Documentos de Académico
Documentos de Profesional
Documentos de Cultura
DM - Capítulo II PDF
Cargado por
Alexander Ruiz CoralTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
DM - Capítulo II PDF
Cargado por
Alexander Ruiz CoralCopyright:
Formatos disponibles
Diseño Mecánico Capítulo II: Medidas y conjugaciones
CAPITULO II - CONCEPTOS FUNDAMENTALES SOBRE MEDIDAS Y CONJUGACIONES
2.1 MEDIDA LINEAL, DESVIACIONES Y TOLERANCIA DE LAS MEDIDAS LINEALES.
Durante la fabricación de cualquier elemento de máquina, siempre es necesario el uso de
planos, bocetos, dibujos, etc., los cuales contienen toda la información relacionada a la fabricación del
elemento y en particular, en ellos se acotan todas las medidas del elemento a través de sus medidas.
En relación a estas medidas, aparecen dos conceptos que son necesarios definir para el mejor
entendimiento del problema.
• Medida lineal.- Se llama medida lineal al valor numérico de una magnitud lineal dada
(diámetro, longitud, profundidad, etc.) la cual está expresada en unidades de algún sistema
de medición. En el Perú, el sistema de medición optado es el sistema métrico y por esta
razón, las medidas son expresadas en milímetros. No obstante, debido a la influencia de
partes y máquinas de procedencia americana, las medidas lineales a veces pueden ser
expresada en pulgadas.
• Medida nominal.- Se llama medida nominal a aquella medida obtenida durante la etapa de
diseño, como resultado de cálculos de resistencia o rigidez, o por las diferentes
consideraciones constructivas y tecnológicas concebidas durante el desarrollo del proyecto.
La medida nominal puede obtenerse en números enteros o en fracciones. Sin embargo, el
diseñador o el ingeniero proyectista no deben emplear cualquier medida que obtenga directamente
sus cálculos efectuados y emplearlos como medida nominal. La causa para esto reside en que, si se
indica en los planos cada medida nominal que obtenga, entonces se tendría que ver la manera de
poder conseguirla en la etapa de construcción o en la etapa de elaboración de la pieza.
Por ejemplo, si para elaborar un agujero, se tuviera distintas medidas, entonces se tendrían
que tener las herramientas apropiadas (en este caso se debería de tener brocas) con medidas que
correspondan a las obtenidas durante la etapa de cálculo; lo cual sería casi difícil de asegurar.
Por eso, con el afán de disminuir la gran variedad de medidas nominales constructivas y en
consecuencia, disminuir la nomenclatura de los instrumentos de medición y de las herramientas, se
ha establecido la utilización obligatoria de las llamadas medidas lineales normalizadas o medidas
estándar.
Por eso, en dibujos y planos, en calidad de medida lineal nominal se indica sólo aquella medida
que, después de haber sido obtenida mediante los cálculos; se ha aproximado al mayor valor cercano
de la serie establecida de medidas lineales normalizadas o medidas estándar.
Luego, surge la siguiente pregunta en la fabricación de piezas y elementos: ¿Se puede o no
fabricar los elementos mecánicos con absoluta precisión en las medidas indicadas en los planos? O
preguntado de otra forma: ¿Se puede obtener una medida normalizada o estándar precisa?. La
respuesta es: NO. Ésta respuesta está basada en una serie de consideraciones entre ellos, es que no
se puede eliminar los errores, los cuales están enlazados a una serie de causas y que no son materia
de este curso; ya que en esta parte, sólo se tratará y analizará las preguntas relacionadas a las
desviaciones de las medidas lineales.
Es por eso, que la medida obtenida como resultado de la fabricación se diferencia de la medida
nominal. Y en este contexto, aparecen otras preguntas: ¿Procede o no, tender a aumentar la
exactitud lo cual tiende a encarecer el elemento fabricado? ¿Cuál puede ser el valor posible de la
desviación de la medida nominal bajo el cual el elemento fabricado corresponderá totalmente a su
designación?
