También podría gustarte
- Diccionario Naval - Segunda ParteDocumento4 páginasDiccionario Naval - Segunda ParteAlvaro Huamani MejiaAún no hay calificaciones
- Estudio Reológico de Los Fluidos Viscoelásticos Surfactantes Utilizados en Operaciones de Fracturamiento HidráulicoDocumento8 páginasEstudio Reológico de Los Fluidos Viscoelásticos Surfactantes Utilizados en Operaciones de Fracturamiento HidráulicoezeabrilAún no hay calificaciones
- Diccionario Naval - Tercera ParteDocumento3 páginasDiccionario Naval - Tercera ParteAlvaro Huamani MejiaAún no hay calificaciones
- Diccionario Naval - Primera ParteDocumento3 páginasDiccionario Naval - Primera ParteAlvaro Huamani MejiaAún no hay calificaciones
- ACEROS-1ra PARTEDocumento44 páginasACEROS-1ra PARTEAlvaro Huamani MejiaAún no hay calificaciones
- Semana02 TDocumento42 páginasSemana02 TAldo BordaAún no hay calificaciones
- 6 Calculos Lab 6Documento2 páginas6 Calculos Lab 6Alvaro Huamani MejiaAún no hay calificaciones
- Prueba de Empuje de Ventilador. Huamani MejiaDocumento10 páginasPrueba de Empuje de Ventilador. Huamani MejiaAlvaro Huamani MejiaAún no hay calificaciones
- RadiacionDocumento97 páginasRadiacionAlvaro Huamani Mejia100% (1)
- 1MF2Documento2 páginas1MF2Alvaro Huamani MejiaAún no hay calificaciones
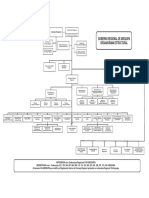
- Organigrama 0417 PDFDocumento1 páginaOrganigrama 0417 PDFAlvaro Huamani MejiaAún no hay calificaciones
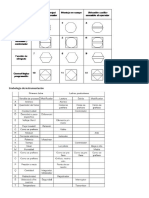
- Cuestionario de Simbología de InstrumentaciónDocumento3 páginasCuestionario de Simbología de InstrumentaciónAlvaro Huamani MejiaAún no hay calificaciones
- Guia de Laboratorio N-3Documento4 páginasGuia de Laboratorio N-3Alvaro Huamani MejiaAún no hay calificaciones
- Guia de Laboratorio N2Documento2 páginasGuia de Laboratorio N2Alvaro Huamani MejiaAún no hay calificaciones
- Curriculum Vitae Modelo4b AzulDocumento1 páginaCurriculum Vitae Modelo4b AzulLCC Miguel Angel López LorenzoAún no hay calificaciones
- Prueba de Entrada MciDocumento2 páginasPrueba de Entrada MciAlvaro Huamani MejiaAún no hay calificaciones
- Examen de Entrada Instrumentacion y Automatizacion 2020 A Grupo BDocumento1 páginaExamen de Entrada Instrumentacion y Automatizacion 2020 A Grupo BAlvaro Huamani MejiaAún no hay calificaciones
- Dialnet MetodoDeKarmarkar 7145999 PDFDocumento11 páginasDialnet MetodoDeKarmarkar 7145999 PDFAlvaro Huamani MejiaAún no hay calificaciones
- Resume NDocumento7 páginasResume NGian Pezo SuarezAún no hay calificaciones
- Propiedades de Los Fluidos Petroleros UNAMDocumento6 páginasPropiedades de Los Fluidos Petroleros UNAMRodrigo Adrian Mamani RodriguezAún no hay calificaciones
- Ejercicios HPLC PDFDocumento2 páginasEjercicios HPLC PDFJesús Munayco FloresAún no hay calificaciones
- Cromatografia InformeDocumento4 páginasCromatografia InformeTHANYAAún no hay calificaciones
- Acero-A36 .Documento14 páginasAcero-A36 .Henry AbaAún no hay calificaciones
- Formulario para ConcentraciónDocumento3 páginasFormulario para ConcentraciónEmmi Visant SandovalAún no hay calificaciones
- Resumen Capitulo 3 Nidia AylwinDocumento3 páginasResumen Capitulo 3 Nidia AylwinJonathan_6491867% (3)
- Punto Isoeléctrico de Aminoácidos y ProteínasDocumento11 páginasPunto Isoeléctrico de Aminoácidos y ProteínasTifanny NavarroAún no hay calificaciones
- Loma Siete CabezasDocumento5 páginasLoma Siete CabezasJorge Luis Villalona100% (1)
- RomboDocumento3 páginasRomboKatiana TordecillaAún no hay calificaciones
- Programa MC2143Documento2 páginasPrograma MC2143jose mamaniAún no hay calificaciones
- MB 1012Documento4 páginasMB 1012Benjamin ChavezAún no hay calificaciones
- Sombras Calculos GeometriaDocumento16 páginasSombras Calculos GeometriaEfrain Lara MoranAún no hay calificaciones
- Cuestionario 5Documento6 páginasCuestionario 5AntonioLinkEzeroAún no hay calificaciones
- Msds LitioDocumento2 páginasMsds LitioJose Dario Cufiño RiveraAún no hay calificaciones
- Bases Biologicas de La Vida 2015Documento8 páginasBases Biologicas de La Vida 2015Erwin GonzalezAún no hay calificaciones
- Ebullicion Por EnfriamientoDocumento5 páginasEbullicion Por EnfriamientoMiguel Antony Zumaeta GonzalesAún no hay calificaciones
- Manual Tecnologia Del Concreto - Hp50GDocumento19 páginasManual Tecnologia Del Concreto - Hp50GJosac ArpasiAún no hay calificaciones
- Atmosfera e IonosferaDocumento23 páginasAtmosfera e IonosferaBrian HurventAún no hay calificaciones
- Dihidropiridina CartelDocumento1 páginaDihidropiridina CartelRoy InquisdorAún no hay calificaciones
- IónicaDocumento22 páginasIónicaJimenezAún no hay calificaciones
- Elastic I Dad 2013Documento482 páginasElastic I Dad 2013Chema Piñero VilelaAún no hay calificaciones
- Proyecto Cientifico Cama de ClavosDocumento5 páginasProyecto Cientifico Cama de ClavosHAIBER SANTIAGO GUTIERREZ BUITRAGO100% (1)
- Mecanica de Suelos Avanzada 2Documento57 páginasMecanica de Suelos Avanzada 2Juan Luis Guerra ChayñaAún no hay calificaciones
- 23 Distribuciones Discretas ProbabilidadDocumento8 páginas23 Distribuciones Discretas ProbabilidadJose WalterAún no hay calificaciones
- TeoríaDocumento4 páginasTeoríayosi cahuayaAún no hay calificaciones
- La HigroscopicidadDocumento4 páginasLa HigroscopicidadDianii QBAún no hay calificaciones
- Informe de Fisica N 5.1Documento10 páginasInforme de Fisica N 5.1carlosAún no hay calificaciones
- Ebmop U2 A2 GierDocumento5 páginasEbmop U2 A2 GierGilberto EugenioAún no hay calificaciones