También podría gustarte
- Fuerza Final 2013Documento1 páginaFuerza Final 2013Franko Edgar Martinez ReateguiAún no hay calificaciones
- Caracteristicas de ConstruccionDocumento6 páginasCaracteristicas de ConstruccionFranko Edgar Martinez ReateguiAún no hay calificaciones
- Ensayo de Similitud de Un Ventilador CentrifugoDocumento14 páginasEnsayo de Similitud de Un Ventilador CentrifugoFranko Edgar Martinez ReateguiAún no hay calificaciones
- Radiador PM 1360Documento1 páginaRadiador PM 1360Franko Edgar Martinez ReateguiAún no hay calificaciones
- PSICROMETRIADocumento43 páginasPSICROMETRIAXavier Jaimes100% (12)
- Ventilador CentrifugoDocumento18 páginasVentilador CentrifugoFranko Edgar Martinez ReateguiAún no hay calificaciones
- Manual de Gases PDFDocumento50 páginasManual de Gases PDFdanielalbertomcAún no hay calificaciones
- Transporte de Pescado Sin AguaDocumento11 páginasTransporte de Pescado Sin AguaFranko Edgar Martinez ReateguiAún no hay calificaciones
- Ventilador Centrifugo de PintoDocumento20 páginasVentilador Centrifugo de PintoFranko Edgar Martinez ReateguiAún no hay calificaciones
- Conductividad TermicaDocumento5 páginasConductividad TermicaVeronica Ayala CarhuatoctoAún no hay calificaciones
- Clase Int Nivel 1Documento1 páginaClase Int Nivel 1Franko Edgar Martinez ReateguiAún no hay calificaciones
- Ventilador cONTRAFLUJO 2.2.2Documento22 páginasVentilador cONTRAFLUJO 2.2.2Daniel Dalí QuispeAún no hay calificaciones
- Condensación 2013Documento22 páginasCondensación 2013Franko Edgar Martinez ReateguiAún no hay calificaciones
- Caracteristicas de Refrigerantes Cat ElcDocumento4 páginasCaracteristicas de Refrigerantes Cat ElcRichardCastle100% (1)
- Tablas Equivalencias CombustiblesDocumento15 páginasTablas Equivalencias Combustiblesjuan carlosAún no hay calificaciones
- Intercambiador 2 2018Documento65 páginasIntercambiador 2 2018Jhonathan AlejandroAún no hay calificaciones
- Tabla Equivalencias GASNAM SEDIGAS PDFDocumento1 páginaTabla Equivalencias GASNAM SEDIGAS PDFMarioArancibiaPerezAún no hay calificaciones
- Calculo de Tubos AletadosDocumento1 páginaCalculo de Tubos AletadosFranko Edgar Martinez ReateguiAún no hay calificaciones
- Astm A 192Documento1 páginaAstm A 192Franko Edgar Martinez ReateguiAún no hay calificaciones
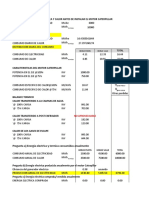
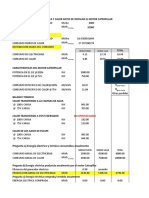
- Energía consumida y producida por motor CaterpillarDocumento34 páginasEnergía consumida y producida por motor CaterpillarFranko Edgar Martinez ReateguiAún no hay calificaciones
- Intercambiadores de CalorDocumento22 páginasIntercambiadores de CalorFranko Edgar Martinez ReateguiAún no hay calificaciones
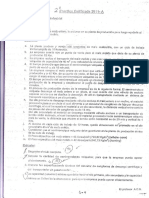
- Examenes Maquinaria IndustrialDocumento48 páginasExamenes Maquinaria IndustrialFranko Edgar Martinez ReateguiAún no hay calificaciones
- Conductividad TermicaDocumento5 páginasConductividad TermicaVeronica Ayala CarhuatoctoAún no hay calificaciones
- Silabo Proy. Inv.y Gener - Empresas 2017-bDocumento6 páginasSilabo Proy. Inv.y Gener - Empresas 2017-bFranko Edgar Martinez ReateguiAún no hay calificaciones
- Trabajo Final Maquinaria 2 PDFDocumento53 páginasTrabajo Final Maquinaria 2 PDFFranko Edgar Martinez ReateguiAún no hay calificaciones
- Ejercicio CogeneracionDocumento22 páginasEjercicio CogeneracionFranko Edgar Martinez ReateguiAún no hay calificaciones
- Horario 2017BDocumento1 páginaHorario 2017BFranko Edgar Martinez ReateguiAún no hay calificaciones
- Silabo de Instalaciones Electricas PazDocumento5 páginasSilabo de Instalaciones Electricas PazFranko Edgar Martinez ReateguiAún no hay calificaciones
- Transporte NeumaticoDocumento49 páginasTransporte NeumaticoFranko Edgar Martinez Reategui100% (5)