La respuesta a la primera pregunta es única: “mientras la medida de elaboración exija
mayor precisión, más cara será su producción”. Por eso, es necesario determinar la posible
desviación respecto a la medida nominal y resolver cómo establecer y acotar esta medida en planos y
dibujos.
Ing. César A. Quispe Gonzáles, M Sc. Página 17
Diseño Mecánico Capítulo II: Medidas y conjugaciones
La medida que se obtiene como resultado de la fabricación del elemento se diferencia de la
medida nominal, pero este valor de desviación se determina sólo después de producida la fabricación
mediante un proceso de medición y este proceso a su vez, también arrastra un error de medición.
Surge la necesidad de establecer el concepto de la medida real.
• Medida real.- Es aquella medida que se obtiene durante la medición considerando que ella
arrastra un error de medición.
Así, para que la medida real asegure una funcionalidad satisfactoria del elemento el diseñador,
partiendo de una serie de factores, debe establecer la medida nominal y posteriormente deberá
determinar dos medidas límites que se llaman medida máxima y medida mínima. Esto determina un
intervalo de medidas dentro del cual debe encontrarse la medida real o al menos, debe ser igual a
ella; asegurando con estola aprobación del elemento o pieza fabricada.
2.2 DESVIACIONES
A su vez, no es muy cómodo indicar en los planos y dibujos dos valores para una medida dada,
por eso; es que para la indicación de una medida e indica la medida nominal y se complementa con
las desviaciones límite superior y la desviación límite inferior.
• Desviación límite superior.- es la diferencia algebraica entre la mayor medida límite y la
medida nominal.
• Desviación límite inferior.- será la diferencia algebraica entre la menor medida límite y la
medida nominal.
Es evidente que la determinación de las desviaciones a través de una diferencia algebraica de
dos magnitudes numéricas siempre tendrán el símbolo “más” (+) o el signo “menos” (-).
Entonces, la medida nominal se podrá determinar como la medida respecto a la cual se
determinan los valores límites y que sirve como punto de partida de todas las desviaciones (superior
e inferior) así como de las desviaciones reales.
• Desviación real.- La desviación real es la diferencia algebraica entre la medida real y la
medida nominal.
2.3 TOLERANCIA
La zona de valores de medidas entre las cuales debe encontrarse la medida real y satisfactoria
de un elemento o pieza, caracteriza la precisión de la medida y se llama tolerancia, la cual se designa
mediante la letra T.
• Tolerancia.- La tolerancia es la diferencia entre las medida límite máxima y la medida límite
mínima, o también, es la diferencia algebraica entre la desviación superior y la desviación
inferior. A diferencia de la desviación, la tolerancia no tiene signo.
Ejemplo 2.1.- Durante la etapa de desarrollo de un proyecto, el ingeniero encargado del diseño a través
de cálculos de resistencia determina, para un eje de sección circular, una medida de 37.8 mm. Esta
medida obtenida se redondea a la medida nominal más próxima. Luego, partiendo de las concepciones
técnicas y de explotación, el diseñador mediante tabla especiales (sobre las cuales se tratará más adelante)
determina para el elemento dado con medida nominal 38 mm las siguientes desviaciones límites:
desviación superior: - 50 micras; desviación inferior: - 89 micras.
Ya que en los dibujos y en los planos todas las medidas se indican en milímetros, entonces, las
correspondientes deviaciones que en las tablas están expresadas en micras (milésima parte de un
milímetro) deben ser transformadas en milímetros, para así poder ser trasladas al dibujo, es decir:
50 micras = 0.050 mm
89 micras = 0.089 mm
Finalmente, en los planos de diseño, el ingeniero a cargo del proyecto acotará la medida nominal
con sus desviaciones límites, la cual toma la siguiente forma: 38−−0.050
0.089 .
Ing. César A. Quispe Gonzáles, M Sc. Página 18
Diseño Mecánico Capítulo II: Medidas y conjugaciones
Luego, a partir de estos valores se pueden calcular las medidas límites; los cuales se obtienen de la
siguiente manera:
Medida límite superior.- a la medida nominal se le suma su desviación superior:
38 – 0.050 = 37.950 mm.
