También podría gustarte
- Tinción Alcohol - Ácido ResistenteDocumento7 páginasTinción Alcohol - Ácido ResistenteElvis Wiliams Villavicencio VillarrealAún no hay calificaciones
- Ingeniería de Reacciones Químicas I: Cinética QuímicaDocumento12 páginasIngeniería de Reacciones Químicas I: Cinética QuímicaRafael PunchinAún no hay calificaciones
- Manual Uso Kits LaboratorioDocumento24 páginasManual Uso Kits LaboratorioDaniela Fernanda Perez MesaAún no hay calificaciones
- Rubrica 5.2 ItzelDocumento4 páginasRubrica 5.2 ItzelCarrasco JAAún no hay calificaciones
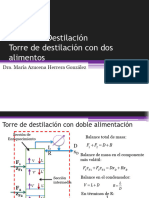
- Destilacion Con Doble AlimentaciónDocumento21 páginasDestilacion Con Doble AlimentaciónJOSE LUIS GUTIERREZ RODRIGUEZAún no hay calificaciones
- Taller de Semana 10Documento4 páginasTaller de Semana 10Giancarlo Diosdado Castro MendizabalAún no hay calificaciones
- Extintores PortátilesDocumento36 páginasExtintores PortátilesDANIELA LLANOSAún no hay calificaciones
- Hoja de Informacion #01Documento7 páginasHoja de Informacion #01rodwen vega villaordunaAún no hay calificaciones
- Hidrodinamica de La FlotacionDocumento5 páginasHidrodinamica de La FlotacionGabriela BedregalAún no hay calificaciones
- Falla Por FatigaDocumento42 páginasFalla Por FatigaMiguel A Carvajal Carvajal100% (1)
- Mapa Sesion 15Documento1 páginaMapa Sesion 15Vania MostaceroAún no hay calificaciones
- UreaDocumento8 páginasUreaCRESPOAún no hay calificaciones
- Práctica No. 5Documento12 páginasPráctica No. 5Edgar MoralesAún no hay calificaciones
- Práctica Sede Quito Determinación de Grasas y Proteinas en Sistemas AlimenticiosDocumento9 páginasPráctica Sede Quito Determinación de Grasas y Proteinas en Sistemas AlimenticiosXavierAún no hay calificaciones
- FLOTACIONDocumento16 páginasFLOTACIONKaren VillarroelAún no hay calificaciones
- Laboratorio #3 Reacción de Neutralización Acido Fuerte Base FuerteDocumento5 páginasLaboratorio #3 Reacción de Neutralización Acido Fuerte Base Fuertedaniela bissaAún no hay calificaciones
- Comercializacion 3 UnidadDocumento10 páginasComercializacion 3 UnidadAgustin Cabrera AlvaracinAún no hay calificaciones
- Clases de AguasDocumento5 páginasClases de AguasJavier BustiosAún no hay calificaciones
- Taller Preparatorio para El Parcial - Tema Respiración CelularDocumento9 páginasTaller Preparatorio para El Parcial - Tema Respiración CelularBEATRIZ ELENA MUNOZ ERAZOAún no hay calificaciones
- Biofisica Uni 1Documento10 páginasBiofisica Uni 1Bianca CastilloAún no hay calificaciones
- Guía de Ejercicios Primera Unidad Evaluación Del Método de ExplotaciónDocumento7 páginasGuía de Ejercicios Primera Unidad Evaluación Del Método de Explotacióngabita_333Aún no hay calificaciones
- El PH Como Factor Principal en Preferencia de Babosas y Caracoles Ante Cebo de CervezaDocumento1 páginaEl PH Como Factor Principal en Preferencia de Babosas y Caracoles Ante Cebo de CervezaCarlos Mesa OrozcoAún no hay calificaciones
- 2020 - Mine de Menas - Tema 6bDocumento22 páginas2020 - Mine de Menas - Tema 6bPaula López SantiagoAún no hay calificaciones
- 10 Soluciones GeneralidadesDocumento2 páginas10 Soluciones GeneralidadesLedover Ledover LedoverAún no hay calificaciones
- Uso de MicropipetasDocumento8 páginasUso de MicropipetasMaria Gala Saavedra UribeAún no hay calificaciones
- Especificaciones Tecnicas - CovidDocumento8 páginasEspecificaciones Tecnicas - CovidFranklin BautistaAún no hay calificaciones
- Compedio Biologia I Bimestre Cuarto GradoDocumento25 páginasCompedio Biologia I Bimestre Cuarto GradoEstrella llanos lopezAún no hay calificaciones
- Ast MP2-113 Es I 13Documento11 páginasAst MP2-113 Es I 13laboratorio clinicacedanoAún no hay calificaciones
- Evaluacion Consolidado 02 Quimica 01 Pregrado 2023 10 ADocumento7 páginasEvaluacion Consolidado 02 Quimica 01 Pregrado 2023 10 ACESAR ALFREDO SONCCO MERMAAún no hay calificaciones
- Ejercicios BM Sin Reacción Examen 1Documento12 páginasEjercicios BM Sin Reacción Examen 1MANUELA CEBALLOS RENGIFOAún no hay calificaciones