También podría gustarte
- Plan de Atencion A Emergencias de Riesgo ElectricoDocumento21 páginasPlan de Atencion A Emergencias de Riesgo ElectricosamuelAún no hay calificaciones
- Calibración de Máquinas de SoldarDocumento7 páginasCalibración de Máquinas de Soldarronargot67% (6)
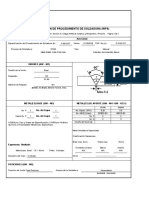
- Formato para La Especificacion Del Procedimiento de Soldadura (WPS)Documento9 páginasFormato para La Especificacion Del Procedimiento de Soldadura (WPS)Dubraska Perez67% (3)
- WPS PrecalificadoDocumento7 páginasWPS Precalificadopablo24Aún no hay calificaciones
- Formato Wps PQR WPQDocumento5 páginasFormato Wps PQR WPQDavid Jimenez Gonzalez100% (8)
- Formato para La Especificación Del Procedimiento de Soldadura (WPS)Documento2 páginasFormato para La Especificación Del Procedimiento de Soldadura (WPS)Estefania Gamboa50% (2)
- Formato Aws d1.1Documento1 páginaFormato Aws d1.1CLIFFORDPA60% (5)
- CuestionarioDocumento5 páginasCuestionarioEdgar Augusto Chavarro Parra67% (3)
- Formato WPQDocumento2 páginasFormato WPQkellyDuran1995OrozcoAún no hay calificaciones
- Wps de SoldaduraDocumento1 páginaWps de SoldaduraDuberlis Ledesmas ArroyoAún no hay calificaciones
- WPS para Soldeo Tuberia de 6Documento1 páginaWPS para Soldeo Tuberia de 6darkshadow_25847Aún no hay calificaciones
- PQR FormatoDocumento2 páginasPQR Formatoerboal100% (2)
- Formato de Especificacion Del Procedimiento de Soldaura WpsDocumento8 páginasFormato de Especificacion Del Procedimiento de Soldaura Wpsjavier paraAún no hay calificaciones
- Formato WpsDocumento2 páginasFormato Wpsraul gonzalezAún no hay calificaciones
- WPS FormatoDocumento2 páginasWPS FormatoJerson PaucarAún no hay calificaciones
- Formato Evidencia Producto Guia4Documento1 páginaFormato Evidencia Producto Guia4Andrea Valderrama100% (1)
- WPS Iswa Ii Gtaw 1GDocumento2 páginasWPS Iswa Ii Gtaw 1GJuan Eduardo JeRico100% (1)
- Foro Tematico Semana 4Documento1 páginaForo Tematico Semana 4Roberto BriseñoAún no hay calificaciones
- Formato Evidencia Producto Guia4Documento1 páginaFormato Evidencia Producto Guia442235757Aún no hay calificaciones
- Ejemplo Formato WpsDocumento9 páginasEjemplo Formato WpsHEBER ARMANDO JARAMILLO SANCHEZAún no hay calificaciones
- Ejemplo WPS SAWDocumento3 páginasEjemplo WPS SAWChaulafanazoAea100% (1)
- FORMATO WPS EXCEL Original para DiligenciarDocumento4 páginasFORMATO WPS EXCEL Original para DiligenciarCarlos Lora100% (1)
- Abertura de La RaízDocumento7 páginasAbertura de La RaízHector ChavezAún no hay calificaciones
- ASME IX VariablesDocumento13 páginasASME IX Variablesjuan manrique0% (1)
- FORMATO PQR - QW 483 - Fabian HerreraDocumento3 páginasFORMATO PQR - QW 483 - Fabian HerreraFabian Herrera Arias100% (1)
- Registro Inspección Visual de Soldaduras EstructuraDocumento1 páginaRegistro Inspección Visual de Soldaduras EstructuraHector Lopez100% (1)
- Formato para La Especificacion Del Procedimiento de Soldadura Wps JavierDocumento9 páginasFormato para La Especificacion Del Procedimiento de Soldadura Wps Javierjavier conde100% (1)
- WPS Api 1104Documento1 páginaWPS Api 1104Abel Valderrama Perez100% (2)
- Especificaciones Del Procedimiento de Soldadura - WPSDocumento6 páginasEspecificaciones Del Procedimiento de Soldadura - WPSByron Montejo0% (1)
- WPQR (Plantilla)Documento4 páginasWPQR (Plantilla)mazkarateAún no hay calificaciones
- Formato WPQRDocumento1 páginaFormato WPQRNicolas RamírezAún no hay calificaciones
- Formato Inspeccion Visual de SoldadurasDocumento1 páginaFormato Inspeccion Visual de SoldadurasBryan Llivicura80% (5)
- Ensayo de Doblez GuiadoDocumento19 páginasEnsayo de Doblez GuiadoWilberto Lobo MarimonAún no hay calificaciones
