También podría gustarte
- Ingenieria de Menu PDFDocumento137 páginasIngenieria de Menu PDFAndrés Robles73% (11)
- Manual de Servicio Chevrolet OptraDocumento125 páginasManual de Servicio Chevrolet Optraccorrea1367% (12)
- Planos Tipos ErmDocumento1 páginaPlanos Tipos ErmWill Baca BadajosAún no hay calificaciones
- SOPROCAL - Dosificacion Mortero PDFDocumento2 páginasSOPROCAL - Dosificacion Mortero PDFnakeno100% (1)
- Rendimientos F&MDocumento129 páginasRendimientos F&MarcelitasAún no hay calificaciones
- Molino Trapezoidal MTWDocumento5 páginasMolino Trapezoidal MTWAndres CespedesAún no hay calificaciones
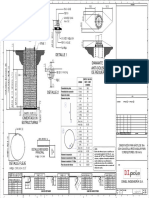
- Cimentación Típica Mástiles Hasta 18mDocumento1 páginaCimentación Típica Mástiles Hasta 18mYasid Bernal TorresAún no hay calificaciones
- Dc-098 Descripcion Cargo Mecanico de MantenimientoDocumento3 páginasDc-098 Descripcion Cargo Mecanico de Mantenimientomekanicobucaro100% (2)
- COPC 2016 Guía para La Mejora Del Desempeño COPC PSIC 6.0a V 1.0 1X Ene 17 Esp 1Documento55 páginasCOPC 2016 Guía para La Mejora Del Desempeño COPC PSIC 6.0a V 1.0 1X Ene 17 Esp 1bitam_27100% (2)
- Guía del Contratista para Instalación de Tuberías de PVC con Empaque para Agua/ para AlcantarilladoDe EverandGuía del Contratista para Instalación de Tuberías de PVC con Empaque para Agua/ para AlcantarilladoAún no hay calificaciones
- Baranda Metalica PDFDocumento12 páginasBaranda Metalica PDFalexander100% (1)
- MC 8.100-Especificaciones para SuelosDocumento3 páginasMC 8.100-Especificaciones para SuelosMichael Muñoz100% (1)
- Diseño, Construcción y Montaje de Transportadores y TolvasDocumento4 páginasDiseño, Construcción y Montaje de Transportadores y TolvasheavyvectorAún no hay calificaciones
- Protocolo Experimental de Bola MarcadaDocumento7 páginasProtocolo Experimental de Bola MarcadaAnonymous QmT5xMPzG100% (1)
- Ficha Técnica de Producto ADS N12 60plgDocumento2 páginasFicha Técnica de Producto ADS N12 60plgOFICINA ING. CARLOS ARTURO ARANGOAún no hay calificaciones
- Manual ProdacDocumento84 páginasManual Prodacvivo por rossy100% (1)
- Cuartos de GranalladoDocumento2 páginasCuartos de GranalladoFernando PintoAún no hay calificaciones
- FT Is 02 3 - 16 X 1 - 1 - 4Documento1 páginaFT Is 02 3 - 16 X 1 - 1 - 4Julio Eder LopezAún no hay calificaciones
- Certificado de Calidad de Alambre RecocidoDocumento1 páginaCertificado de Calidad de Alambre RecocidoDeivid CiprianoAún no hay calificaciones
- Versión 2Documento1 páginaVersión 2Carlos QuintanaAún no hay calificaciones
- Iso 12944Documento1 páginaIso 12944Carlos Andres Gonzales VerasteguiAún no hay calificaciones
- Abrazadera de ReparacionDocumento2 páginasAbrazadera de Reparacionjuan mattiacciAún no hay calificaciones
- Retencion GuitarraDocumento1 páginaRetencion GuitarraStiver MartinezAún no hay calificaciones
- Procedimiento de Fabricacion de Tolva de Pesaje Por BatchDocumento3 páginasProcedimiento de Fabricacion de Tolva de Pesaje Por BatchJavier Aguirre ChuquihuangaAún no hay calificaciones
- Procedimiento Instalacion Tanque Acero VitrificadoDocumento18 páginasProcedimiento Instalacion Tanque Acero Vitrificadodiego garciaAún no hay calificaciones
- Tabla Aforo VarillaDocumento7 páginasTabla Aforo VarillaLuighi2015Aún no hay calificaciones
- Vigas H Alas Anchas WF PDFDocumento3 páginasVigas H Alas Anchas WF PDFJosh AnthonyAún no hay calificaciones
- Perfiles CuadradosDocumento4 páginasPerfiles CuadradosEnrique NuñezAún no hay calificaciones
- NiplesDocumento4 páginasNiplesJC Chamz RAún no hay calificaciones
- Baranda Metalica PDFDocumento12 páginasBaranda Metalica PDFFabian Alberto Lasso M100% (1)
- NTP Ia 016Documento13 páginasNTP Ia 016ecocadecAún no hay calificaciones
