También podría gustarte
- Protocolo de MegadoDocumento1 páginaProtocolo de Megadocesar villalobos valdiviesoAún no hay calificaciones
- Cómo Doblar TuberíasDocumento25 páginasCómo Doblar Tuberíassaul dussanAún no hay calificaciones
- Montaje de soportes y ensamblaje de tuberías. FMEC0108De EverandMontaje de soportes y ensamblaje de tuberías. FMEC0108Calificación: 5 de 5 estrellas5/5 (1)
- Certificación Inspector en Soldadura (Cwi) - 2013Documento14 páginasCertificación Inspector en Soldadura (Cwi) - 2013Tomas Zapata100% (2)
- Manual Dobladora Tubos 884 GreenLeeDocumento12 páginasManual Dobladora Tubos 884 GreenLeeDawn Hall100% (1)
- Canalizaciones Tuberias EmtDocumento37 páginasCanalizaciones Tuberias EmtRey LosiramAún no hay calificaciones
- API RP 4g CabriaDocumento14 páginasAPI RP 4g CabriaHenry Zerpa75% (4)
- Instalación de Tableros EléctricosDocumento36 páginasInstalación de Tableros EléctricosRonald Guevara AliagaAún no hay calificaciones
- Telurometro 4235ER 4236ERDocumento1 páginaTelurometro 4235ER 4236ERJennifer Ventura50% (2)
- Caida de Tension Por DistanciaDocumento10 páginasCaida de Tension Por DistanciaRändall J CamposAún no hay calificaciones
- Tablas NEC EspañolDocumento28 páginasTablas NEC Españolemanuelquintanilla100% (1)
- Material ELectricoDocumento11 páginasMaterial ELectricoFreddy YánezAún no hay calificaciones
- Guía Del Instalador e Inspección para Conexiones Eléctricas CadweldDocumento30 páginasGuía Del Instalador e Inspección para Conexiones Eléctricas CadweldRoberto Guzman SalinasAún no hay calificaciones
- Punto de Diseño 1873798Documento3 páginasPunto de Diseño 1873798Andreina Paola Tipte LeónAún no hay calificaciones
- Green Lee Doblador EspañolDocumento9 páginasGreen Lee Doblador EspañolalvaroAún no hay calificaciones
- Cap-6-Fabricacion y Recomendaciones de Tuberias de HgalvanizadoDocumento27 páginasCap-6-Fabricacion y Recomendaciones de Tuberias de HgalvanizadojohanxitoAún no hay calificaciones
- Tabla de PrensaestopasDocumento10 páginasTabla de PrensaestopasSmith Rivas SaldarriagaAún no hay calificaciones
- Protocolos de Prueba de Equipos ElectricosDocumento19 páginasProtocolos de Prueba de Equipos ElectricosAntonioAún no hay calificaciones
- Atenuador Con Potenciómetro para Lámparas IncandescentesDocumento28 páginasAtenuador Con Potenciómetro para Lámparas Incandescentesingwilson75Aún no hay calificaciones
- Cálculo de Caídas de TensiónDocumento11 páginasCálculo de Caídas de Tensióndiegolagla100% (2)
- Mantenimiento A Sistemas de Puesta A Tierra 1 (Autoguardado) - Copia (Autoguardado)Documento98 páginasMantenimiento A Sistemas de Puesta A Tierra 1 (Autoguardado) - Copia (Autoguardado)Leonardo DanielAún no hay calificaciones
- Manual de Instalación PararrayosDocumento5 páginasManual de Instalación Pararrayosross89Aún no hay calificaciones
- Telurometro Digital KTDocumento4 páginasTelurometro Digital KTricardo67% (3)
- LCT Catalogo 2018 Preensamblado y MorseteriaDocumento50 páginasLCT Catalogo 2018 Preensamblado y MorseteriaDario Perez80% (5)
- Simetria Axial, Central, Rotación y TraslaciónDocumento4 páginasSimetria Axial, Central, Rotación y TraslaciónRafael Renteria100% (1)
