También podría gustarte
- Wps de SoldaduraDocumento1 páginaWps de SoldaduraDuberlis Ledesmas ArroyoAún no hay calificaciones
- Elementos de DesgasteDocumento18 páginasElementos de DesgasteJose Magán TrujilloAún no hay calificaciones
- Ejercicios sobre elasticidad y resistencia de materialesDe EverandEjercicios sobre elasticidad y resistencia de materialesAún no hay calificaciones
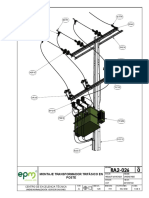
- Ra2 026Documento4 páginasRa2 026Mateo Garcia0% (1)
- Aceros de PerforacionDocumento15 páginasAceros de Perforacionwalther alcocer100% (3)
- WPS SML 2 20Documento5 páginasWPS SML 2 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- WPS API-1104-Proyecto Remplazo de Tuberias El FurrialDocumento3 páginasWPS API-1104-Proyecto Remplazo de Tuberias El Furrialmarvin montes100% (1)
- Calculo Caida de TensionDocumento2 páginasCalculo Caida de TensionRemy Castañeda RamosAún no hay calificaciones
- WPS SML 5 21Documento2 páginasWPS SML 5 21ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Hoja de ProcesosDocumento2 páginasHoja de ProcesosCristian RodriguezAún no hay calificaciones
- Wps Soldadura CarlosDocumento2 páginasWps Soldadura CarlosCarlos ZapataAún no hay calificaciones
- Presentación Tesis AgroangelDocumento44 páginasPresentación Tesis AgroangelDavid AngelAún no hay calificaciones
- 1 - Manual Torno Gsk-Gt40aDocumento14 páginas1 - Manual Torno Gsk-Gt40aAnonymous bLhoC2dAún no hay calificaciones
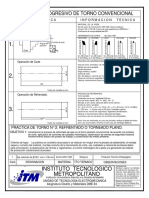
- Práctica Torno ConvencionalDocumento3 páginasPráctica Torno ConvencionalJames MachadoAún no hay calificaciones
- Discontinuidades InherentesDocumento2 páginasDiscontinuidades InherentesJorge Ayle AlexanderAún no hay calificaciones
- Programacion CNC PDFDocumento80 páginasProgramacion CNC PDFfrankbiker100% (1)
- Instalaciones Eléctricas IndustrialesDocumento24 páginasInstalaciones Eléctricas IndustrialesAngell GpAún no hay calificaciones
- LC PQR 01Documento2 páginasLC PQR 01Francis QuispeAún no hay calificaciones
- PQR-001 Pag2Documento1 páginaPQR-001 Pag2vg chileAún no hay calificaciones
- PQR-001 Pag2Documento1 páginaPQR-001 Pag2vg chileAún no hay calificaciones
- Sesion Virtual: Semana 13 Operación Y Cálculos de Trabajo Del Proceso de FresadoDocumento18 páginasSesion Virtual: Semana 13 Operación Y Cálculos de Trabajo Del Proceso de FresadoViviana Contreras CzAún no hay calificaciones
- Hoja Modelo de Elem. MecánicoDocumento50 páginasHoja Modelo de Elem. MecánicoKevin VillaAún no hay calificaciones
- Clase 3 PDFDocumento16 páginasClase 3 PDFCristobal FelipeAún no hay calificaciones
- Ficha Tecnica CortadoraDocumento3 páginasFicha Tecnica CortadoraCamila Alejandra Rodríguez CuellarAún no hay calificaciones
- FresadoraDocumento12 páginasFresadoramadarazxxAún no hay calificaciones
- HT 207 Ok Tigrod 12 64 Ed 09 PDFDocumento1 páginaHT 207 Ok Tigrod 12 64 Ed 09 PDFrafacardAún no hay calificaciones
- AV GONZALES PRADA 631 P1 IntA SURQUILLO SURQUILLODocumento6 páginasAV GONZALES PRADA 631 P1 IntA SURQUILLO SURQUILLOJhon merino rodriguezAún no hay calificaciones
- Base de TurbinaDocumento2 páginasBase de TurbinaJulian Andrés Ramírez FonsecaAún no hay calificaciones
- Agitador de Baja Velocidad Pint.Documento46 páginasAgitador de Baja Velocidad Pint.Wilder FloresAún no hay calificaciones
- ITEM6.3. 1LE1583 3AB53 4AB4 Z - Datasheet - Es - enDocumento2 páginasITEM6.3. 1LE1583 3AB53 4AB4 Z - Datasheet - Es - enVíctor HidalgoAún no hay calificaciones
- TP Final - Máquinas HerramientasDocumento22 páginasTP Final - Máquinas HerramientasFrancisco AlvaradoAún no hay calificaciones
- Indicadores de MantenimientoDocumento4 páginasIndicadores de MantenimientoPepito PerezAún no hay calificaciones
- ITEM6.4. 1LE1583 3AB43 4AB4 Z - Datasheet - Es - enDocumento2 páginasITEM6.4. 1LE1583 3AB43 4AB4 Z - Datasheet - Es - enVíctor HidalgoAún no hay calificaciones
- Ficha-Tipo Pv50Documento11 páginasFicha-Tipo Pv50David IzquierdoAún no hay calificaciones
- Avance Codificación-Actividades-Máquinas-SeminarioDocumento50 páginasAvance Codificación-Actividades-Máquinas-SeminarioDaniela SandyAún no hay calificaciones
