También podría gustarte
- Minuta ReuniónDocumento4 páginasMinuta ReuniónMichael Naím Dévora QuintanarAún no hay calificaciones
- Manual de Despiece PDFDocumento41 páginasManual de Despiece PDFelmerAún no hay calificaciones
- Calculo Diferencial Integral1Documento188 páginasCalculo Diferencial Integral1Antioco Hdez100% (2)
- Diseño de Mina TopografíaDocumento28 páginasDiseño de Mina TopografíaPier CabanillasAún no hay calificaciones
- Planilla de Excel de Costo Por Hora de MaquinaDocumento1 páginaPlanilla de Excel de Costo Por Hora de MaquinaGuzmanPomaGiovannyAún no hay calificaciones
- Formato Mantenimiento FresadoraDocumento2 páginasFormato Mantenimiento FresadoraMichael Naím Dévora QuintanarAún no hay calificaciones
- Puntos Extra 1 Autocalificable - Revisión Del IntentoDocumento2 páginasPuntos Extra 1 Autocalificable - Revisión Del Intentoocky700% (1)
- DAP-01 - DISPOSICIONES TECNICAS SISTEMA DE ILUMINACION - Plazas, Parques, Alamedas PDFDocumento51 páginasDAP-01 - DISPOSICIONES TECNICAS SISTEMA DE ILUMINACION - Plazas, Parques, Alamedas PDFJUAN PABLOAún no hay calificaciones
- Inventario Tridimensional Horney-Coolidge (HCTI), Adaptación Fernández-PachecoDocumento16 páginasInventario Tridimensional Horney-Coolidge (HCTI), Adaptación Fernández-PachecoCamila SalasAún no hay calificaciones
- Manual de Calidad (Original)Documento42 páginasManual de Calidad (Original)Michael Naím Dévora Quintanar100% (1)
- Problema MazakDocumento4 páginasProblema MazakMichael Naím Dévora QuintanarAún no hay calificaciones
- Cavidad MovilDocumento1 páginaCavidad MovilMichael Naím Dévora QuintanarAún no hay calificaciones
- 2D Base Quebrador Barrenos Chicos - DiametrosDocumento1 página2D Base Quebrador Barrenos Chicos - DiametrosMichael Naím Dévora QuintanarAún no hay calificaciones
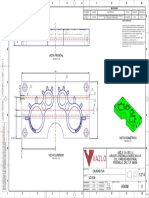
- Cavidad FijaDocumento1 páginaCavidad FijaMichael Naím Dévora QuintanarAún no hay calificaciones
- #Fechadores para Fundición A Presión, Aluminio, Zamac PDFDocumento2 páginas#Fechadores para Fundición A Presión, Aluminio, Zamac PDFMichael Naím Dévora QuintanarAún no hay calificaciones
- Máquinas CNC Componentes y EstructurasDocumento10 páginasMáquinas CNC Componentes y EstructurasMichael Naím Dévora QuintanarAún no hay calificaciones
- Calculo de Ruedas para CadenaDocumento1 páginaCalculo de Ruedas para CadenaMichael Naím Dévora QuintanarAún no hay calificaciones
- CT08 B Mecanizado 02Documento48 páginasCT08 B Mecanizado 02Michael Naím Dévora QuintanarAún no hay calificaciones
- Procedimiento de Control de Proceso123Documento67 páginasProcedimiento de Control de Proceso123Michael Naím Dévora Quintanar0% (1)
- Checklist Mantenimiento EjemploDocumento6 páginasChecklist Mantenimiento EjemploMichael Naím Dévora Quintanar100% (1)
- Factura Gpo ModeloDocumento1 páginaFactura Gpo ModeloMichael Naím Dévora QuintanarAún no hay calificaciones
- Formato Carta de Aceptación Estadías ITSFDocumento1 páginaFormato Carta de Aceptación Estadías ITSFMichael Naím Dévora QuintanarAún no hay calificaciones
