También podría gustarte
- Informe 01 Plan Anual de Semanas de Gestión 2023Documento1 páginaInforme 01 Plan Anual de Semanas de Gestión 2023Pablo Enrique Chávez Zamora90% (10)
- Pure Data Tutorial en EspañolDocumento281 páginasPure Data Tutorial en EspañolYannet Vilela M100% (8)
- Expo PASTO GRANDEDocumento20 páginasExpo PASTO GRANDEIVAN NERIO DE LA CRUZ100% (1)
- EXAMEN #2 ING. SISMICA 2DO Corte. (15 %)Documento1 páginaEXAMEN #2 ING. SISMICA 2DO Corte. (15 %)yelibethAún no hay calificaciones
- Informe ODDI, EDUCACIÓN MUNICIPIO MARCANODocumento3 páginasInforme ODDI, EDUCACIÓN MUNICIPIO MARCANOyelibethAún no hay calificaciones
- Ing. Sismica. EvaluaciónDocumento2 páginasIng. Sismica. EvaluaciónyelibethAún no hay calificaciones
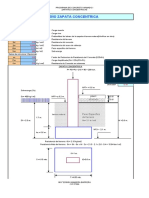
- 5.-PROGRAMA DE CONCRETO ARMADO I (Zapatas Concentricas)Documento59 páginas5.-PROGRAMA DE CONCRETO ARMADO I (Zapatas Concentricas)yelibethAún no hay calificaciones
- Ingen. Sismica - Asignac. #1 (Ii C - 10%)Documento1 páginaIngen. Sismica - Asignac. #1 (Ii C - 10%)yelibethAún no hay calificaciones
- Analisis de Fallas, Yelibeth ValdezDocumento3 páginasAnalisis de Fallas, Yelibeth ValdezyelibethAún no hay calificaciones
- El Triangulo de La Muerte # 1Documento5 páginasEl Triangulo de La Muerte # 1yelibethAún no hay calificaciones
- INGLESDocumento3 páginasINGLESyelibethAún no hay calificaciones
- HISTORIADocumento8 páginasHISTORIAyelibethAún no hay calificaciones
- Prueba de Nivel de Logro - PNL I Nivel 2023-2Documento8 páginasPrueba de Nivel de Logro - PNL I Nivel 2023-2JUAN ISIDRO VIERA ZAPATAAún no hay calificaciones
- Examen-Final Ejemplo MacroDocumento5 páginasExamen-Final Ejemplo Macrolaura cortesAún no hay calificaciones
- Problemas PlanteoDocumento1 páginaProblemas PlanteoRonald Espinoza VivancoAún no hay calificaciones
- Preguntas - ESPAÑOL 2Documento4 páginasPreguntas - ESPAÑOL 2AnthonyML100% (1)
- Guia Taller de InstagramDocumento40 páginasGuia Taller de Instagramgabrielas barriosAún no hay calificaciones
- Caso - Arqueo de CajaDocumento2 páginasCaso - Arqueo de CajaXiomara TrujilloAún no hay calificaciones
- Guía General RetirosDocumento13 páginasGuía General RetirosRené CabreraAún no hay calificaciones
- Acu 09Documento5 páginasAcu 09eudes condori lopezAún no hay calificaciones
- Marketing MixDocumento7 páginasMarketing MixNilda Judith Rafael CaroAún no hay calificaciones
- Acto Jurídico en El Proyecto de ReformaDocumento12 páginasActo Jurídico en El Proyecto de ReformaJennifer SaavedraAún no hay calificaciones
- Modelo de Negocios Lean CanvasDocumento5 páginasModelo de Negocios Lean CanvasAna Mildreth Herrera LealAún no hay calificaciones
- Cap 1-Valoracion Inmobiliaria-01Documento14 páginasCap 1-Valoracion Inmobiliaria-01Reno HaroAún no hay calificaciones
- Institución Educativa Escuela Normal Superior de Corozal Formación Complementaria Modalidad A Distancia y VirtualDocumento2 páginasInstitución Educativa Escuela Normal Superior de Corozal Formación Complementaria Modalidad A Distancia y VirtualSneider Kantero100% (1)
- PizzeriaDocumento14 páginasPizzeriaPamela ObandoAún no hay calificaciones
- Atr-Ssoma-Proc-001 - Gestión de RiesgosDocumento16 páginasAtr-Ssoma-Proc-001 - Gestión de RiesgosLuz Bella Ticona ChambiAún no hay calificaciones
- Ejercicios ResMatDocumento5 páginasEjercicios ResMatMartin MespoAún no hay calificaciones
- Evidencia 2 Seguimiento A La Gestión Del Talento HumanoDocumento7 páginasEvidencia 2 Seguimiento A La Gestión Del Talento HumanoJulie Paola Yepes AcuñaAún no hay calificaciones
- Formato Rappi Creación Menú PRODocumento6 páginasFormato Rappi Creación Menú PROAna Isabel QuiñónezAún no hay calificaciones
- 1 10989 Industrial Rub S.A PDFDocumento5 páginas1 10989 Industrial Rub S.A PDFMiquel AlaberniaAún no hay calificaciones
- 208017-TrabCol No 1Documento6 páginas208017-TrabCol No 1poter821Aún no hay calificaciones
- HT Chema Crack v022018Documento43 páginasHT Chema Crack v022018Franco Manuel Sánchez RomeroAún no hay calificaciones
- Msds 350Documento4 páginasMsds 350John JhonAún no hay calificaciones
- Ensayo UnadDocumento9 páginasEnsayo UnadJonathan GarciaAún no hay calificaciones
- Modelo de Oficio de Solicitud de FinanciamientoDocumento1 páginaModelo de Oficio de Solicitud de FinanciamientoreidAún no hay calificaciones
- Tutorial Moodle Central - Profesorado - Creación de Aulas - FDocumento10 páginasTutorial Moodle Central - Profesorado - Creación de Aulas - FALfredo ROldanAún no hay calificaciones
- GLOSADocumento2 páginasGLOSAjenny rojasAún no hay calificaciones
- Unidad 3 Carreteras (Obras de Drenaje) 3 GDocumento18 páginasUnidad 3 Carreteras (Obras de Drenaje) 3 GIsidro CanoAún no hay calificaciones