Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Cap 2 Deformación en Caliente
Cap 2 Deformación en Caliente
Cargado por
Estefanía Sepúlveda HernándezTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Cap 2 Deformación en Caliente
Cap 2 Deformación en Caliente
Cargado por
Estefanía Sepúlveda HernándezCopyright:
Formatos disponibles
Metalurgia Mecánica, Capítulo II. Deformación en caliente.
CAPITULO II
DEFORMACIÓN EN CALIENTE
2.1 Introducción
Gran parte de las operaciones de conformado se realizan en caliente. Esto se debe a la menor
energía que se requiere para llevar a cabo el proceso. Debe tenerse en cuenta que en el caso de
deformación en frío, alrededor del 90% de la energía se pierde como calor y sólo el 10%
restante se utiliza para deformar el material (1).
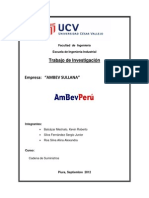
Algunos de los procesos de conformado en caliente son los que se muestran en la figura 2.1.
Sin duda una de las operaciones más conocidas consiste en el proceso de laminado, donde se
disminuye el espesor de un material al hacerlo pasar entre un par de rodillos, como se muestra
en la figura 2.1(a).
La forja consiste en la aplicación de una presión sobre el material a conformar, la que se
realiza contra una matriz. Esta operación puede ser en matriz abierta o cerrada, tal como se
muestra en la figura 2.1 (b).
En la figura 2.1(c) se muestra el esquema del proceso de extrusión directo, en el cual se ejerce
una presión a través de un émbolo sobre un material que, encontrándose a alta temperatura, es
forzado contra una boquilla.
En los procesos de extrusión inversa, figura 2.1(d), la presión se ejerce en la dirección inversa
al flujo de material.
Los procesos de trefilación también suelen ser realizados en caliente. En ellos, un material
que presenta simetría con respecto a un eje longitudinal, se hace pasar por una matriz,
reduciéndose su dimensión perpendicular al flujo.
Departamento de Ingeniería Metalúrgica – USACH. 2-1
Metalurgia Mecánica, Capítulo II. Deformación en caliente.
En el capítulo siguiente se estudiarán cuantitativamente algunos de estos procesos.
El aspecto fundamental de los procesos de deformación en caliente lo constituye la existencia
de procesos dinámicos de recuperación y recristalización.
A modo de ejemplo, considérese una aplicación industrial proveniente de la industria del
acero: el proceso de laminado en caliente. En la figura 2.2 se muestra un esquema de esta
operación mostrándose las sucesivas disminuciones en el espesor del material durante la etapa
de acabado (últimas pasadas). A su vez, en la figura 2.3 se muestra la variación de la
deformación verdadera equivalente y de la temperatura con el tiempo transcurrido,
indicándose las velocidades de deformación utilizadas a la derecha de cada escalón. Tal como
se aprecia, el material comienza a laminarse a una temperatura cercana a los 1200°C y termina
su laminación 850°C. A su vez, el espesor disminuye desde 216 mm hasta 2 mm.
Posterior a esta operación, el material se enfría con duchas de agua hasta una temperatura
entre 650 y 750°C, tras lo cual puede ser laminado en frío o bien venderse como tal, enrollado
en bobinas, tal como se muestra en la figura 2.4.
2-2 Departamento de Ingeniería Metalúrgica – USACH
Metalurgia Mecánica, Capítulo II. Deformación en caliente.
Strip or
plate Roll
(a)
Roll
Upper die
Flash land
Flash
(b)
Lower die
Flash land
Billet
(c)
Forging
Bottom
die
Extruded
product
Ram (d)
Dummy
block Die
Die (e)
Figura 2.1.- Ejemplos de procesos de conformado (a) Laminado; (b) Forja cerrada; (c) Forja abierta (d) Extrusión
Directa; (e) Extrusión Inversa.
Departamento de Ingeniería Metalúrgica – USACH. 2-3
Metalurgia Mecánica, Capítulo II. Deformación en caliente.
Figura 2.2.- Esquema del proceso de laminación en caliente en aceros mostrando las reducciones
típicas por paso con cuatro posiciones desbastadoras y seis terminales (2).
Figura 2.3.- Esquema típico de laminación de un planchón desde 216 hasta 2 mm para la fabricación de banda
para hojalata. Los números a la derecha de cada escalón son velocidades de deformación verdadera para una
velocidad de salida de 9,5 m/s (3).
