También podría gustarte
- MemoriaDocumento3 páginasMemoriaJosé Luis ErazoAún no hay calificaciones
- Vigas - 2020BDocumento40 páginasVigas - 2020BJosé Luis ErazoAún no hay calificaciones
- Sersa Ec Portafolio 1Documento11 páginasSersa Ec Portafolio 1José Luis ErazoAún no hay calificaciones
- Tesis 1revDocumento93 páginasTesis 1revJosé Luis ErazoAún no hay calificaciones
- Elasticidad 2D - 2020BDocumento57 páginasElasticidad 2D - 2020BJosé Luis ErazoAún no hay calificaciones
- Vigas - 2020BDocumento40 páginasVigas - 2020BJosé Luis ErazoAún no hay calificaciones
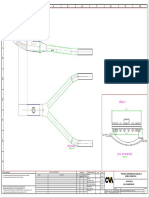
- Bifurcador Ensamble15!04!2021Documento1 páginaBifurcador Ensamble15!04!2021José Luis ErazoAún no hay calificaciones
- Proyecto Final Grupo1Documento11 páginasProyecto Final Grupo1José Luis ErazoAún no hay calificaciones
- PRUEBADocumento1 páginaPRUEBAJosé Luis ErazoAún no hay calificaciones
- Carta TécnicoDocenteDocumento1 páginaCarta TécnicoDocenteJosé Luis ErazoAún no hay calificaciones
- Formatos de MantenimeintoDocumento18 páginasFormatos de MantenimeintoJosé Luis ErazoAún no hay calificaciones
- Tensores I.4 Estudio TecnicoDocumento30 páginasTensores I.4 Estudio TecnicoJosé Luis ErazoAún no hay calificaciones
- Carta de RecomendacionDocumento1 páginaCarta de RecomendacionJosé Luis Erazo100% (1)
- Anexo 2 - Formulario para Salidas Al ExteriorDocumento3 páginasAnexo 2 - Formulario para Salidas Al ExteriorJosé Luis ErazoAún no hay calificaciones
- Diseño de Un Equipo de Desinfección Por Luz Ultravioleta para El Tratamiento de Aguas Residuales Con Fines de ReutilizaciónDocumento2 páginasDiseño de Un Equipo de Desinfección Por Luz Ultravioleta para El Tratamiento de Aguas Residuales Con Fines de ReutilizaciónJosé Luis ErazoAún no hay calificaciones
- Dinamica de SistemasDocumento2 páginasDinamica de SistemasJosé Luis ErazoAún no hay calificaciones
- Robot Paralelo para La Rehabilitación de Una RodillaDocumento1 páginaRobot Paralelo para La Rehabilitación de Una RodillaJosé Luis ErazoAún no hay calificaciones
- Especificaciones Alta6Documento3 páginasEspecificaciones Alta6José Luis ErazoAún no hay calificaciones
- Metalurgia de Polvos PDFDocumento55 páginasMetalurgia de Polvos PDFJosé Luis ErazoAún no hay calificaciones
- Ciudad Generosa, Ciudad Del FuturoDocumento1 páginaCiudad Generosa, Ciudad Del FuturoJosé Luis ErazoAún no hay calificaciones
- LibroDocumento1 páginaLibroJosé Luis ErazoAún no hay calificaciones
- Proyectos ConjuntosDocumento1 páginaProyectos ConjuntosJosé Luis ErazoAún no hay calificaciones
- CorrosionDocumento95 páginasCorrosionLuis HMAún no hay calificaciones
- Fresa DoraDocumento4 páginasFresa DoraJosé Luis ErazoAún no hay calificaciones
- Deber Ejer CengelDocumento7 páginasDeber Ejer CengelJosé Luis ErazoAún no hay calificaciones
- Tabla ABSDocumento1 páginaTabla ABSCarlos LealAún no hay calificaciones
- Obsolescencia ProgrmadaDocumento1 páginaObsolescencia ProgrmadaJosé Luis ErazoAún no hay calificaciones
- Ciudad Generosa, Ciudad Del FuturoDocumento1 páginaCiudad Generosa, Ciudad Del FuturoJosé Luis ErazoAún no hay calificaciones
- Instalaciones Electricas en Viviendas Telematico 4ºESODocumento2 páginasInstalaciones Electricas en Viviendas Telematico 4ºESOantonioAún no hay calificaciones
- Tecnicas de Planeación y Control Sesión 08Documento5 páginasTecnicas de Planeación y Control Sesión 08Osiris Herrera GordilloAún no hay calificaciones
