También podría gustarte
- Norma Tecnica Colombiana ESTANTERIA NTC5689 PDFDocumento77 páginasNorma Tecnica Colombiana ESTANTERIA NTC5689 PDFlcoli860% (1)
- Norma ASTM E114 EspañolDocumento9 páginasNorma ASTM E114 EspañolGerardo Zambrano100% (3)
- WPQ-01-02-03 Fcaw-2-GemaDocumento2 páginasWPQ-01-02-03 Fcaw-2-GemaErwin CalvoAún no hay calificaciones
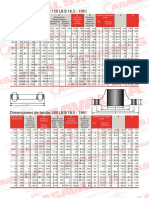
- Dimensiones de bridas 150 y 300 LB B 16.5 - 1961Documento2 páginasDimensiones de bridas 150 y 300 LB B 16.5 - 1961Fredy Bayona100% (1)
- La Herreria, Su Historia y Cómo EmprenderDocumento16 páginasLa Herreria, Su Historia y Cómo EmprenderManu Badillo100% (1)
- Espárragos y tornillos de acero inoxidable y aleación para equipos de PEMEXDocumento32 páginasEspárragos y tornillos de acero inoxidable y aleación para equipos de PEMEXAndres Paredes100% (1)
- Reporte inspección END campoDocumento3 páginasReporte inspección END campoErwin CalvoAún no hay calificaciones
- Proceso de Fundicion y MoldeoDocumento22 páginasProceso de Fundicion y MoldeoLuis Jose Zambrano NavaAún no hay calificaciones
- Ejemplo de Acta de Reunion de TrabajoDocumento4 páginasEjemplo de Acta de Reunion de TrabajoErwin CalvoAún no hay calificaciones
- Tipos de AlambreDocumento145 páginasTipos de Alambrediana ortegaAún no hay calificaciones
- How To Prevent Weld Delayed CrackingDocumento10 páginasHow To Prevent Weld Delayed CrackingErwin CalvoAún no hay calificaciones
- Ensayos No DestructivosDocumento131 páginasEnsayos No DestructivosgiannerysAún no hay calificaciones
- 1 - Equipos A Usar para Las InspecionesDocumento1 página1 - Equipos A Usar para Las InspecionesErwin CalvoAún no hay calificaciones
- Practica Estándar paraDocumento41 páginasPractica Estándar paraJose ChamorroAún no hay calificaciones
- Impresion de Esquemas - ValienteDocumento5 páginasImpresion de Esquemas - ValienteErwin CalvoAún no hay calificaciones
- Cantidades Estructura CañoDocumento3 páginasCantidades Estructura CañoErwin CalvoAún no hay calificaciones
- CouplingDocumento1 páginaCouplingErwin CalvoAún no hay calificaciones
- Práctica de Inspección VisualDocumento6 páginasPráctica de Inspección VisualPatricio Urbina100% (2)
- SOLDADURADocumento1 páginaSOLDADURAErwin CalvoAún no hay calificaciones
- Model Business PlanDocumento5 páginasModel Business PlanCristian MaycolAún no hay calificaciones
- Propuesta MonicaDocumento1 páginaPropuesta MonicaErwin CalvoAún no hay calificaciones
- Respuesta SenaDocumento2 páginasRespuesta SenaErwin CalvoAún no hay calificaciones
- Formato Recibo de Caja SiigoDocumento2 páginasFormato Recibo de Caja SiigoluchoAún no hay calificaciones
- Esquema HojasDocumento1 páginaEsquema HojasErwin CalvoAún no hay calificaciones
- Reporte Visual para ImprimirDocumento1 páginaReporte Visual para ImprimirErwin CalvoAún no hay calificaciones
- Invmc Proceso 19-13-9618978 118004002 59994684Documento35 páginasInvmc Proceso 19-13-9618978 118004002 59994684Erwin CalvoAún no hay calificaciones
- Insp VisualDocumento165 páginasInsp VisualErwin CalvoAún no hay calificaciones
- Portafolio - Mariana Calvo Toro 8Documento13 páginasPortafolio - Mariana Calvo Toro 8Erwin CalvoAún no hay calificaciones
- Probetas de SoldauraDocumento1 páginaProbetas de SoldauraErwin CalvoAún no hay calificaciones
- PortadaDocumento13 páginasPortadaErwin CalvoAún no hay calificaciones
- Reportes para WTM y PTDocumento2 páginasReportes para WTM y PTErwin CalvoAún no hay calificaciones
- Rac-3.0-02 Tarifas Del Servicio de Acreditacion v9 2018-01-15Documento4 páginasRac-3.0-02 Tarifas Del Servicio de Acreditacion v9 2018-01-15Erwin CalvoAún no hay calificaciones