Medida límite inferior.- a la medida nominal se le suma el valor de desviación inferior:
38 – 0.089 = 37.911 mm.
Esto significa que si durante el proceso de fabricación del elemento, la medida real se encuentra en
el intervalo definido por 37.911 y 37.950 o es igual a uno de estos valores, entonces la pieza se
considerará satisfactoria ó aceptable.
La tolerancia se puede calcular como la diferencia entre la medida límite superior y la medida
límite inferior: 37.950 – 37.911 = 0.039 mm = 37 µm. De esta forma, la tolerancia indicará que la partida
o serie de elementos fabricados se diferenciaran unos de otros en una medida no mayor de 39 micras.
Es evidente que mientras mayor sea la tolerancia, menor será la exigencia de fabricación y
precisión. Así mismo, la fabricación será más sencilla. En el caso inverso, la disminución de la
tolerancia significa una mayor precisión en las exigencias de fabricación de la pieza con su
correspondiente encarecimiento. Por eso, cuando el ingeniero encargado del diseño asigna una
tolerancia (o las desviaciones límite), ésta debe ser fundamentada de forma muy cuidadosa.
En todos los casos, cuando exista la posibilidad; se designa la mayor tolerancia ya que esta
decisión ofrece una ventaja económica para la producción y bajo cualquier condición de producción
(unitaria, mediana y en serie), lo cual permite conservar totalmente la funcionalidad satisfactoria de
las piezas fabricadas sin que la calidad de ellas empeore.
Todos estos conceptos analizados anteriormente (medida nominal, medida real, medidas
límites superior e inferior, desviación límite superior e inferior y la tolerancia) pueden representarse en
forma gráfica. Sin embargo, representar las desviaciones y tolerancias en una misma escala que las
medidas de la pieza es prácticamente imposible (En el ejemplo mostrado anteriormente, la medida es
iguala 38 mm, y la desviaciones son iguales a 0.050 mm y 0.089 mm, la tolerancia es igual a 0.039
mm.)
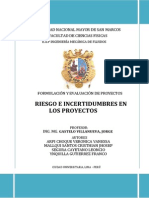
Por eso, en lugar de una representación completa de los agujeros y los ejes con medidas
límites, se utiliza una representación esquemática, en la cual sólo se indican las desviaciones. Estos
esquemas se dibujan a escala, lo cual le da una idea más vistosa, sencilla y compacta. Estos
esquemas se muestran en la Fig. 2.1 y Fig. 2.2.
Línea nula + Línea nula
_
eje
a) b)
Figura 2.1 - Representación gráfica de las medidas, desviaciones y campo de tolerancia de una
medida eje: a) con representación de las medidas límites; b) con representación del campo de
tolerancia.
Ing. César A. Quispe Gonzáles, M Sc. Página 19
Diseño Mecánico Capítulo II: Medidas y conjugaciones
agujero
Línea nula + Línea nula
_
a) b)
Figura 2.2 - Representación gráfica de las medidas, desviaciones y campo de tolerancia de una
medida agujero: a) con representación de las medidas límites; b) con representación del campo de
tolerancia.
La construcción de este esquema comienza con la construcción de la línea nula, que es una
línea horizontal que corresponde a la medida nominal y a partir de la cual se trazarán las
desviaciones de las medidas: hacia arriba con signo positivo y hacia abajo con signo negativo)
El campo de tolerancia se llama a la zona comprendida entre dos líneas, correspondientes a
las desviaciones superior e inferior. Con esto, el campo de tolerancia del eje o del agujero (que en el
esquema está representado por un rectángulo achurado, ubicados cerca de la línea nula y
designados con la palabra “eje” o “agujero”) condicionalmente está mostrado para algún lado de la
medida. El campo de tolerancia se diferencia de la tolerancia en que el determina no solo la
magnitud, sino también la posición relativa a la medida nominal.