- Tabla Comparativa Entre Código, Norma y Especificación en SoldaduraDocumento4 páginasTabla Comparativa Entre Código, Norma y Especificación en SoldaduraWilliam GómezAún no hay calificaciones
- Asme - Macroataque - TraduccionDocumento2 páginasAsme - Macroataque - TraduccionErikaAún no hay calificaciones
- Formato Actividad 4 SenaDocumento1 páginaFormato Actividad 4 SenaMarian Natalia0% (1)
- Formato para La Especificacion Del Procedimiento de Soldadura WpsDocumento6 páginasFormato para La Especificacion Del Procedimiento de Soldadura WpsChristian StraussAún no hay calificaciones
- WPS Precalificado - SMAW PDFDocumento1 páginaWPS Precalificado - SMAW PDFmonikitismonikitisAún no hay calificaciones
- Foro para Resolver Actividad 3Documento1 páginaForo para Resolver Actividad 3Ivan RiosAún no hay calificaciones
- Tabla Comparativa Entre Codigo Norma y Especificacion en SoldaduraDocumento3 páginasTabla Comparativa Entre Codigo Norma y Especificacion en SoldaduraAndrea ValderramaAún no hay calificaciones
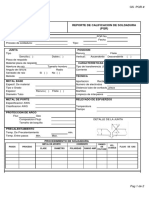
- Registro de Calificación de Procedimiento de Soldadura PQRDocumento2 páginasRegistro de Calificación de Procedimiento de Soldadura PQRLeybin Eduardo Hernandez Molina100% (2)
- Formato WpsDocumento1 páginaFormato WpsGILBERTH URREAAún no hay calificaciones
- Evidencias Actividad de Aprendizaje 1Documento3 páginasEvidencias Actividad de Aprendizaje 1francisco100% (4)
- WPS Gmaw Tam 007Documento1 páginaWPS Gmaw Tam 007GerardoYanez100% (1)
- WPS - 170-20 - Smaw-Precalificado para Calificacion de Soldador-1Documento1 páginaWPS - 170-20 - Smaw-Precalificado para Calificacion de Soldador-1antony bolivar100% (3)
- Formato Evidencia Producto Guia4Documento1 páginaFormato Evidencia Producto Guia44223575750% (2)
- Evidencia 3senaDocumento1 páginaEvidencia 3senawilmeidis villamizarAún no hay calificaciones
- Atividad 4 Evidencia 3Documento1 páginaAtividad 4 Evidencia 3josem94Aún no hay calificaciones
- WPS 12mmDocumento2 páginasWPS 12mmTonyRiverosBecerraAún no hay calificaciones
- Evidencia 3 de La 3Documento1 páginaEvidencia 3 de La 3arnol100% (1)
- Simulación de Un Procedimiento de Aceptación o Rechazo de Una Estructura Metálica SoldadaDocumento1 páginaSimulación de Un Procedimiento de Aceptación o Rechazo de Una Estructura Metálica SoldadaRichard Buelvas100% (2)
- Evidencia 3for Mato para La Especificación Del Procedimiento de Soldadura (WPS)Documento9 páginasEvidencia 3for Mato para La Especificación Del Procedimiento de Soldadura (WPS)GABRIELA RODRIGUEZAún no hay calificaciones
- Inspector de Soldadura Especialista (Wis) ExamenDocumento11 páginasInspector de Soldadura Especialista (Wis) ExamenMaldonado Carlos100% (1)
- Simulacion de Un Procedimiento de Aceptacion o Rechazo de Una Estructura Metalica SoldadaDocumento1 páginaSimulacion de Un Procedimiento de Aceptacion o Rechazo de Una Estructura Metalica Soldadaluis eduardo bustamante fuentesAún no hay calificaciones
- Evidencia 1 Foros de Discusion Normalizacion en Proyectos Metalicos SoldadosDocumento2 páginasEvidencia 1 Foros de Discusion Normalizacion en Proyectos Metalicos SoldadosPAOLA YURGAKHY100% (3)
- Parrafos ASME IX Articulo IIDocumento8 páginasParrafos ASME IX Articulo IIEfrain Ortiz BarretoAún no hay calificaciones
- Proceso de WPQDocumento15 páginasProceso de WPQDanny HTAún no hay calificaciones
- Calificación de Procedimientos de Soldadura. (PQR)Documento2 páginasCalificación de Procedimientos de Soldadura. (PQR)josue lopez100% (1)
- Codigo de Soldadura D1.1-Alarcon MozaDocumento24 páginasCodigo de Soldadura D1.1-Alarcon MozaanabelguadalupeAún no hay calificaciones