- Portafolio - Mariana Calvo Toro 8Documento13 páginasPortafolio - Mariana Calvo Toro 8Erwin CalvoAún no hay calificaciones
- Rut GemaDocumento5 páginasRut GemaErwin CalvoAún no hay calificaciones
- Escogencia de Un Proceso de Producción y DescripciónDocumento24 páginasEscogencia de Un Proceso de Producción y DescripciónBANPAún no hay calificaciones
- Plan de Montaje - Cobertura Metálica-1Documento18 páginasPlan de Montaje - Cobertura Metálica-1Pablo Renee Alva VillacortaAún no hay calificaciones
- Sistema de nomenclatura AISI-SAE para la clasificación de aceros por composición químicaDocumento9 páginasSistema de nomenclatura AISI-SAE para la clasificación de aceros por composición químicaCristhian CruzAún no hay calificaciones
- Brochure - Tipos de MonturasDocumento4 páginasBrochure - Tipos de MonturasSheila Salazar NimaAún no hay calificaciones
- Unidad Nº5 Materiales SinterizadosDocumento7 páginasUnidad Nº5 Materiales Sinterizadosnegocioesenred20975% (4)
- Cuaaro Comparativo de Postes MetalicosDocumento1 páginaCuaaro Comparativo de Postes Metalicosfreddy gonzalezAún no hay calificaciones
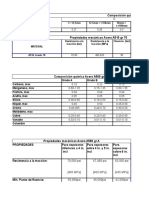
- Acero A516, A588 y ASTM 572: Composiciones químicas y propiedades mecánicasDocumento6 páginasAcero A516, A588 y ASTM 572: Composiciones químicas y propiedades mecánicaskikin312012Aún no hay calificaciones
- TDR Valvula FlotadorDocumento4 páginasTDR Valvula FlotadordavidAún no hay calificaciones
- Bio MineriaDocumento73 páginasBio MineriaFidel Matos100% (1)
- Taller 1Documento2 páginasTaller 1Nicolas Grajales MontotaAún no hay calificaciones
- Analisis de Fallas de Soldadura de FileteDocumento6 páginasAnalisis de Fallas de Soldadura de Fileterplata63809Aún no hay calificaciones
- Practica de Metales - 2017Documento3 páginasPractica de Metales - 2017Jhonatan Contreras SalinasAún no hay calificaciones
- 03 Tema 2019-10 - Carga AxialDocumento5 páginas03 Tema 2019-10 - Carga Axialjuan lixisAún no hay calificaciones
- Metales 2º ESODocumento81 páginasMetales 2º ESOManuela García FernándezAún no hay calificaciones
- Columnas - C1, C2, C3, C4 - S. Con Muros de CorteDocumento12 páginasColumnas - C1, C2, C3, C4 - S. Con Muros de CorteValerio Correa CabellosAún no hay calificaciones
- Los Minerales Metálicos - Geología VenezolanaDocumento2 páginasLos Minerales Metálicos - Geología VenezolanaMilagros Carolina Garcia PadrinosAún no hay calificaciones
- Elementos de Importancia Economica, Industrial y AmbientalDocumento9 páginasElementos de Importancia Economica, Industrial y AmbientalXavi Lozano MolinaAún no hay calificaciones
- TZC-SSO-04 Consolidado de Resultados de Monitoreo FirmadoDocumento1 páginaTZC-SSO-04 Consolidado de Resultados de Monitoreo FirmadoJosé Luis ValderramaAún no hay calificaciones
- Tabladevalenciasv2 181127051142Documento1 páginaTabladevalenciasv2 181127051142Anonymous A8Z1Adfb100% (3)
- Diagrama Hierro-CarbonoDocumento25 páginasDiagrama Hierro-CarbonoJoel NoriegaAún no hay calificaciones
- Actividad Semanal UNIDAD III PARTE 1n QuimicaDocumento3 páginasActividad Semanal UNIDAD III PARTE 1n Quimicasara ortegaAún no hay calificaciones
- Curva T.T FumasaDocumento1 páginaCurva T.T Fumasajhonatan_osoresmAún no hay calificaciones
- Ensayos metalográficos de materiales (Al, fundiciónDocumento15 páginasEnsayos metalográficos de materiales (Al, fundiciónJCarlos GutierrezAún no hay calificaciones
- Corrosión Localizada (Filiforme - Rendijas) 2013Documento22 páginasCorrosión Localizada (Filiforme - Rendijas) 2013RAULYEPEZSANCHEZAún no hay calificaciones
- Labo 6Documento10 páginasLabo 6John Elvis Navarro QuispeAún no hay calificaciones