En relación a la línea nula, el campo de tolerancia puede localizarse de diferentes formas, tal
como se muestra en la Fig. 2.3.
+ Línea nula
_
a) b) c) d) e) f)
Figura 2.3 - Variantes de la localización del campo de tolerancia respecto a la línea nula: a) asimétrica
bilateral, b) asimétrica unilateral con desviación inferior nula; c) asimétrica unilateral con desviación
superior nula; d) simétrica bilateral; e) asimétrica unilateral con desviación positiva; f) asimétrica
unilateral con desviación negativa.
En todos los casos, en las desviaciones límites se indican en los dibujos directamente a la
derecha después de la medida nominal: la desviación superior como superíndice y la desviación
inferior como subíndice, uno encima de otro, más debe indicarse que los valores numéricos de estas
desviaciones deben escribirse con números más pequeños. Una excepción a la regla está
representado por el campo de tolerancia bilateral simétrico. En este caso, la magnitud numérica de la
desviación se escribe con números del mismo tamaño que la medida nominal. Delante del valor
numérico de la desviación límite se coloca el signo “más” o “menos”. Si una de estas desviaciones no
está representada en el dibujo, esto significa que ella es igual a cero.
Ing. César A. Quispe Gonzáles, M Sc. Página 20
Diseño Mecánico Capítulo II: Medidas y conjugaciones
Ejemplo 2.2.- La medida nominal de 10 mm con diferentes desviaciones límites y que en orden
corresponden a las variantes de localización del campo de tolerancia, de acuerdo a la Fig. 2.3 se pueden
representar como:
a) 10 +−0.2
0.1 ; b) 10+0.1 ; c) 10−0.1 ; d) 10 ± 0.2 ; e) 10 ++0.4
0.2 ; f) 10 −−0.1
0.3
La correcta capacidad de poder interpretar las medidas en los planos y dibujos de diseño
requiere de una preparación especial. Es necesario poder considerar las exigencias, dadas en el
dibujo, en el proceso de fabricación de la pieza. En primer lugar es necesario adiestrarse en la
determinación de la aceptabilidad de la medida real.
La medida real; es decir, la medida establecida mediante un proceso de medición; será
aceptable si es que ella no es mayor que la medida límite superior y no sea menor que la medida
límite inferior. Ó que sea igual a ellos. Esta es la condición de aceptabilidad de la medida nominal.
Siempre es necesario recordar, que para establecer la aceptabilidad de la pieza se compara la
medida real con las medidas límites (los cuales están dados por las exigencias de precisión para la
fabricación) y no por la medida nominal (la cual sólo es una medida base para la designación de las
medidas límites). Esto se ilustra mejor, con los Cuadro 2.1 y Cuadro 2.2, presentados a continuación.
Cuadro 2.1 - Lectura de medidas.
Concepto fundamental, obtenido por la Designación de las medidas en el dibujo, mm.
+0.2
interpretación y lectura de dibujos y planos 10 −0.1 10+0.1 10−0.1 10 ± 0.2 10 ++0.4
0.2 10 −−0.1
0.3
Medida nominal, mm 10 10 10 10 10 10
Desviación superior límite +0.1 +0.1 0 +0.2 +0.4 -0.1
Desviación inferior límite -0.1 0 -0.1 -0.2 +0.2 -0.3
Medida superior límite, mm 10.2 10.1 10.0 10.2 10.4 9.9
Medida inferior límite, mm 9.9 10.0 9.9 9.8 10.2 9.7
Tolerancia, mm 0.3 0.1 0.1 0.4 0.2 0.2
Cuadro 2.2 - Determinación de la aceptabilidad de las medidas reales
Medida real de Designación de las medidas en el dibujo, mm.