- Procedimiento de Mantenimiento para Subestaciones Eléctricas Tipo Poste y Pedestal en Transformadores Trifásicos Menores de 500 KvaDocumento5 páginasProcedimiento de Mantenimiento para Subestaciones Eléctricas Tipo Poste y Pedestal en Transformadores Trifásicos Menores de 500 KvaMauricio Huchin67% (3)
- Cajas Condulet PDFDocumento1 páginaCajas Condulet PDFmbello1102Aún no hay calificaciones
- Msud Msud-601 ManualDocumento193 páginasMsud Msud-601 ManualRodmi Torres Peralta100% (1)
- Informe Técnico EléctricoDocumento8 páginasInforme Técnico EléctricoFlavio CardenasAún no hay calificaciones
- Ficha Tecnica Bandeja Portacables Nex Solid Bottom Ranurada Plancha Pre Galvanizada IIDocumento6 páginasFicha Tecnica Bandeja Portacables Nex Solid Bottom Ranurada Plancha Pre Galvanizada IIJose ChAún no hay calificaciones
- NRF-250-PEMEX-2010 Sistema de Lubricación Por Niebla PDFDocumento45 páginasNRF-250-PEMEX-2010 Sistema de Lubricación Por Niebla PDFDiego Higareda100% (1)
- Informe Tecnico Bypass UPS 30 KVA PalonegroDocumento4 páginasInforme Tecnico Bypass UPS 30 KVA Palonegrolcsandovalr989Aún no hay calificaciones
- Unidad 15 Instalación A Prueba de ExplosiónDocumento15 páginasUnidad 15 Instalación A Prueba de ExplosiónEduardo Az CasAún no hay calificaciones
- Conicas y Cuadricas FormulasDocumento2 páginasConicas y Cuadricas FormulasLucia Valentina DELGADO FADU - UBAAún no hay calificaciones
- Lab 13 JONaGDocumento6 páginasLab 13 JONaGyug0570Aún no hay calificaciones
- Ficha Tecnica FluorescentesDocumento1 páginaFicha Tecnica FluorescentesAnthony Joel Razuri EspinozaAún no hay calificaciones
- Inspeccion de Recubrimientos de Proteccion PDFDocumento5 páginasInspeccion de Recubrimientos de Proteccion PDFjast111Aún no hay calificaciones
- Secuenciacion NGSDocumento25 páginasSecuenciacion NGSPablo Emilio Sarmiento GonzálezAún no hay calificaciones
- Vol 3.5 Escalerillas Formulas Cesar SanchezDocumento14 páginasVol 3.5 Escalerillas Formulas Cesar Sanchezbrayam pstel100% (1)
- Como Curvar Bandejas Portacables en InstalacionesDocumento11 páginasComo Curvar Bandejas Portacables en InstalacionesRusber FloresAún no hay calificaciones
- Manual de Usuario para La Dobladora de Tubos HidraulicaDocumento1 páginaManual de Usuario para La Dobladora de Tubos HidraulicaDiego Salazar100% (1)
- Uso Del PoliductoDocumento6 páginasUso Del PoliductoJesus VelascoAún no hay calificaciones
- Curvas en CharolaDocumento14 páginasCurvas en CharolaDON ZKAún no hay calificaciones
- Plan de Tendido de Linea Well 04 Rev 3Documento19 páginasPlan de Tendido de Linea Well 04 Rev 3Yuler Eug MamAún no hay calificaciones
- Carta de Garantia - Bomba Contra IncendioDocumento1 páginaCarta de Garantia - Bomba Contra IncendioMIERWEN PALACIOS ARANDA100% (3)
- TP Nº2 Bobinados TrifásicosDocumento12 páginasTP Nº2 Bobinados TrifásicosGustavo Meneses100% (1)
- Tabla Conversion de Cables y Alambres CorpDocumento1 páginaTabla Conversion de Cables y Alambres CorpAnonymous ecxpsh100% (1)
- Meganorm - A2742 8S - 4-31 - Manual de Mantención AceiteDocumento20 páginasMeganorm - A2742 8S - 4-31 - Manual de Mantención Aceitecristobal8893100% (1)
- Curso-de-posgrado-AEA-profertionál ElwctricalDocumento12 páginasCurso-de-posgrado-AEA-profertionál ElwctricalHector TejedaAún no hay calificaciones