- Turning Insert Catalogue ZCCDocumento16 páginasTurning Insert Catalogue ZCCMichael Naím Dévora QuintanarAún no hay calificaciones
- CV Michael DévoraDocumento3 páginasCV Michael DévoraMichael Naím Dévora QuintanarAún no hay calificaciones
- Opinión Del CumplimientoDocumento3 páginasOpinión Del CumplimientoMichael Naím Dévora QuintanarAún no hay calificaciones
- Grupo 4, Metabolismo CelularDocumento25 páginasGrupo 4, Metabolismo CelularSantiagoPaucarAún no hay calificaciones
- Redes de Datos Por SateliteDocumento18 páginasRedes de Datos Por SateliteJavier Eulacio100% (1)
- Métodos Cuantitativos en Finanzas I, Introducción Al Interés CompuestoDocumento15 páginasMétodos Cuantitativos en Finanzas I, Introducción Al Interés CompuestoCoyAún no hay calificaciones
- Raz - Matematico OkDocumento30 páginasRaz - Matematico Okmarco100% (2)
- Tutorial Procesamiento de Imagenes para Tarea 2Documento5 páginasTutorial Procesamiento de Imagenes para Tarea 2Catalina Rojas ZúñigaAún no hay calificaciones
- 4segmdispley ModificadoDocumento3 páginas4segmdispley ModificadoFroilan Erasmo Mamani FernandezAún no hay calificaciones
- Ejercicios de Cálculo Integral Completo Julio 2020Documento4 páginasEjercicios de Cálculo Integral Completo Julio 2020JESSICA PATRICIA MARTINEZ ALMANZAAún no hay calificaciones
- AVES CUESTIONARIO 3, Grupo 2Documento4 páginasAVES CUESTIONARIO 3, Grupo 2Yuly LopezAún no hay calificaciones
- Prepc3a1re La III Prueba Formal GustavoDocumento1 páginaPrepc3a1re La III Prueba Formal GustavoStripy SanAún no hay calificaciones
- Bomba de PistonesDocumento14 páginasBomba de PistonesLuis EspinozaAún no hay calificaciones
- Manejo de DockerDocumento2 páginasManejo de DockerErnesto FerreiraAún no hay calificaciones
- Parcial de Virtual de FisicaDocumento3 páginasParcial de Virtual de Fisicaarmelys mogollon67% (3)
- Foro de DebateDocumento4 páginasForo de DebateMauricio RudaAún no hay calificaciones
- Uniones Fijas y DesmontablesDocumento38 páginasUniones Fijas y DesmontablesSusana Bautista Diaz100% (1)
- El Hombre Como Esencia AbiertaDocumento10 páginasEl Hombre Como Esencia AbiertaVitor CoutinhoAún no hay calificaciones
- NCh3-61 Escala Fenómenos SísmicosDocumento8 páginasNCh3-61 Escala Fenómenos SísmicosGuiselle CastilloAún no hay calificaciones
- Silabo de Mecanica de Fluidos 2020Documento6 páginasSilabo de Mecanica de Fluidos 2020Dacato TvAún no hay calificaciones
- ChuchucoDocumento6 páginasChuchucoAlex Chambe GarcíaAún no hay calificaciones
- Tema 2 TP Rectificacion Mezclas BinariasDocumento4 páginasTema 2 TP Rectificacion Mezclas BinariasJose Luis Sosa LopezAún no hay calificaciones
- Cap4 AcopladosDocumento11 páginasCap4 AcopladosmiltonalexchirelAún no hay calificaciones
- Guía Didáctica QuímicaDocumento176 páginasGuía Didáctica QuímicaFer CalderonAún no hay calificaciones
- Ingenieria SistemasDocumento2 páginasIngenieria SistemasPEDRO SANCHEZAún no hay calificaciones
- DeclaracionDocumento11 páginasDeclaracionAngelFAún no hay calificaciones
- 4° GUÍA SOCIALES - Laura Manuela Forero López 603 J.M.Documento14 páginas4° GUÍA SOCIALES - Laura Manuela Forero López 603 J.M.Fernanda López AriasAún no hay calificaciones