También podría gustarte
- PROYECTO DE INVESTIGACION ToffyDocumento23 páginasPROYECTO DE INVESTIGACION ToffyFrank CabanaAún no hay calificaciones
- Eleva InformeDocumento10 páginasEleva InformeFrank Cabana100% (2)
- Eleva InformeDocumento10 páginasEleva InformeFrank Cabana100% (2)
- Canvas CerdosDocumento4 páginasCanvas CerdosFrank Cabana50% (6)
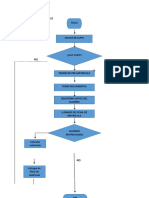
- Diagrama de Flujo para Proceso de Inscripción y MatrículaDocumento1 páginaDiagrama de Flujo para Proceso de Inscripción y MatrículaNoi Verdesoto72% (18)
- Ejercicios de OperacionesDocumento6 páginasEjercicios de OperacionesFrank CabanaAún no hay calificaciones
- Ejercicios de OperacionesDocumento6 páginasEjercicios de OperacionesFrank CabanaAún no hay calificaciones
- Informe Final Cultura AmbientalDocumento45 páginasInforme Final Cultura AmbientalFrank CabanaAún no hay calificaciones
- Segregación de Componentes FinancierosDocumento2 páginasSegregación de Componentes FinancierosOriana CrettonAún no hay calificaciones
- Riñon de Cerdo para El DesconsueloDocumento35 páginasRiñon de Cerdo para El DesconsueloLiliAna DOnaji SOto50% (2)
- EpistemeDocumento5 páginasEpistemesebimaximo0791Aún no hay calificaciones
- Señor Juez Del Tercer Juzgado de Paz Letrado de La Ciudad de PunoDocumento7 páginasSeñor Juez Del Tercer Juzgado de Paz Letrado de La Ciudad de PunoJhonny Paul Salamanca FloresAún no hay calificaciones
- 1 ENEAGRAMA Conceptos Nivel 2 PDFDocumento10 páginas1 ENEAGRAMA Conceptos Nivel 2 PDFVictoria Acosta100% (1)
- Derecho Sub y ObjDocumento9 páginasDerecho Sub y ObjarnolAún no hay calificaciones
- La Persona en El Derecho Romano y Su Influencia en El Sistema.. SDocumento3 páginasLa Persona en El Derecho Romano y Su Influencia en El Sistema.. SDr. Jeronimo Amado Máster Reproducción Humana100% (1)
- Reglamento LosepDocumento85 páginasReglamento LosepJorge CarrilloAún no hay calificaciones
- Multimillonario Encubierto - Hud - J. S. Scott - PDF Versión 1Documento264 páginasMultimillonario Encubierto - Hud - J. S. Scott - PDF Versión 1Lisbeth Rodriguez87% (15)
- Comunicado Grupo HseDocumento2 páginasComunicado Grupo HseYEIMYAún no hay calificaciones
- TDR Agua La Colpa..Documento20 páginasTDR Agua La Colpa..Harold Mijael Jaramillo CotrinaAún no hay calificaciones
- Competencias Inter e Intrapersonales. Seminario Quevedo PDFDocumento4 páginasCompetencias Inter e Intrapersonales. Seminario Quevedo PDF3ercicloquevedo100% (2)
- Memorial de TestigosDocumento3 páginasMemorial de TestigosrbrojoAún no hay calificaciones
- 2 Regimen y Sistemas Politicos Latinoamericanos.Documento254 páginas2 Regimen y Sistemas Politicos Latinoamericanos.Vanessa Peña Cárdenas100% (1)
- Demanda Juguetes KayserDocumento33 páginasDemanda Juguetes KayserJorgeAún no hay calificaciones
- 3070 FraudeDocumento5 páginas3070 FraudePaty IhAún no hay calificaciones
- Prepáralos para El Futuro - Planeta de LibrosDocumento7 páginasPrepáralos para El Futuro - Planeta de LibrosAntonio di SalieriAún no hay calificaciones
- Historia Del Pensamiento Político Premoderno 03 PlatónDocumento59 páginasHistoria Del Pensamiento Político Premoderno 03 PlatónNexztor KontieraxzAún no hay calificaciones
- Estudio de La Voluntad de DiosDocumento62 páginasEstudio de La Voluntad de Dioseyacante100% (2)
- Contradiccion Al Acta de Conciliacion ExtrajudicialDocumento4 páginasContradiccion Al Acta de Conciliacion ExtrajudicialCarlos Ruben Pachas CamaAún no hay calificaciones
- GUIA Compensación IT IUE PDFDocumento31 páginasGUIA Compensación IT IUE PDFHincha Acabado Del BolivarAún no hay calificaciones
- Bases Fundamentales Del AprendizajeDocumento1 páginaBases Fundamentales Del AprendizajeMaria Carranza CamposAún no hay calificaciones
- El Perro Del HortelanoDocumento125 páginasEl Perro Del HortelanoWOF WUFAún no hay calificaciones
- Triptico de VIOLENCIA (SAM DIONICIO)Documento2 páginasTriptico de VIOLENCIA (SAM DIONICIO)Leo davila100% (2)
- A Continuación Se Les Proporciona Una Serie de PreguntasDocumento6 páginasA Continuación Se Les Proporciona Una Serie de PreguntasCecilia Sofia Vega YanayacoAún no hay calificaciones
- Consejo Del Corazón de AtishaDocumento4 páginasConsejo Del Corazón de AtishaagquirantAún no hay calificaciones
- Contrato de Arrendamiento 102-E Oscar Saurith ChaconDocumento4 páginasContrato de Arrendamiento 102-E Oscar Saurith ChaconDairo Gutierrez HerreraAún no hay calificaciones
- LOS PRIMEROS PASOS AL MUNDO EMPRESARIAL Capitulo 01 PDFDocumento17 páginasLOS PRIMEROS PASOS AL MUNDO EMPRESARIAL Capitulo 01 PDFfdhgfdhfdhAún no hay calificaciones
- Servicio Comunitario Del Estudiante de Educación Superior y JerarquizaciónDocumento2 páginasServicio Comunitario Del Estudiante de Educación Superior y JerarquizaciónRichard J PerezAún no hay calificaciones
- Pastor - La Razón Utópica Del Inca GarcilasoDocumento14 páginasPastor - La Razón Utópica Del Inca GarcilasoFernando MaturanaAún no hay calificaciones