- Acsesorios de Riel StrutDocumento2 páginasAcsesorios de Riel StrutJairo Martinez100% (1)
- TCs (IEC-44-1)Documento11 páginasTCs (IEC-44-1)Rodolfo Rodriguez100% (1)
- Conexión de Un Tablero MonofásicoDocumento10 páginasConexión de Un Tablero MonofásicoVictor LopezAún no hay calificaciones
- 33espiga Punta de Poste 2019Documento3 páginas33espiga Punta de Poste 2019René Luis Perez MagneAún no hay calificaciones
- Catalogo Thermowel EspañolDocumento145 páginasCatalogo Thermowel EspañolLUIS_RM25Aún no hay calificaciones
- Hoja Tecnica Uniones de TuberiasDocumento6 páginasHoja Tecnica Uniones de TuberiasamigotAún no hay calificaciones
- Informe Bomba Sumergible Proanco PDFDocumento10 páginasInforme Bomba Sumergible Proanco PDFJuan PastorAún no hay calificaciones
- Crouse Hinds CompletoDocumento11 páginasCrouse Hinds CompletoEdgar MoyaoAún no hay calificaciones
- Número Máximo de Conductores Monopolares de Baja Tensión Por TuboDocumento1 páginaNúmero Máximo de Conductores Monopolares de Baja Tensión Por TuboDayana MedinaAún no hay calificaciones
- Poste de ObraDocumento3 páginasPoste de Obracintiaacastillo1168100% (2)
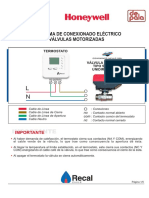
- Esquema Valvulas MotorizadasDocumento5 páginasEsquema Valvulas Motorizadasmantencion CRIAún no hay calificaciones
- Tablero Completo para Tanque Elevado y CisternaDocumento1 páginaTablero Completo para Tanque Elevado y CisternaIndiogiov@nny67% (3)
- Informe Tecnico Caseta de Bombas Contra Incendio - Edificio El RosarioDocumento2 páginasInforme Tecnico Caseta de Bombas Contra Incendio - Edificio El RosarioOscar Fernandez SanchezAún no hay calificaciones
- Procedimiento de Instalación de LuminariasDocumento1 páginaProcedimiento de Instalación de LuminariasElieserAún no hay calificaciones
- Norma INEN Bandejas PortacablesDocumento38 páginasNorma INEN Bandejas PortacablesvonperAún no hay calificaciones
- Ficha 2 Curvado de TubosDocumento6 páginasFicha 2 Curvado de TubosFrancisco AyalaAún no hay calificaciones
- Ficha 01 - Curvado de TubosDocumento6 páginasFicha 01 - Curvado de TubosJosé PerezAún no hay calificaciones
- Trabajo en Tuberias de Acero GalvanizadoDocumento18 páginasTrabajo en Tuberias de Acero GalvanizadoMiltonAún no hay calificaciones
- Soldadura GmawDocumento138 páginasSoldadura GmawmigalbertAún no hay calificaciones
- c11400 Fallas en Recubrimientos de Proteccion AstmDocumento5 páginasc11400 Fallas en Recubrimientos de Proteccion Astmjast111100% (1)
- Clase de Nudos PDFDocumento6 páginasClase de Nudos PDFjast111Aún no hay calificaciones
- Norma 1910.27 Superficies. Escaleras FijasDocumento9 páginasNorma 1910.27 Superficies. Escaleras Fijasjast111Aún no hay calificaciones
- Calculo de La Carga PrestacionalDocumento1 páginaCalculo de La Carga Prestacionaljast111Aún no hay calificaciones
- 1 - Guía Curso Salud OcupacionalDocumento4 páginas1 - Guía Curso Salud Ocupacionaljast111Aún no hay calificaciones
- 13 - Plan y Brigadas de EmergenciasDocumento5 páginas13 - Plan y Brigadas de Emergenciasjast111Aún no hay calificaciones
- Resolucion No 156 de 2005 - FURAT y FUREPDocumento22 páginasResolucion No 156 de 2005 - FURAT y FUREPjast111Aún no hay calificaciones