- Conexiones de BronceDocumento2 páginasConexiones de Broncekarmencitaconk4035Aún no hay calificaciones
- 4a 0196 Im PDFDocumento277 páginas4a 0196 Im PDFElier Obando FloresAún no hay calificaciones
- Perno Autoperforante PDFDocumento2 páginasPerno Autoperforante PDFE Altamirano PardoAún no hay calificaciones
- Protocolo de Arenado y PinturaDocumento2 páginasProtocolo de Arenado y PinturaDouglas Alfonso Vergaray HuamanAún no hay calificaciones
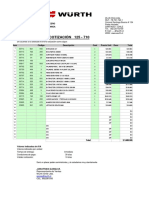
- Cotizacion Herramienta Almacen TecnicoDocumento2 páginasCotizacion Herramienta Almacen Tecnicoscrrrr100% (1)
- Apus TechumbreDocumento5 páginasApus TechumbreJuanRullzCjotaBustosValenzuelaAún no hay calificaciones
- Catalogo Arcelor Mittal Perfis AcbDocumento44 páginasCatalogo Arcelor Mittal Perfis AcbbdromeiraAún no hay calificaciones
- Ficha Tecnica Perfiles Klar PDFDocumento2 páginasFicha Tecnica Perfiles Klar PDFJosue CarrasqueroAún no hay calificaciones
- Catálogo Mano de ObraDocumento1 páginaCatálogo Mano de ObraOscar GuerreroAún no hay calificaciones
- El Mito de Los Tornillos PavonadosDocumento7 páginasEl Mito de Los Tornillos PavonadosÓscar Rodríguez PeraltaAún no hay calificaciones
- GAVION CAJA - GALVANIZADO - 8x10 - 2.70 - 3.40mm - 2013 OctDocumento2 páginasGAVION CAJA - GALVANIZADO - 8x10 - 2.70 - 3.40mm - 2013 OctEdgardYL9Aún no hay calificaciones
- FLANGES Din 2502 pn16Documento1 páginaFLANGES Din 2502 pn16R_O_N_YAún no hay calificaciones
- Masa CorridaDocumento2 páginasMasa CorridaOrlando AliagaAún no hay calificaciones
- NMX C 155 Onncce 2004Documento3 páginasNMX C 155 Onncce 2004merol20990% (1)
- Apu Pases y AcueductosDocumento29 páginasApu Pases y AcueductosSteven Aijarí MestasAún no hay calificaciones
- Memoria de CalculosDocumento8 páginasMemoria de CalculosEdwin Ed Perez MAún no hay calificaciones
- Normas Asociadas A Pernos de AnclajeDocumento18 páginasNormas Asociadas A Pernos de AnclajeJose Antonio García Ruíz100% (1)
- 103 - Catalogo Biax de Plastigama BajaDocumento30 páginas103 - Catalogo Biax de Plastigama BajaRenato Gomez100% (1)
- Soluciones de Aislamiento para Marina. Ultimate Lana de Vidrio Lana de RocaDocumento24 páginasSoluciones de Aislamiento para Marina. Ultimate Lana de Vidrio Lana de RocaGamerzone GOAún no hay calificaciones
- Exp513 - Kit Básico Eco - Bertan Nuevo Hasta 10 T-H Santiago Hermoso BeramendiDocumento6 páginasExp513 - Kit Básico Eco - Bertan Nuevo Hasta 10 T-H Santiago Hermoso BeramendiSantiago SantiagoAún no hay calificaciones
- Tabla de Pares de AprieteDocumento2 páginasTabla de Pares de AprieteHector AlvaradoAún no hay calificaciones
- Hilo Astm A 193 PDFDocumento1 páginaHilo Astm A 193 PDFAngel LopezAún no hay calificaciones
- Tablas de ConversiónDocumento5 páginasTablas de ConversiónDiana ConchaAún no hay calificaciones
- Plan de CalidadDocumento9 páginasPlan de CalidadMARIA DEL CARMEN ALEJOS VELAZQUEZAún no hay calificaciones
- Factores de Presupuestos AceroDocumento26 páginasFactores de Presupuestos AceroCarol Martz50% (2)
- Especificaciones de RoscasDocumento64 páginasEspecificaciones de Roscaszepol20000% (1)
- Constancia de Visita de Obra PDFDocumento5 páginasConstancia de Visita de Obra PDFhjhjjAún no hay calificaciones
- Reporte FotograficoDocumento58 páginasReporte FotograficoCaroline OrtizAún no hay calificaciones
- NTC161Documento20 páginasNTC161Juan Alejandro Jurado de la RosaAún no hay calificaciones
- NTC 161 Barras (Y Rollos) Lisos y Corrugados de Acero Al Carbono PDFDocumento20 páginasNTC 161 Barras (Y Rollos) Lisos y Corrugados de Acero Al Carbono PDFMarcos Suarez100% (1)