2-4 Departamento de Ingeniería Metalúrgica – USACH
Metalurgia Mecánica, Capítulo II. Deformación en caliente.
Figura 2.4.- Flow-sheet de la Compañía Siderúrgica de Huachipato (4).
Departamento de Ingeniería Metalúrgica – USACH. 2-5
Metalurgia Mecánica, Capítulo II. Deformación en caliente.
Dado un proceso de laminación en caliente de acero, hallar las deformaciones en cada caso,
con los datos de espesor de que se dispone
1. Desbastador 216 – 162 – 108 –54 – 20mm.
Respuesta: 50 – 50 –50 – 50 = 200
2. Acabador datos de la figura 2.
3. Hallar la deformación total.
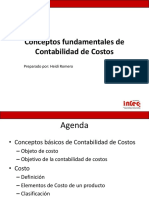
2.2 Recuperación Dinámica
La figura 2.5 muestra la curva de esfuerzo-deformación de la aleación Al-1%Mg trazada a
400°C en el ensayo de compresión plana, para distintas velocidades de deformación. Tal como
se muestra, el esfuerzo aumenta hasta un cierto valor, tras lo cual se mantiene constante. Esta
curva debe compararse con una curva esfuerzo-deformación realizada a temperatura ambiente,
que no presenta zonas de esfuerzo constante. El comportamiento descrito se debe a que, al
realizarse el proceso de deformación a alta temperatura, la recuperación se produce
simultáneamente, por lo que se obtiene un ablandamiento del material que contrarresta el
endurecimiento por deformación. Además, en la misma figura puede apreciarse que a medida
que aumenta la velocidad de deformación, se produce un aumento de la resistencia del
material, lo que se explica porque a mayor velocidad de deformación hay menos tiempo para
el movimiento de las dislocaciones. Se ha encontrado que este comportamiento es típico del
hierro-, los aceros ferríticos, el aluminio y muchas aleaciones de aluminio.
Se han propuesto algunos modelos para representar los cambios producidos durante los
procesos de recuperación y recristalización dinámicos.
En el caso de recuperación se puede plantear que:
e 0 B1 exp C (2.1)
m
en que:
0 corresponde al esfuerzo de fluencia inicial.
es la deformación.
m es una constante del material.
B, C son constantes que dependen de la velocidad de deformación ( ) y de la temperatura.
2-6 Departamento de Ingeniería Metalúrgica – USACH
Metalurgia Mecánica, Capítulo II. Deformación en caliente.
Figura 2.5.- Diagrama esfuerzo-deformación para la aleación comercial Al-1%Mg a 400ºC sometida a
compresión plana (3).
2.3 Recristalización Dinámica
La figura 2.6 muestra el diagrama esfuerzo-deformación para acero 0.68%C en compresión
axisimétrica a diversas temperaturas. Tal como se aprecia, el diagrama se caracteriza por
presentar un máximo tras lo cual el esfuerzo oscila en torno a un valor final, estabilizándose
finalmente en este valor final. Este comportamiento se debe a que mientras el material se
deforma, se produce simultáneamente la recristalización del mismo. Esto hace disminuir la
dureza del material, lo que se refleja en una caída en la curva; el endurecimiento por
deformación produce a su vez un aumento en la dureza. La competencia entre ambos efectos
produce el comportamiento mostrado en la figura 2.6.
Figura 2.6.- Curvas esfuerzo-deformación para acero 0.68% C sometido a compresión axisimétrica a una
velocidad de deformación de 1.3x10-3 s-1 (3).
Departamento de Ingeniería Metalúrgica – USACH. 2-7
Metalurgia Mecánica, Capítulo II. Deformación en caliente.
Este comportamiento es típico de aceros austeníticos, cobre y sus aleaciones y níquel y sus
aleaciones. El máximo de la curva disminuye al aumentar la temperatura debido a que a mayor
temperatura es más fácil activar los mecanismos de recristalización. Además la oscilación
producida en el esfuerzo, disminuye al aumentar la temperatura. Esto se debe a que disminuye
el valor crítico de deformación para desencadenar la recristalización.
Otro parámetro importante es el valor de la deformación en el máximo, el que también
disminuye al subir la temperatura. Debe señalarse que la recristalización comienza antes de
este valor máximo, ver figura 2.7, produciéndose un leve incremento en la resistencia hasta el
valor de deformación p antes de la caída producto del ablandamiento del material.