la pieza o +0.2
10 10+0.1 10−0.1 10 ± 0.2 10 ++0.4 10 −−0.1
elemento, mm −0.1 0.2 0.3
Conclusión sobre la aceptabilidad
9.7 Fallado Fallado Fallado Fallado Fallado Aceptable
9.9 Aceptable Fallado Aceptable Aceptable Fallado Aceptable
10.0 Aceptable Aceptable Aceptable Aceptable Fallado Fallado
10.1 Aceptable Aceptable Fallado Aceptable Fallado Fallado
10.3 Fallado Fallado Fallado Fallado Aceptable Fallado
10.5 Fallado Fallado Fallado Fallado Fallado Fallado
Las deducciones indicadas en el Cuadro 2.2 (medida fallada o medida aceptable) fue hecho en
total concordancia con las condiciones de aceptabilidad dadas. Así por ejemplo, la medida real de 10
mm para el caso cuando en el dibujo está indicado 10 −−0.1
0.3 , es una falla, ya que la aceptabilidad de esta
medida se encuentra entre 9.9 mm y 9.7 mm y la medida real no es igual a ninguna de ellas. En este
caso, la igualdad de la medida real con la medida nominal no influye de ninguna manera en esta
deducción.
Hasta el momento, sólo se han introducido conceptos que caracterizan la precisión de las
medidas durante la fabricación de las piezas o elementos y estos conceptos se indicarán en los
dibujos o planos de diseño. En realidad, sin un dibujo la medida no puede existir y por eso; es
Ing. César A. Quispe Gonzáles, M Sc. Página 21
Diseño Mecánico Capítulo II: Medidas y conjugaciones
necesario asignar esta medida a alguna superficie obtenida durante la elaboración de una pieza o
elemento.
2.4 MEDIDAS EJE, MEDIDAS AGUJERO Y MEDIDAS LIBRES
Por comodidad y simplificación racional de la elaboración de los dibujos, de todas las diversas
formas de elementos de un diseño, las medidas son clasificadas como de tres tipos (Fig. 4), que son:
Medida eje.- Son aquellas medidas relacionadas a superficies determinadas durante la
medición y que se hacen de forma externa, es decir; el instrumento de medición contiene el
elemento. Otra forma de determinación es que dentro de los límites de la medición se tiene el
material con el cual es fabricado el elemento o pieza.
Medida agujero.- Es aquella medida relacionada a superficies determinadas durante la
medición y que se hace de forma interna, es decir; el instrumento de medición está contenido
en la medida. La otra forma de determinarla es que dentro de los límites de la medida, no
existe material con el cual está fabricado el elemento o pieza.
Otras medidas o medidas libres.- Son aquellas medidas que no pueden catalogarse ni como
medida eje ni medida agujero.
d
L d L
D
L
L
d
L
d D d
Figura 4. Tipos de medidas: d – medidas eje, D – medidas agujero; L – medidas libres.
La designación a emplear para estos conceptos definidos será:
Medida nominal del eje d
Medida superior límite del eje dmax
Medida inferior límite del eje dmin
Medida real del eje dr
Tolerancia del eje Td
Medida nominal del agujero D
Medida superior límite del agujero Dmax
Medida inferior límite del agujero Dmin
Medida real del agujero Dr
Tolerancia del agujero TD
Antes de proseguir, se debe indicar que el término “eje” o se puede igualar con la pieza eje.
También se debe recordar que la introducción de la gran cantidad de elementos que se asocian a los
“ejes” o “agujeros” no deben relacionarse con la forma geométrica, en donde la palabra eje o agujero
se entiende como una superficie cilíndrica.
Los elementos constructivos de una pieza pueden tener formas de superficies cilíndricas así
como superficies planas. En este caso, sólo es importante el tipo de superficie de la pieza para
determinar si es una medida eje o es una medida agujero.
Ing. César A. Quispe Gonzáles, M Sc. Página 22
Diseño Mecánico Capítulo II: Medidas y conjugaciones
Así por ejemplo, si en un dibujo de tiene medidas que se encuentran entre dos planos paralelos
que se elevan sobre otra superficie, cualquier sobresaliente, una viga prismática (por ejemplo, el
ancho de una chaveta); estas medidas deben estar relacionadas al término eje, ya que el elemento
en medición estará comprendido dentro del instrumento. Al mismo tiempo, la medida indicada en los
dibujos que corresponde a la distancia entre dos planos paralelos, determinando alguna depresión o
paso (por ejemplo, el nido para las chavetas en los ejes) deberá relacionarse al término agujero, ya
que este elemento constructivo en medición se encontrará fuera del instrumento.
