerimiento de Bienes (Tacho, Escoba, Trapos, Etc) .Documento5 páginas2requerimiento de Bienes (Tacho, Escoba, Trapos, Etc) .Clever Rildo Zea PaccoAún no hay calificaciones
- UFHEC Pensum Odontologia 1Documento1 páginaUFHEC Pensum Odontologia 1estefany lebronAún no hay calificaciones
- Jevons y Menger: Un Enfoque Neoclásico A La Teoria de La Utilidad MarginalDocumento10 páginasJevons y Menger: Un Enfoque Neoclásico A La Teoria de La Utilidad Marginalkathe_lugo100% (1)
- Anatomia Resumen Solemne 1Documento13 páginasAnatomia Resumen Solemne 1Jose Manuel Godoy LabarcaAún no hay calificaciones
- Expresion Grafica IngenieriaDocumento211 páginasExpresion Grafica IngenieriaElias Gauna100% (1)
- Tarea 3-Gestion de OperacionesDocumento35 páginasTarea 3-Gestion de OperacionespaolaAún no hay calificaciones
- Antinomias TesisDocumento100 páginasAntinomias TesisGeoffrey BetancourthAún no hay calificaciones
- Tríptico - Hidroxidos Dobles LaminaresDocumento2 páginasTríptico - Hidroxidos Dobles LaminaresMarco Antonio Paradaga50% (2)
- CRUCIGRAMA DE LA HISTORIA - COMUNICACIÓN-convertido - docxRESUELTODocumento2 páginasCRUCIGRAMA DE LA HISTORIA - COMUNICACIÓN-convertido - docxRESUELTODayana SuárezAún no hay calificaciones
- TEMA 7. Mi VisionnnDocumento3 páginasTEMA 7. Mi VisionnnDaniel GomezAún no hay calificaciones
- MSDS Perfumador Ambiental MartellDocumento4 páginasMSDS Perfumador Ambiental Martelljefeqhse BIAún no hay calificaciones
- ColmedicaDocumento3 páginasColmedicaandres833Aún no hay calificaciones
- Unidad 2. El PensamientoDocumento18 páginasUnidad 2. El PensamientoAnthony MoraAún no hay calificaciones
- Ruperthuz. El Retorno de Lo Reprimido PDFDocumento25 páginasRuperthuz. El Retorno de Lo Reprimido PDFmariana GálvezAún no hay calificaciones
- Balotario de PreguntasDocumento14 páginasBalotario de PreguntasPercy QuispeAún no hay calificaciones
- LA Gestion Educativa y de Los AprendizajesDocumento13 páginasLA Gestion Educativa y de Los AprendizajesCilia Estilla MoralesAún no hay calificaciones
- Grado Once Quimica Definitivo PlataformaDocumento19 páginasGrado Once Quimica Definitivo PlataformaFabianAún no hay calificaciones
- 30 Versachem Mega GreyDocumento8 páginas30 Versachem Mega GreyConnie Elanie KimAún no hay calificaciones
- Proceso de Facturacion EmergenciaDocumento12 páginasProceso de Facturacion EmergenciaNATALI GABRIELA BAZAN POLOAún no hay calificaciones
- Guía de Actividades y Rúbrica de Evaluación - Unidad 1 - Fase 2 - Rentabilidad y Agregación de ValorDocumento8 páginasGuía de Actividades y Rúbrica de Evaluación - Unidad 1 - Fase 2 - Rentabilidad y Agregación de Valordayana romeroAún no hay calificaciones
- Caracterización E Historia de SR Wok 1.1 Reseña HistóricaDocumento12 páginasCaracterización E Historia de SR Wok 1.1 Reseña HistóricaMaria RoldanAún no hay calificaciones
- Cuestionario AlejandraDocumento3 páginasCuestionario AlejandraAlexandra ParadaAún no hay calificaciones
- GlobalizaciónDocumento2 páginasGlobalizaciónEsther PavonAún no hay calificaciones
- La Protección Del Estado Hacia El TrabajadorDocumento9 páginasLa Protección Del Estado Hacia El TrabajadorMoises AlvaradoAún no hay calificaciones
- Trat. Aguas Res. en MineríaDocumento15 páginasTrat. Aguas Res. en MineríaCesar Vallejos MoncadaAún no hay calificaciones
- Ybyt 50 Caminos de SabiduriaDocumento268 páginasYbyt 50 Caminos de SabiduriaAlvaro Torres CaliAún no hay calificaciones
- Proyecto de Inversion para Comercializacion de Jugo de CañaDocumento10 páginasProyecto de Inversion para Comercializacion de Jugo de CañaJulio Cesar Urquidi BarbozaAún no hay calificaciones