Para el caso de recristalización dinámica se tiene:
B , 1 exp k A p / p (2.2)
m,
en que:
corresponde a la disminución en el esfuerzo debido a la recristalización
es la deformación.
p es la deformación en el máximo.
k, A y m’ son constantes del material y
B’ es función del parámetro de Zener-Hollomon.
2.4 Parámetro de Zener-Hollomon
El parámetro de Zener-Hollomon z se define como:
z exp Qdef / RT (2.3)
en que:
corresponde a la velocidad de deformación.
T es la temperatura absoluta y
Q es la energía de activación para la deformación, que vale 156 kJ/mol para aluminio y
312 kJ/mol para aceros al C-Mn.
En la figura 2.7 pueden apreciarse los modelos anteriormente enunciados, tanto para
recuperación como para recristalización.
2-8 Departamento de Ingeniería Metalúrgica – USACH
Metalurgia Mecánica, Capítulo II. Deformación en caliente.
Figura 2.7.- Curvas esfuerzo-deformación experimentales para acero de rodamientos al Ti y Mn ensayado a
900ºC y velocidad de deformación de 4.9 s-1 (3).
Figura 2.8.- Fracción recristalizada en función del tiempo y la temperatura para acero dulce (5).
En la figura 2.7 también se muestra con línea punteada el resultado de un modelo que predice
el comportamiento del esfuerzo en función de la deformación para materiales que
experimentan recuperación y para materiales que experimentan recristalización.
Evidentemente, los materiales que experimentan recuperación, disminuyen su energía durante
el proceso, lo que hace que estos materiales a su vez no experimenten el fenómeno de
recristalización.
2.5 Cinética de la Recristalización Estática
Se llama estático a un proceso que ocurre en un material después de aplicar la deformación,
con sólo aumentar su temperatura. Se puede hablar de recuperación y/o recristalización
estáticas.
Departamento de Ingeniería Metalúrgica – USACH. 2-9
Metalurgia Mecánica, Capítulo II. Deformación en caliente.
A continuación se expondrán las dependencias de las principales propiedades mecánicas y
micro estructurales durante la recristalización estática.
2.6 Fracción Recristalizada
La fracción recristalizada aumenta con la temperatura y con el tiempo de recocido. Tal como
se muestra en la figura 2.8, la relación entre X (la fracción recristalizada), la temperatura y el
tiempo tiene la apariencia de una curva S, adelantándose a medida que aumenta la
temperatura.
En este caso es posible plantear una relación entre fracción recristalizada, tiempo y
temperatura de la siguiente forma:
X 1 exp Bt k (2.4)
con B dado por:
B B0 exp Q / RT (2.5)
en que:
X es la fracción recristalizada
t es el tiempo
B0 y k son parámetros del material
Q es la energía de activación para la recristalización y
T es la temperatura.
En la figura 2.9 se muestra cómo aumenta la fracción recristalizada durante un proceso de
laminación en caliente con 15 segundos de tiempo entre pasadas, con la deformación impuesta
al material, la temperatura y con el parámetro de Zener-Hollomon para acero inoxidable 316L.
A su vez, al aumentar el tamaño de grano disminuye la fracción recristalizada. En esta figura
la letra C se refiere a las condiciones en el centro de la banda laminada y P se refiere a la
deformación máxima (peak).
2 - 10 Departamento de Ingeniería Metalúrgica – USACH
Metalurgia Mecánica, Capítulo II. Deformación en caliente.
Figura 2.9.- Variación de la fracción recristalizada y el
tamaño de grano promedio para acero inoxidable 316L,
con 15 s de tiempo entre pasadas para: (a) la
deformación impuesta en la deformación previa; (b)
temperatura equivalente del período de 15 s entre
pasadas; (c) el parámetro de Zener-Hollomon para la
deformación previa. C y P representan condiciones de
deformación en el centro y máximas (P)
respectivamente (3).
Departamento de Ingeniería metalúrgica – USACH. 2 - 11
Metalurgia Mecánica, Capítulo II. Deformación en caliente.
La cinética de recristalización se puede evaluar a través de experimentos isotérmicos. Para ello
se calientan a diversas temperaturas y durante diferentes tiempos, un número apropiado de
probetas deformadas en frío, las que son templadas tras ser mantenidas cada una a una
temperatura y en tiempo específicos. La fracción recristalizada puede medirse ya sea por
metalografía cuantitativa o por medidas de dureza, de acuerdo a
Ho H
X
Ho H f
en que X es la fracción recristalizada.
Ho, Hf son las durezas inicial y final respectivamente.
H corresponde a la dureza del material en cualquier etapa de la recristalización.