2.5 CONDICIÓN DE APROBACIÓN DE LA MEDIDA REAL
La introducción de los términos eje y agujero permite precisar la formulación sobre la condición
de aprobación de la medida real. Una pieza fabricada tendrá una medida aceptable (condición de
aprobación) siempre y cuando su medida real se encuentre en el intervalo entre la máxima y mínima
medida. En caso contrario, se tiene una pieza fallada. Por eso, se puede concluir que la medida que
se muestra como falla se puede complementar con una característica adicional: falla reparable o
falla no reparable (falla definitiva).
Si el elemento constructivo de la pieza corresponde a una medida eje, entonces; todas aquellas
piezas que tienen medida real mayor que la medida superior límite, se pueden reparar por medio de
procesos suplementarios y, en este caso, la falla es reparable.
En el caso que el elemento constructivo de la pieza esté relacionado a una medida agujero y la
medida real es menor que la medida inferior límite, entonces; esta medida se puede reparar por
medio de trabajos complementarios y también la falla será reparable.
De esta forma, finalmente la condición de aprobación de la medida se formula de la siguiente
manera: si la medida real se encuentra entre los valores de los límites superior e inferior o es igual a
alguno de ellos, entonces la medida será aprobada. Es decir, para agujeros debe cumplirse que
Dmin ≤ Dr ≤ Dmax mientras que para los ejes d min ≤ d r ≤ d max .
Para el caso de la medida se agujero, si la medida real es menor que la medida inferior límite,
entonces la falla es reparable y si la medida real es mayor que la medida superior límite, entonces la
falla es irreparable (falla definitiva).
Para el caso de la medida eje, si la medida real es mayor que la medida superior límite,
entonces la falla es reparable; en caso contrario, si la medida real es menor que la medida inferior
límite, entonces la falla es irreparable (falla definitiva).
Estos conceptos pueden ser más entendibles con ayuda de los Cuadros 2.3, 2.4, 2.5 y 2.6, en
donde se dan las lecturas de medidas y se determina la condición de aprobación de la medida real,
tanto para la medida eje como para la medida agujero.
Cuadro 2.3 - Lectura de medidas – Elemento constructivo de la pieza: eje
Concepto fundamental,
obtenido por la interpretación
y lectura de dibujos y planos Designación de las medidas en el dibujo, mm.
+0.3
15 −0.2 15+0.2 15−0.1 15 ± 0.4 10 ++0.5
0.3 15−−0.1
0.3
Medida nominal, mm 15.0 15.0 15.0 15.0 15.0 15.0
Desviación superior límite +0.3 +0.2 0.0 +0.4 +0.5 -0.1
Desviación inferior límite -0.2 0.0 -0.1 -0.4 +0.3 -0.3
Medida superior límite, mm 15.3 15.2 15.0 15.4 15.5 14.9
Medida inferior límite, mm 14.8 15.0 14.9 14.6 15.3 14.7
Tolerancia, mm 0.5 0.2 0.1 0.8 0.2 0.2
Ing. César A. Quispe Gonzáles, M Sc. Página 23
Diseño Mecánico Capítulo II: Medidas y conjugaciones
Cuadro 2.4 - Determinación de la aprobación de la medida real, medida eje
Medida real de
la pieza o
elemento, mm Designación de las medidas en el dibujo, mm.