- WPS AsmeDocumento6 páginasWPS AsmeoschmalbachAún no hay calificaciones
- WPS AsmeDocumento7 páginasWPS AsmeCelso Sanabria100% (1)
- Tutela y GuardaDocumento3 páginasTutela y GuardaBruc3 EspinozaAún no hay calificaciones
- Informe Final - Conduciendo Mi Primer AutoDocumento51 páginasInforme Final - Conduciendo Mi Primer AutoRosangela Anampa AgurtoAún no hay calificaciones
- EXPERIENCIA DE APRENDIZAJE #3 (2º A) - Educacion FisicaDocumento3 páginasEXPERIENCIA DE APRENDIZAJE #3 (2º A) - Educacion FisicaIngry solayda Elias floresAún no hay calificaciones
- Sesión-6-Tipicidad Subjetiva Caso PrácticoDocumento10 páginasSesión-6-Tipicidad Subjetiva Caso PrácticoDander Ivan Trujillo CanazaAún no hay calificaciones
- 8 DermatomiositisDocumento21 páginas8 DermatomiositisPerla EscalanteAún no hay calificaciones
- Clase 2 Seminario Uso y Manejo de VozDocumento27 páginasClase 2 Seminario Uso y Manejo de VozRolando GuerraAún no hay calificaciones
- Lesiones de EspaldaDocumento5 páginasLesiones de EspaldaMiguel GomezAún no hay calificaciones
- La EvoluciónDocumento12 páginasLa EvoluciónEzequiel Ambrosio ReyesAún no hay calificaciones
- Diapositiva La Fenologia de La PapayaDocumento10 páginasDiapositiva La Fenologia de La PapayaAnonymous 76pMqBUeAún no hay calificaciones
- Demanda Union de HechoDocumento8 páginasDemanda Union de Hecholila Nuñez Castillo100% (5)
- Poliza Trec D6F850 PDFDocumento54 páginasPoliza Trec D6F850 PDFFranco Santana MoriAún no hay calificaciones
- DIAGNOSTICO ARQ - Proyecto Parque Parapente Alto HospicioDocumento14 páginasDIAGNOSTICO ARQ - Proyecto Parque Parapente Alto HospicioarquitekhausAún no hay calificaciones
- Diseño Concreto A 700 KG/CM2Documento11 páginasDiseño Concreto A 700 KG/CM2Fernando Andree Salazar AlcantaraAún no hay calificaciones
- Agilmente Cap 4 y 5Documento29 páginasAgilmente Cap 4 y 5cnaranjasoft100% (1)
- Fluid OsDocumento6 páginasFluid OsCristian AndradeAún no hay calificaciones
- Alimentación ALCALINA PDFDocumento12 páginasAlimentación ALCALINA PDFunaimirandaAún no hay calificaciones
- 1-Memorias Ferro10 1-137pag PDFDocumento138 páginas1-Memorias Ferro10 1-137pag PDFYohana SanchezAún no hay calificaciones
- La TransfiguracionDocumento2 páginasLa Transfiguracionjaime siviraAún no hay calificaciones
- Rol de Servicios de Culto Febrero 2020Documento1 páginaRol de Servicios de Culto Febrero 2020Ismael Fernando Avalos RojasAún no hay calificaciones
- Maduracoin de BananoDocumento12 páginasMaduracoin de BananoRogers GutierrezAún no hay calificaciones
- Que Significa MulticausalidadDocumento1 páginaQue Significa Multicausalidadbrisney15Aún no hay calificaciones
- Las Cualidades Físicas BásicasDocumento6 páginasLas Cualidades Físicas BásicasAndrea R.Aún no hay calificaciones
- Práctica 3 Visualisazión de Flujos en Regimen LibreDocumento2 páginasPráctica 3 Visualisazión de Flujos en Regimen Libredario100% (1)
- Manual Del Laboratorio de Quimica Bioinorganica PDFDocumento50 páginasManual Del Laboratorio de Quimica Bioinorganica PDFMarielita RamosAún no hay calificaciones
- Qué Es La Intervención Psicopedagógica 1eert PDFDocumento10 páginasQué Es La Intervención Psicopedagógica 1eert PDFNelly Hurtado AspeAún no hay calificaciones
- BotanicaDocumento6 páginasBotanicacarmen7bastAún no hay calificaciones
- Determinacion de Glucosa en SangreDocumento4 páginasDeterminacion de Glucosa en Sangrejuan pabloAún no hay calificaciones
- FTBorozinco Foliar 2016103110642Documento3 páginasFTBorozinco Foliar 2016103110642Daniel PoloAún no hay calificaciones
- Reporte Practica-2Documento7 páginasReporte Practica-2Diana SvlAún no hay calificaciones