- Eset ActivarDocumento13 páginasEset ActivarIllidari OlimpocronosAún no hay calificaciones
- 01 Lección de Frenos y EmbarguesDocumento8 páginas01 Lección de Frenos y EmbarguesMijhael FernandezAún no hay calificaciones
- Librerías GhandiDocumento8 páginasLibrerías GhandiGuadalupe SantiagoAún no hay calificaciones
- Amplificador Operacional InversorDocumento8 páginasAmplificador Operacional InversorAlan Vázquez GonzálezAún no hay calificaciones
- AP7-AA4-Ev1-Desarrollo de Aplicaciones Windows Con C# y Visual StudioDocumento11 páginasAP7-AA4-Ev1-Desarrollo de Aplicaciones Windows Con C# y Visual Studiocall center ventas y serviciosAún no hay calificaciones
- Parque Quebrada de MaculDocumento50 páginasParque Quebrada de MaculDavid AaronAún no hay calificaciones
- Plan de Destrezas Con Criterios de Desempeño 2017Documento3 páginasPlan de Destrezas Con Criterios de Desempeño 2017MariaAún no hay calificaciones
- Planificacion de SubEstaciones ElectricasDocumento4 páginasPlanificacion de SubEstaciones ElectricasMartins EdgarAún no hay calificaciones
- Ley de HookeDocumento3 páginasLey de Hookecocofernando7002Aún no hay calificaciones
- Ventaja Competitiva en DiferenciacionDocumento28 páginasVentaja Competitiva en DiferenciacionElder Molocho Diaz100% (1)
- Ejemplos de Partidos Con Enfoque FuncionalDocumento8 páginasEjemplos de Partidos Con Enfoque FuncionalDIANA SULLCA UGARTEAún no hay calificaciones
- Unm Apunte Madera Parte 1Documento19 páginasUnm Apunte Madera Parte 1Yamila LizarragaAún no hay calificaciones
- ¿Cómo Considera Usted Se Debe Replantear El Sistema Educativo Venezolano para Garantizar La Continuidad Del Proceso de Aprendizaje?Documento2 páginas¿Cómo Considera Usted Se Debe Replantear El Sistema Educativo Venezolano para Garantizar La Continuidad Del Proceso de Aprendizaje?FlorsAún no hay calificaciones
- CRVH T 12 0.75HP4 2100rpm (208 230 - 3) 3511Documento2 páginasCRVH T 12 0.75HP4 2100rpm (208 230 - 3) 3511MIGUELAún no hay calificaciones
- Catalogo Massey Ferguson 2013Documento24 páginasCatalogo Massey Ferguson 2013Erik HuertaAún no hay calificaciones
- Ejercicios de Base de DatosDocumento6 páginasEjercicios de Base de DatosluishanielamaroAún no hay calificaciones
- PREVENCIONDocumento42 páginasPREVENCIONCesarAntonioConchaAún no hay calificaciones
- PLANEAMIENTO ESTRATEGICO Universidad Alas Peruanas Filial ArequipaDocumento19 páginasPLANEAMIENTO ESTRATEGICO Universidad Alas Peruanas Filial ArequipaCarlos HuarcaAún no hay calificaciones
- Plantilla Eoq Sensibilidad Descuentos y FaltantesDocumento19 páginasPlantilla Eoq Sensibilidad Descuentos y FaltantesangelicaAún no hay calificaciones
- Introducción A La Contabilidad en Gestion de CostosDocumento43 páginasIntroducción A La Contabilidad en Gestion de CostosFernando MartinezAún no hay calificaciones
- Semana 10 - Estructura Libro DiarioDocumento5 páginasSemana 10 - Estructura Libro DiarioPaola Yairi Gómez DonayreAún no hay calificaciones
- Generalidades Manual HISDocumento24 páginasGeneralidades Manual HISJohannaLeonCahuanaAún no hay calificaciones
- Cuadro Comparativo RadioDocumento2 páginasCuadro Comparativo RadioYorgleé GuzmánAún no hay calificaciones
- Las 5 Fuerzas de Porter JudithDocumento4 páginasLas 5 Fuerzas de Porter Judithjudith100% (2)
- Pozo Seco y Humedo CON EFICIENCIA.Documento6 páginasPozo Seco y Humedo CON EFICIENCIA.Anonymous hD6WdKido3Aún no hay calificaciones
- Algoritmo de La BarreraDocumento13 páginasAlgoritmo de La BarreraDiego Armando Condori Cabrera0% (1)