+0.3
15−0.2 15+0.2 15−0.1 15 ± 0.4 15++0.5
0.3 15−−0.1
0.3
Conclusión sobre la probación de la medida
Falla, Falla, Falla, Falla, Falla, Falla,
15.6
reparable reparable reparable reparable reparable reparable
Falla, Falla, Falla, Falla, Falla,
15.5 Aprobado
reparable reparable reparable reparable reparable
Falla, Falla, Falla, Falla,
15.3 Aprobado Aprobado
reparable reparable reparable reparable
Falla, no Falla,
15.0 Aprobado Aprobado Aprobado Aprobado
reparable reparable
Falla, no Falla, no Falla, no Falla, no
14.7 Aprobado Aprobado
reparable reparable reparable reparable
Falla, no Falla, no Falla, no Falla, no Falla, no Falla, no
14.5
reparable reparable reparable reparable reparable reparable
Cuadro 2.5 - Lectura de medidas – Elemento constructivo de la pieza: agujero
Concepto fundamental,
obtenido por la interpretación
y lectura de dibujos y planos Designación de las medidas en el dibujo, mm.
+0.5
30 −0.1 30+0.4 30−0.3 30 ± 0.1 30++0.3
0.2 30−−0.3
0.5
Medida nominal, mm 30.0 30.0 30.0 30.0 30.0 30.0
Desviación superior límite +0.5 +0.4 0.0 +0.1 +0.3 -0.3
Desviación inferior límite -0.1 0.0 -0.3 -0.1 +0.2 -0.5
Medida superior límite, mm 30.5 30.4 30.0 30.1 30.3 29.7
Medida inferior límite, mm 29.9 30.0 29.7 29.9 30.2 29.5
Tolerancia, mm 0.6 0.4 0.3 0.2 0.1 0.2
Cuadro 2.6 - Determinación de la aprobación de la medida real, medida agujero
Medida real de
la pieza o
elemento, mm Designación de las medidas en el dibujo, mm.
+0.5
30 −0.1 30+0.4 30−0.3 30 ± 0.1 30 ++0.3
0.2 30 −−0.3
0.5
Conclusión sobre la probación de la medida
15.6 Falla, no Falla, no Falla, no Falla, no Falla, no Falla, no
reparable reparable reparable reparable reparable reparable
15.5 Falla, no Falla, no Falla, no Falla, no Falla, no
Aprobado
reparable reparable reparable reparable reparable
15.3 Falla, no Falla, no
Aprobado Aprobado Aprobado Aprobado
reparable reparable
15.0 Falla, no Falla, no
Aprobado Aprobado Aprobado Aprobado
reparable reparable
14.7 Falla, Falla, Falla, Falla, Falla,
Aprobado
reparable reparable reparable reparable reparable
14.5 Falla, Falla, Falla, Falla, Falla, Falla,
reparable reparable reparable reparable reparable reparable
Ing. César A. Quispe Gonzáles, M Sc. Página 24
Diseño Mecánico Capítulo II: Medidas y conjugaciones
2.6 AJUSTES Y SU CLASIFICACIÓN.
Todas las máquinas, conjuntos e instrumentos, son mecanismos compuestos por piezas que
interactúan unas con otras. Las exigencias solicitadas para la construcción, unión, montaje pueden
ser muy diversas. La dependencia de la designación de la unión de los elementos conjugados de las
piezas de máquinas y mecanismos (en función del tiempo de trabajo), bien deben realizar algún tipo
de movimiento uno respecto a otro o bien debe conservar una inamovilidad uno respecto a otro.
Para asegurar el movimiento de una unión, es necesario que la medida real del elemento
constructivo de la pieza que es encajada (agujero) debe ser mayor que la medida real del elemento
constructivo de la otra pieza que encaja (eje). En este caso, se produce una “junta o ajuste con
huelgo o ajuste con juego” que no es más que la diferencia que existe entre las medidas reales del
agujero y del eje.
Para obtener una unión inamovible, es necesario que la medida real del elemento constructivo
de la pieza que encaja (eje) debe ser mayor que la medida real del elemento constructivo de la pieza
que es encajada (agujero). En este caso, se produce una “junta o ajuste con apriete o ajuste con
interferencia”. El ajuste con apriete es la diferencia entre las medidas reales de los elementos
constructivos eje y agujero. Es necesario tener en cuenta, que luego del montaje en un ajuste con
apriete, las medidas del eje serán iguales, ya que durante el montaje estas medidas se deforman y
aseguran una inamovilidad de la junta.