Así, a partir de la ecuación (4) se puede plantear
n n1 X nB kn
A temperatura constante, la ecuación anterior corresponde a una línea recta pendiente k y redonda
al origen B. Si el experimento se realiza al menos a dos temperaturas diferentes, se puede utilizar
la ecuación (5) para hallar Q y Bo, de acuerdo a:
Q
n B n Bo
RT
1
lo que equivale a una recta en el espacio n B vs
T
2.7 Tamaño de Grano Recristalizado
El tamaño de grano recristalizado disminuye al aumentar la cantidad de deformación introducida
en el material, tal como se aprecia en la figura 2.10 para acero inoxidable 316L. Esta disminución
en el tamaño de grano cesa tras alcanzar un cierto nivel de deformación, que depende del tamaño
inicial de grano y de la temperatura a la que se realiza el proceso. Mayores tamaños de grano
iniciales aumentan la cantidad de deformación necesaria para alcanzar el menor tamaño de grano
recristalizado. Por otro lado, al aumentar la temperatura de conformado, aumenta el tamaño de
grano recristalizado.
En la figura 2.11 se muestra la variación del tamaño de grano recristalizado con la deformación
impuesta para hierro de pureza elevada, observándose nuevamente la tendencia a disminuir el
tamaño de grano al aumentar la deformación impuesta.
2.8 Tiempo para 50% de Recristalización
La figura 2.12 muestra, para acero inoxidable 316L, la variación entre el tiempo para 50% de
recristalización y la deformación equivalente introducida, pudiéndose observar lo siguiente: a
2 - 12 Departamento de Ingeniería Metalúrgica – USACH
Metalurgia Mecánica, Capítulo II. Deformación en caliente.
medida que aumenta la deformación impuesta o aumenta la temperatura o disminuye el tamaño
de grano inicial, disminuye el tiempo para 50% de recristalización. Una vez más se observa la
existencia de una deformación crítica por sobre la cual, el tiempo de 50% de recristalización no
sigue disminuyendo, la que depende del tamaño de grano inicial del material y de la temperatura
a la que se realiza el proceso.
Figura 2.10.- Tamaño de grano recristalizado como función de la deformación, temperatura y tamaño de
grano inicial para acero inoxidable 316L (3).
Figura 2.11. Dependencia del
tamaño de grano recristalizado
respecto de la deformación (5).
El tiempo de recristalización se puede representar de la siguiente manera:
t X f ( z , , T , D0 ) (2.6)
en que
z es el parámetro de Zener-Hollomon
T es la temperatura y
D0 es el tamaño de grano inicial
Departamento de Ingeniería metalúrgica – USACH. 2 - 13
Metalurgia Mecánica, Capítulo II. Deformación en caliente.
En la figura 2.13 se muestra la dependencia entre el
tiempo de recristalización compensado y el parámetro
de Zener-Hollomon. En la figura 2.14 se muestra la
dependencia entre el tiempo de recristalización y la
deformación equivalente. En la figura 2.15 se muestra
la dependencia entre el tiempo de recristalización y el
tamaño de grano inicial. De estas figuras se pueden
obtener el siguiente conjunto de ecuaciones
empíricas:
Figura 2.12.- Tamaño de grano completamente
recristalizado como función de la deformación, temperatura y tamaño de grano inicial para acero inoxidable
316L (3).
t X z 0.375 , T , D0 cte (2.7)
t X 4 z, T , D0 cte (2.8)
t X D02 z, , T cte (2.9)
Figura 2.13.- Dependencia del tiempo de
recristalización compensado respecto a los
parámetros z, del proceso de conformado en
caliente. El tiempo de recristalización
compensado se define como:
Q .
W X t X exp
RT
2 - 14 Departamento de Ingeniería Metalúrgica – USACH
Metalurgia Mecánica, Capítulo II. Deformación en caliente.
Figura 2.14.- Dependencia del tiempo de recristalización respecto de la deformación.
Figura 2.15.- Dependencia del tiempo de recristalización respecto al tamaño de grano inicial (5).
A partir de la figura 2.16 se puede encontrar que
t X exp Q z, , D0 ctes (2.10)
RT
Si se agrupa en una única expresión, el conjunto de relaciones anteriores, se tiene que:
Q
t X Kz 0.375 4 D02 exp (2.11)
RT
Departamento de Ingeniería metalúrgica – USACH. 2 - 15
Metalurgia Mecánica, Capítulo II. Deformación en caliente.
en que K para acero dulce vale 3.54 x x10-21 s1.375 m-2.