- Refrigeración Part 2Documento136 páginasRefrigeración Part 2Franko Edgar Martinez ReateguiAún no hay calificaciones
- EjercicioDocumento5 páginasEjercicioTITOAún no hay calificaciones
- Clase 4. Maximos y Minimos de Funciones de Varias VariablesDocumento9 páginasClase 4. Maximos y Minimos de Funciones de Varias VariablesJuliant TosaAún no hay calificaciones
- Leer en Bicicleta. Revista Tierra Adentro 187 (Enero, 2014) .Documento39 páginasLeer en Bicicleta. Revista Tierra Adentro 187 (Enero, 2014) .BICIRED - Red Nacional de Ciclismo Urbano100% (1)
- DESPEJESDocumento2 páginasDESPEJESJUAN MENDOZAAún no hay calificaciones
- Aislamiento de Marmita CalculosDocumento11 páginasAislamiento de Marmita CalculospaolaAún no hay calificaciones
- Asignación2 Capítulo11Documento34 páginasAsignación2 Capítulo11Roxangel AdamesAún no hay calificaciones
- Clasificacion de Los ConductoresDocumento6 páginasClasificacion de Los ConductoresErick MejiaAún no hay calificaciones
- Practicas de Campo Topografia Universidad ContinentalDocumento225 páginasPracticas de Campo Topografia Universidad ContinentalBryan SocualayaAún no hay calificaciones
- Órtesis y Prótesis 1Documento20 páginasÓrtesis y Prótesis 1Adriana Zuñiga100% (1)
- Estadistica EjerciciosDocumento4 páginasEstadistica EjerciciosFelipe Agurto0% (1)
- Indice 9789504656111Documento5 páginasIndice 9789504656111RoxiiTorresAún no hay calificaciones
- Modelo de Capas NuclearesDocumento4 páginasModelo de Capas NuclearesMa JAún no hay calificaciones
- Primer Parcial Termodinámica - Revisión Del Intento 2023Documento4 páginasPrimer Parcial Termodinámica - Revisión Del Intento 2023Alexander Antonio PegueroAún no hay calificaciones
- Ensayo de AsentamientoDocumento5 páginasEnsayo de AsentamientoKevin ChavezAún no hay calificaciones
- Correcion de Intervalo FijoDocumento44 páginasCorrecion de Intervalo FijoAndres AguirreAún no hay calificaciones
- Titulaciones CoulombimetricasDocumento6 páginasTitulaciones CoulombimetricasNatalia ValenciaAún no hay calificaciones
- Informe 4 Suelos 2Documento9 páginasInforme 4 Suelos 2James AguirreAún no hay calificaciones
- Distribucion de Redes (Redes Aereas de Distribucioom)Documento11 páginasDistribucion de Redes (Redes Aereas de Distribucioom)Ola K AseAún no hay calificaciones
- 5 PANCO-01 Apoyo Operacional Cosecha de Cátodos v.8Documento33 páginas5 PANCO-01 Apoyo Operacional Cosecha de Cátodos v.8Mauricio Arturo Gaete Guerrero100% (1)
- Informe de Elaboracion de ThinerDocumento7 páginasInforme de Elaboracion de Thinerrikocar_17Aún no hay calificaciones
- Química Densidad Ii TriDocumento2 páginasQuímica Densidad Ii TriAnderson JaramilloAún no hay calificaciones
- Compresores SamyDocumento51 páginasCompresores Samykratos1708Aún no hay calificaciones
- Ncomplejos 2012Documento15 páginasNcomplejos 2012Angel Javier Rodríguez CoronaAún no hay calificaciones
- Nerea Cordero RamirezDocumento14 páginasNerea Cordero Ramirezjuan aguilarAún no hay calificaciones
- Problemas Teoria de Falla 02Documento4 páginasProblemas Teoria de Falla 02Alberto Cárdenas100% (1)
- UP-TALLER ACADÉMICO Trabajo y EnergíaDocumento4 páginasUP-TALLER ACADÉMICO Trabajo y EnergíajolimopiAún no hay calificaciones
- Ecuaciones DiferencialesDocumento4 páginasEcuaciones DiferencialesJHONATAN ANDRÉS MELO CANOAún no hay calificaciones
- Proyecto Sistemas DigitalesDocumento8 páginasProyecto Sistemas DigitalesManuel Alexis Santillana GarabitoAún no hay calificaciones
- Introduccion A La Ingenieria - PensumDocumento17 páginasIntroduccion A La Ingenieria - PensumJair AyaAún no hay calificaciones
- Sistemas Discretos y Filtros DigitalesDocumento27 páginasSistemas Discretos y Filtros DigitalesacajahuaringaAún no hay calificaciones