- Nombre: David Santiago Muñoz Rodríguez Fecha: 23 de Agosto Del 2021 Profesor: Julián Carrillo. Código: 1103763Documento9 páginasNombre: David Santiago Muñoz Rodríguez Fecha: 23 de Agosto Del 2021 Profesor: Julián Carrillo. Código: 1103763Esteban Leonardo Martinez QuevedoAún no hay calificaciones
- NTC1925Documento14 páginasNTC1925juano20090% (1)
- Manual 2019 05 Logistica (1854) PDFDocumento248 páginasManual 2019 05 Logistica (1854) PDFJonatan AlcarrazAún no hay calificaciones
- Presentación Cidelsa 2019 V2Documento23 páginasPresentación Cidelsa 2019 V2Ivan ZuritaAún no hay calificaciones
- Trabajo Gestion Del MantenimientoDocumento24 páginasTrabajo Gestion Del MantenimientoAriana Rentacar MendozaAún no hay calificaciones
- DoceDocumento3 páginasDoceELBABO100% (7)
- Procesos en Flujo Flexible LeanDocumento57 páginasProcesos en Flujo Flexible LeanPedro Alberto Cuevas Alvarez100% (1)
- Creacion y Evolucion de La LavadoraDocumento3 páginasCreacion y Evolucion de La LavadoraPaola ArambarriAún no hay calificaciones
- Power DesignerDocumento4 páginasPower DesignerAnna Vázquez OrihuelaAún no hay calificaciones
- Procedimiento Escrito de Trabajo Seguro CLEANINGDocumento2 páginasProcedimiento Escrito de Trabajo Seguro CLEANINGservicios generalesAún no hay calificaciones
- La Importancia de La Quimica en La Ingenieria Civil IIDocumento3 páginasLa Importancia de La Quimica en La Ingenieria Civil IIWildez GomezAún no hay calificaciones
- RCA - Fallas de Sellos en Bombas - T.DiazDocumento8 páginasRCA - Fallas de Sellos en Bombas - T.DiaztibaldodiazAún no hay calificaciones
- Ingreso de Articulos A AlmacenDocumento15 páginasIngreso de Articulos A AlmacenMarco ApazaAún no hay calificaciones
- Participación Del Auditor en El Desarrollo de SistemasDocumento9 páginasParticipación Del Auditor en El Desarrollo de SistemasAlejandro Apaza Silva0% (1)
- Actividad de Puntos Evaluables - Escenario 2 - SEGUNDO BLOQUE-TEORICO - VIRTUAL - MODELOS DE TOMA DE DECISIONES - (GRUPO B12)Documento5 páginasActividad de Puntos Evaluables - Escenario 2 - SEGUNDO BLOQUE-TEORICO - VIRTUAL - MODELOS DE TOMA DE DECISIONES - (GRUPO B12)Laura Sofia Torres100% (1)
- Comparación de NormasDocumento3 páginasComparación de Normasjohny_maloneAún no hay calificaciones
- Taller Mejora Del Plan Estratégico AA4Documento3 páginasTaller Mejora Del Plan Estratégico AA4BEATRIZ TRIANA60% (5)
- Catalogo de Remaches GESIPA PDFDocumento28 páginasCatalogo de Remaches GESIPA PDFkardonharmanAún no hay calificaciones
- Material CompletoDocumento111 páginasMaterial CompletoRenato Osvaldo López ConchaAún no hay calificaciones
- PCAS022PRDocumento2 páginasPCAS022PRinitzaAún no hay calificaciones
- Especificaciones ArquitecturaDocumento121 páginasEspecificaciones Arquitecturatecnico7000Aún no hay calificaciones
- TC Electronic Polytune 2 Mini Manual SpanishDocumento13 páginasTC Electronic Polytune 2 Mini Manual SpanishCarlos CortésAún no hay calificaciones
- SpanTechManual Spanish PDFDocumento100 páginasSpanTechManual Spanish PDFYamiil SamooAún no hay calificaciones
- Diseño Casos Prueba CreditoDocumento196 páginasDiseño Casos Prueba Creditocarlosvalg200721700% (1)
- Aqualisa QuartzDocumento21 páginasAqualisa QuartzYadiraGarófalo33% (3)
- Reniec - Tramite de Duplicado Dni Vía Banco de La NaciónDocumento62 páginasReniec - Tramite de Duplicado Dni Vía Banco de La NaciónEdward Pardavé BerrocalAún no hay calificaciones
- Universidad de San Carlos de Guatemala Facultad de Ingeniería Práctica Contabilidad 1 Auxiliar: Ing. Owen Torres Rivera Primer Semestre 2022Documento3 páginasUniversidad de San Carlos de Guatemala Facultad de Ingeniería Práctica Contabilidad 1 Auxiliar: Ing. Owen Torres Rivera Primer Semestre 2022DARWIN DANIEL OCHOA AGUSTINAún no hay calificaciones