Figura 2.16.- Cálculo de las energías de activación para la recristalización (5).
2.9 Tamaño de Grano Recristalizado
En la figura 2.17 se muestra la dependencia entre el tamaño de grano recristalizado y la tensión
de fluencia del material. A su vez, en la figura 2.11 se muestra la dependencia entre el tamaño de
grano recristalizado y la deformación aplicada. Finalmente en la figura 2.18 se muestra la
dependencia entre el tamaño de grano recristalizado y el tamaño de grano inicial.
A partir de estas figuras, se puede deducir un comportamiento representado por la siguiente
ecuación, válida para acero dulce:
1 z
0.67
1 (2.12)
DRe s K' ln 1 D0 2
n A
K’ = 25 (m2/MN)0.67m1/2
n = 6.7 x 10-2 m2/MN
A = 8.5 x 109 s-1
2 - 16 Departamento de Ingeniería Metalúrgica – USACH
Metalurgia Mecánica, Capítulo II. Deformación en caliente.
Figura 2.17.- Dependencia del tamaño de grano recristalizado respecto a la tensión de flujo plástico.
Dres
(m)
Figura 2.18.- Dependencia del tamaño de grano recristalizado respecto al tamaño de grano inicial.
2.10 Crecimiento de Grano
El crecimiento de grano para acero dulce se puede modelar por la ecuación
D 10 DRe
10
s Mt
(2.13)
con
Q (2.14)
M K ' ' exp
RT
donde, para acero dulce
400.000 J / mol (2.15)
M 3.87 x10 32 exp
RT
2.11 Tiempo entre Pasadas de Laminación
Departamento de Ingeniería metalúrgica – USACH. 2 - 17
Metalurgia Mecánica, Capítulo II. Deformación en caliente.
En la figura 2.19 se muestra lo que ocurre cuando en un proceso de laminación en caliente existe
un tiempo distinto de cero entre pasadas. Un material que experimenta recuperación estática entre
pasada y pasada, mostrará una disminución en su resistencia mecánica tanto mayor cuanto mayor
sea el tiempo entre pasadas. Lo mismo acontece cuando el material experimenta recristalización
dinámica, con la diferencia que en este último caso la disminución en la resistencia mecánica será
más acusada.
Figura 2.19.- Efecto de la recuperación y recristalización estática sobre la curva esfuerzo-deformación de
una segunda pasada
2.12 Referencias
1.- Reed-Hill R., Principios de Metalurgia Física, 3a Ed. CECSA.1972.
2.- Smith W., Fundamentos de la Ciencia e Ingeniería de Materiales, Mc Graw-Hill, 3ª Ed. 1998.
3.- Beynon J., Curso “Modelling of hot working processes”, ETSII San Sebastián, España, Nov.,
1988.
4.- Monsalve A., Artigas A., Curso de “Fabricación de Productos Planos de Acero”, Compañía
Siderúrgica de Huachipato, 2001.
5.- Urcola J.J., Fuentes M., Deformación en caliente, III Parte: Cambios microestructurales
durante y después de la deformación. Rev. Metal. CENIM, Vol. 17 (1981), Nº1.
6.- Urcola J.J., Fuentes M., Deformación en caliente, I Parte: Principios fundamentales. Rev.
Metal. CENIM, Vol. 16 (1980), Nº5.
7.- Urcola J.J., Fuentes M., Deformación en caliente, II Parte: Resistencia mecánica y ductilidad.
Rev. Metal. CENIM, Vol. 16 (1980), Nº6.