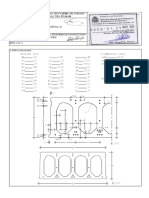
- Calculo de Base para Zapata Con Fuste para Estrc. CRDocumento32 páginasCalculo de Base para Zapata Con Fuste para Estrc. CRcaludio oliveraAún no hay calificaciones
- Servicio TécnicoDocumento3 páginasServicio TécnicoALAN CISNEROSAún no hay calificaciones
- Catalogo AlecopDocumento39 páginasCatalogo AlecopproycalAún no hay calificaciones
- 08 Herramientas de Torneado de Plaquitas WNT2012Documento204 páginas08 Herramientas de Torneado de Plaquitas WNT2012Fernando GarciaAún no hay calificaciones
- Ficha Tecnica Medidor Chorro Unico SJ SDC Plus R 80, 40 MMDocumento4 páginasFicha Tecnica Medidor Chorro Unico SJ SDC Plus R 80, 40 MMMiguel RondinelAún no hay calificaciones
- MBSM Dot Pro Private PDF L65CZ1Documento30 páginasMBSM Dot Pro Private PDF L65CZ1Ali SheilyAún no hay calificaciones
- WPS Soldaduras de Filete - TraslapeDocumento1 páginaWPS Soldaduras de Filete - TraslapeRoberto UrrutiaAún no hay calificaciones
- Tema - 13 - Xproblema Fresado PDFDocumento10 páginasTema - 13 - Xproblema Fresado PDFJOSE IGNACIO CORONADO HERNÁNDEZAún no hay calificaciones
- Desarrollo de Un Programa de Mantenimiento PreventivoDocumento10 páginasDesarrollo de Un Programa de Mantenimiento PreventivoKevin JorgeAún no hay calificaciones
- Eps Sep Boca 18Documento2 páginasEps Sep Boca 18edgseebockAún no hay calificaciones
- Scps 01225 PQR Relix Gma 2g 001 Aws d1.1Documento2 páginasScps 01225 PQR Relix Gma 2g 001 Aws d1.1edu copperAún no hay calificaciones
- WPS SML 4 20Documento1 páginaWPS SML 4 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Documento WPSDocumento6 páginasDocumento WPSJulio Rodriguez PerezAún no hay calificaciones
- Plan de Mantenimiento FresadoraDocumento16 páginasPlan de Mantenimiento FresadoraClaudia ZarzaAún no hay calificaciones
- Manual de CosasDocumento105 páginasManual de CosasWilliam JuárezAún no hay calificaciones
- Aisi 6F3 - Thyrodur2767Documento4 páginasAisi 6F3 - Thyrodur2767Josue Mantilla LimoAún no hay calificaciones
- Ccpb-Smtk-Dts-Ins-003 - Hoja de Datos - Interruptores de Nivel - Rev BDocumento20 páginasCcpb-Smtk-Dts-Ins-003 - Hoja de Datos - Interruptores de Nivel - Rev BMarlon RiofrioAún no hay calificaciones
- Plan de Voladura y Plan de Fuego Ecovolpro S.R.L. #2Documento3 páginasPlan de Voladura y Plan de Fuego Ecovolpro S.R.L. #2Oscar Mehru Kisen AraozAún no hay calificaciones
- 1le1503 1eb23 4ab4Documento2 páginas1le1503 1eb23 4ab4Freddy SarabiaAún no hay calificaciones
- Ficha Tecnica Bomba de Paletas V10 PVV HydraulicsDocumento5 páginasFicha Tecnica Bomba de Paletas V10 PVV HydraulicsDaniel Alexander Martinez EstradaAún no hay calificaciones
- Subestación 3F ÁereaDocumento2 páginasSubestación 3F ÁereaMiguel Angel GarcíaAún no hay calificaciones
- VIL-SIG-QUA-REG-045 REGISTRO DE CONTROL DE PARAMETROS DE SOLDADURA - Xlsx. - (S11, SS01)Documento1 páginaVIL-SIG-QUA-REG-045 REGISTRO DE CONTROL DE PARAMETROS DE SOLDADURA - Xlsx. - (S11, SS01)wilmer.rios1924Aún no hay calificaciones
- Sección 2 - Bases Técnicas SR-086-2017Documento34 páginasSección 2 - Bases Técnicas SR-086-2017Miguel Angel Merma SauñeAún no hay calificaciones
- Pets Por ModificarDocumento8 páginasPets Por Modificarvictor ccansaya linaresAún no hay calificaciones
- 1LE1003-1AB52-2NA4 Datasheet Es enDocumento1 página1LE1003-1AB52-2NA4 Datasheet Es enFelipe HuancaAún no hay calificaciones
- Proyecto NacionalDocumento2 páginasProyecto NacionalJorge Ayle AlexanderAún no hay calificaciones
- Discontinuidades InherentesDocumento3 páginasDiscontinuidades InherentesJorge Ayle AlexanderAún no hay calificaciones
- Plan de Mto. BombaDocumento35 páginasPlan de Mto. BombaJorge Ayle AlexanderAún no hay calificaciones
- Guía Unidad 6 7 8 A Lineal G AnaliticaDocumento14 páginasGuía Unidad 6 7 8 A Lineal G AnaliticaJorge Ayle AlexanderAún no hay calificaciones
- F Avance Notas I Mec 3 4t Alg GeometriaDocumento6 páginasF Avance Notas I Mec 3 4t Alg GeometriaJorge Ayle AlexanderAún no hay calificaciones
- Intro Ducci OnDocumento65 páginasIntro Ducci OnJorge Ayle AlexanderAún no hay calificaciones