También podría gustarte
- Como Hacer Un Ropero PDFDocumento7 páginasComo Hacer Un Ropero PDFdiegosoloAún no hay calificaciones
- Manual SmartTVDocumento48 páginasManual SmartTVLuis Torres100% (4)
- Manual de Operador y Mantenimiento 4328009 Prostar 2012Documento270 páginasManual de Operador y Mantenimiento 4328009 Prostar 2012leonardo cordova hernandezAún no hay calificaciones
- 97 HJ 125 7 SportsDocumento1 página97 HJ 125 7 Sportsjulio electronica100% (1)
- Contrastación de Válvulas On-OffDocumento1 páginaContrastación de Válvulas On-OffGilman Robert MontalvoAún no hay calificaciones
- Televisor LCD LedDocumento17 páginasTelevisor LCD LedDomingo Arroyo100% (1)
- Manual 071 EsptDocumento80 páginasManual 071 EsptFranklin Saavedra Martìnez100% (1)
- La Cédula Ampliada Al 150% - Blogs El EspectadorDocumento10 páginasLa Cédula Ampliada Al 150% - Blogs El EspectadorSebastian Sanchez0% (1)
- Artículo Prod TextosDocumento2 páginasArtículo Prod TextosSebastian SanchezAún no hay calificaciones
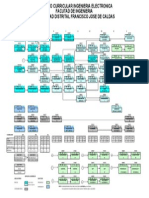
- Pensum 2007-III Horas ElectrónicaDocumento1 páginaPensum 2007-III Horas ElectrónicaHugo GonzalezAún no hay calificaciones
- Taller 2 IND PDFDocumento17 páginasTaller 2 IND PDFSebastian SanchezAún no hay calificaciones
- Guia Laboratorio4 SistEmbI2018IIIDocumento3 páginasGuia Laboratorio4 SistEmbI2018IIISebastian SanchezAún no hay calificaciones
- Apn Android PDFDocumento2 páginasApn Android PDFSebastian SanchezAún no hay calificaciones
- El Malestar de La CulturaDocumento2 páginasEl Malestar de La CulturaSebastian SanchezAún no hay calificaciones
- Ensayo Elogio A La LocuraDocumento2 páginasEnsayo Elogio A La LocuraSebastian SanchezAún no hay calificaciones
- El Malestar de La CulturaDocumento2 páginasEl Malestar de La CulturaSebastian SanchezAún no hay calificaciones
- Solucion Parcial 20 1 1Documento10 páginasSolucion Parcial 20 1 1Sebastian SanchezAún no hay calificaciones
- Memoria Valorizada de Obra Electgrico UnuDocumento14 páginasMemoria Valorizada de Obra Electgrico Unucesar0% (1)
- Variador DeltaDocumento11 páginasVariador DeltaJose AlfaroAún no hay calificaciones
- Actividades 2.1. Hardware de Servidores Jose Luis Huertas Fernandez 2SMRDocumento4 páginasActividades 2.1. Hardware de Servidores Jose Luis Huertas Fernandez 2SMRJosé Luis Huertas FernándezAún no hay calificaciones
- Catálogo Electrónica PDFDocumento57 páginasCatálogo Electrónica PDFcfdsfeAún no hay calificaciones
- Tutorial CondensadoresDocumento25 páginasTutorial CondensadorestomastoyotaAún no hay calificaciones
- Laboratorio 7 - Passuni Cori AkinDocumento6 páginasLaboratorio 7 - Passuni Cori AkinJean Pierre Passuni MezaAún no hay calificaciones
- Taller 1 DiodoDocumento8 páginasTaller 1 DiodoJhon Edwar Valencia100% (2)
- Trabajo FinalDocumento5 páginasTrabajo Finallilia tinco valenzuelaAún no hay calificaciones
- 18-Alambrado Electrico PermanenteDocumento3 páginas18-Alambrado Electrico Permanentenabuco penaAún no hay calificaciones
- Arduino Vs PicDocumento10 páginasArduino Vs PicClaudia Brandana100% (1)
- Alarma PDFDocumento6 páginasAlarma PDFGiNo CastroAún no hay calificaciones
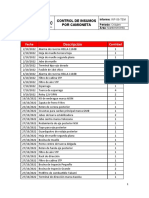
- Control de Insumos OctubreDocumento13 páginasControl de Insumos OctubreMarco Antonio Rojas ValdiviaAún no hay calificaciones
- PET - Cambio Bomba WARMANDocumento17 páginasPET - Cambio Bomba WARMANMamani MendozaAún no hay calificaciones
- 12 - Autotransformadores PDFDocumento19 páginas12 - Autotransformadores PDFJuan Carlos Choque Martínez100% (1)
- Catalogo Ruedas 4Documento28 páginasCatalogo Ruedas 4Aydee RochaAún no hay calificaciones
- (AC Drive) M100 Spanish User ManualDocumento526 páginas(AC Drive) M100 Spanish User ManualKevin Salazar100% (1)
- INTRODUCCION Reguladores de Tension 12667Documento61 páginasINTRODUCCION Reguladores de Tension 12667Guillermo Nikolai Luna BellidoAún no hay calificaciones
- Hervidor Urher 8288 ManualDocumento2 páginasHervidor Urher 8288 ManualDaniel Contreras VegaAún no hay calificaciones
- Ficha Jac 2022 1083Documento1 páginaFicha Jac 2022 1083Elleo RoldanAún no hay calificaciones
- TDM ManualDocumento99 páginasTDM Manualokana ikaAún no hay calificaciones
- Desarmado de Bomba Hidraulica Vibracion (Referencia) PDFDocumento11 páginasDesarmado de Bomba Hidraulica Vibracion (Referencia) PDFronalAún no hay calificaciones
- Conexiones de Transformadores TrifásicosDocumento45 páginasConexiones de Transformadores TrifásicosLeón Bocanegra50% (2)
- MotosDocumento50 páginasMotosRY AHAún no hay calificaciones