2 - 18 Departamento de Ingeniería Metalúrgica – USACH
También podría gustarte
- Javier Villanueva El Origen Industrialización ArgentinaDocumento27 páginasJavier Villanueva El Origen Industrialización Argentina8bleu8100% (1)
- Control Calidad Inst de Geosinteticos - GeomembranaDocumento49 páginasControl Calidad Inst de Geosinteticos - GeomembranaOrlando Herrera Valdivia75% (4)
- Libros de Mecánica de FluidosDocumento3 páginasLibros de Mecánica de FluidosSebas Jimenez MAún no hay calificaciones
- Sistema LogisticoDocumento62 páginasSistema LogisticoAnthony Pinto0% (1)
- Reduccion de MineralesDocumento62 páginasReduccion de Mineralesbarbaaaaaa100% (1)
- Fundamentos Basculas de BandaDocumento5 páginasFundamentos Basculas de BandabarbaaaaaaAún no hay calificaciones
- VinoDocumento1 páginaVinobarbaaaaaaAún no hay calificaciones
- Lab SedimentacionDocumento3 páginasLab SedimentacionbarbaaaaaaAún no hay calificaciones
- Lab SedimentacionDocumento3 páginasLab SedimentacionbarbaaaaaaAún no hay calificaciones
- Técnicas Experimentales en MetalurgiaDocumento54 páginasTécnicas Experimentales en MetalurgiabarbaaaaaaAún no hay calificaciones
- M.E. Evolucion de Los Sistemas de ProducciónDocumento9 páginasM.E. Evolucion de Los Sistemas de ProducciónPels ManiaticoAún no hay calificaciones
- Mapa Conceptual AdmonDocumento10 páginasMapa Conceptual AdmonLiroyAún no hay calificaciones
- Trabajo (Procesos Constructivos)Documento24 páginasTrabajo (Procesos Constructivos)ErikUlisesHernándezGómezAún no hay calificaciones
- Cap. 3 PDFDocumento20 páginasCap. 3 PDFdianaAún no hay calificaciones
- Fase1 - 212047 - 4 - Monica PintoDocumento22 páginasFase1 - 212047 - 4 - Monica PintoMonica SanchesAún no hay calificaciones
- Diagramas de Deformación de Materiales Metálicos, CerámicosDocumento13 páginasDiagramas de Deformación de Materiales Metálicos, Cerámicosds420580% (1)
- Hobsbawm, Eric (2009) - La Era de La Revolucion 1789-1848 (Cap. 2) PDFDocumento14 páginasHobsbawm, Eric (2009) - La Era de La Revolucion 1789-1848 (Cap. 2) PDFAlejandro MilonAún no hay calificaciones
- Raul Perozo Lab de Automatizacion Industrial 2Documento6 páginasRaul Perozo Lab de Automatizacion Industrial 2Endry PazAún no hay calificaciones
- Presentación DYD 2017Documento17 páginasPresentación DYD 2017Melissa HicksAún no hay calificaciones
- S80Documento20 páginasS80Juan RodríguezAún no hay calificaciones
- Unidad Didactica de Control de Calidad para GranosDocumento7 páginasUnidad Didactica de Control de Calidad para GranosJhunior Huaman YaccaAún no hay calificaciones
- Informe Técnico-FRUTIKADocumento8 páginasInforme Técnico-FRUTIKAJorge FerreiraAún no hay calificaciones
- Tema 9 Residuos CFPDocumento25 páginasTema 9 Residuos CFPPablo SAAún no hay calificaciones
- Manual de SoldadurasDocumento158 páginasManual de SoldadurasUniverso Celeste67% (3)
- La Construccion - Raul RojasDocumento68 páginasLa Construccion - Raul RojasErnesto Ccama CutipaAún no hay calificaciones
- Análisis de Precios Unitarios: PáginaDocumento22 páginasAnálisis de Precios Unitarios: PáginaBoza Huayra AmericAún no hay calificaciones
- Trabajo de Investigación Del CobreDocumento13 páginasTrabajo de Investigación Del CobreHV1966100% (2)
- Mieles Constante Josceline Pamela Capitulo 4Documento64 páginasMieles Constante Josceline Pamela Capitulo 4Mago JorgeAún no hay calificaciones
- Ejemplos de Unidades Productivas en El SalvadorDocumento3 páginasEjemplos de Unidades Productivas en El SalvadorVictoria MirónAún no hay calificaciones
- Recocido Austenizacion Completa TerminadoDocumento19 páginasRecocido Austenizacion Completa TerminadoDavid EscobarAún no hay calificaciones
- Nanotecnología Aplicada Al Tratamiento de SuperficiesDocumento3 páginasNanotecnología Aplicada Al Tratamiento de SuperficiesRodrigo Tito NovaAún no hay calificaciones
- AmbevDocumento12 páginasAmbevJhan Silva RamirezAún no hay calificaciones
- Construccion de Caja MetalicaDocumento4 páginasConstruccion de Caja MetalicadavidAún no hay calificaciones
- INI-323-1. Fundamentos Contabilidad de CostosDocumento14 páginasINI-323-1. Fundamentos Contabilidad de CostosalexAún no hay calificaciones
- Selección de Materiales para La Fabricacion de Empacaduras de Motores de CombustionDocumento7 páginasSelección de Materiales para La Fabricacion de Empacaduras de Motores de CombustionFabio Ruiz100% (1)