- Tabla de Calibres para Lámina GalvanizadaDocumento1 páginaTabla de Calibres para Lámina Galvanizadajast111100% (1)
- Equivalencias Normas PinturaDocumento1 páginaEquivalencias Normas Pinturajast111100% (1)
- Resumen - Pensamiento Cientifico Dufour - 2018 - CBC - UBADocumento9 páginasResumen - Pensamiento Cientifico Dufour - 2018 - CBC - UBAMilagros BustosAún no hay calificaciones
- El Frente de Onda y Su RepresentaciónDocumento22 páginasEl Frente de Onda y Su RepresentaciónKarime Valenzuela BadaniAún no hay calificaciones
- TEMA 9 Reinos PlantaDocumento5 páginasTEMA 9 Reinos PlantaNeumaticos Aguilas MartinezAún no hay calificaciones
- Curso General de Automatas ProgramablesDocumento59 páginasCurso General de Automatas ProgramablesAnddy100% (1)
- Análisis Comparativo de Propiedades Mecánicas Del Acero 1045 y 1020Documento11 páginasAnálisis Comparativo de Propiedades Mecánicas Del Acero 1045 y 1020Miguel Angel ConchaAún no hay calificaciones
- 200-CV-003 Belt Instalation Procedure (Spanish)Documento42 páginas200-CV-003 Belt Instalation Procedure (Spanish)Hernan Kana AranaAún no hay calificaciones
- Tensiones Comb, Fatiga y Conc de TensDocumento30 páginasTensiones Comb, Fatiga y Conc de Tensangel bufiAún no hay calificaciones
- Código de ColoresDocumento3 páginasCódigo de ColoresAntony RodriguezAún no hay calificaciones
- LÓGICADocumento2 páginasLÓGICAchristiancj34100% (1)
- Ejercicios GasesDocumento11 páginasEjercicios GasesWilians Churqui CondoriAún no hay calificaciones
- Peso EquivalenteDocumento8 páginasPeso EquivalenteNielsBohr RamirezAún no hay calificaciones
- 0 - 221402 - Estadística y Análisis de DecisionesDocumento11 páginas0 - 221402 - Estadística y Análisis de DecisionesJORGE LUIS AQUIJE GAMBOAAún no hay calificaciones
- Por Qué y Cómo Enseñar FraccionesDocumento7 páginasPor Qué y Cómo Enseñar FraccionesDirección de Educación QroAún no hay calificaciones
- Calculo para FluidoterapiaDocumento5 páginasCalculo para FluidoterapiaEdith Cervantes MamaniAún no hay calificaciones
- Vibrado Hormigon 2 PDFDocumento2 páginasVibrado Hormigon 2 PDFCarlosChavezPonceAún no hay calificaciones
- Conclusiones Rio ChibungaDocumento7 páginasConclusiones Rio ChibungaLuis Buñay100% (1)
- Catalogo General 2019.evaDocumento207 páginasCatalogo General 2019.evamonicamartingomezAún no hay calificaciones
- BasculaDocumento4 páginasBasculaFanny NajeraAún no hay calificaciones
- Cartilla de Primer CicloDocumento37 páginasCartilla de Primer CicloMilton EduardoAún no hay calificaciones
- Flores HornaDocumento84 páginasFlores HornaGamaliel Lezama VargasAún no hay calificaciones
- Catalogo Globalica GeneralDocumento61 páginasCatalogo Globalica GeneralMiguel BrionesAún no hay calificaciones
- Parametros PblacionalesDocumento28 páginasParametros Pblacionaleselmer taipe vargasAún no hay calificaciones
- Problemas Fluidos2 PDFDocumento2 páginasProblemas Fluidos2 PDFCharly HernandezAún no hay calificaciones
- Forjado en Matriz AbiertaDocumento7 páginasForjado en Matriz AbiertaJhonathan CuencaAún no hay calificaciones
- Semana 01 Materia y EnergíaDocumento6 páginasSemana 01 Materia y EnergíaJose Antonio Tello PoloAún no hay calificaciones