El proceso tecnológico para el montaje de una junta con apriete se realiza por medio de
prensado, impulsando con ello al eje para que ingrese en el agujero (para bajos valores de apriete) o
bien, por cuenta del aumento de la medida agujero en base a un calentamiento, lo cual se efectúa
instantes antes de efectuar la unión (para altos valores de apriete).
La junta que se forma como resultado de la unión de dos elementos constructivos eje – agujero
(elemento que encaja y elemento encajado) con iguales medidas nominales, generalmente se
designan generalmente se llaman “juntas o ajustes indeterminados”. Para dar una definición más
exacta, este tipo de junta puede dar un ajuste con huelgo ó un ajuste con apriete, y el carácter de la
unión de las piezas estará determinado por las magnitudes reales de las piezas a unir. Es necesario
volver a indicar, que si bien las medidas nominales de los elementos que intervienen en este tipo de
junta son iguales, el carácter de la junta dependerá de las medidas reales.
Por cuanto la medida aprobatoria del elemento agujero y del elemento eje, que se pueden
obtener en un lote (partida) de producción y que son fabricados en base a un mismo dibujo o plano,
las medidas reales pueden oscilar entre las medidas límites dadas. En consecuencia, la magnitud de
los huelgos y aprietes pueden oscilar en dependencia de las medidas reales de los elementos que
conforman la junta o unión. Por eso, en esta etapa se diferencian los conceptos de mayor y menor
huelgo, y correspondientemente, mayor y menor apriete.
• Mayor huelgo o mayor juego, Smax.- El mayor huelgo de un ajuste se determina mediante
la diferencia entre la medida superior límite del agujero Dmax y la medida inferior límite del eje
dmin.
Smax = Dmax − d min (2.1)
• Menor huelgo o menor juego, Smin.- El menor huelgo de una junta o ajuste se determina
mediante la diferencia entre la medida inferior límite de agujero Dmin y la medida superior
límite del eje dmax.
Smin = Dmin − d max (2.2)
Ejemplo 2.3.- En un dibujo, el agujero está acotado con una medida 50+0.02 y el eje tiene una medida
50 −−0.03
0.06 . Determinar el tipo de junta y los posibles valores para ella.
Al efectuar los cálculos se tiene:
Medida superior límite del agujero: 50.0 + 0.02 = 50.02 mm.
Medida inferior límite del agujero: 50.0 – 0.00 = 50.00 mm.
Ing. César A. Quispe Gonzáles, M Sc. Página 25
Diseño Mecánico Capítulo II: Medidas y conjugaciones
Medida superior límite del eje: 50.0 – 0.03 = 49.97 mm.
Medida inferior límite del eje: 50.0 – 0.06 = 49.94 mm.
De estas medidas, se observa que se tiene una junta con juego o huelgo. Aquí, se pueden determinar los
siguientes valores:
Mayor juego ó mayor huelgo: 50.02 – 49.94 = 0.08 mm.
Menor juego o menor huelgo: 50.00 – 49.97 = 0.03 mm.
• Mayor apriete o mayor interferencia, Nmax.- el mayor apriete se determina mediante la
diferencia entre la medida superior límite del eje dmax y la medida inferior límite del agujero
Dmin.
N max = d max − Dmin (2.3)
• Menor apriete o menor interferencia, Nmin.- Se determina mediante la diferencia entre la
medida inferior límite del eje dmin y la medida superior límite del agujero Dmax.
N min = d min − Dmax (2.4)
Ejemplo 2.4.- En un dibujo, la medida del agujero está indicada como 50+0.02 y la medida del eje como
50 ++0.05
0.03 . Determinar el tipo y el valor del ajuste.
De manera similar al ejemplo 3, los cálculos correspondientes arrojan:
Medida superior límite del agujero: 50.0 + 0.02 = 50.02 mm.
Medida inferior límite del agujero: 50.0 – 0.00 = 50.00 mm.
Medida superior límite del eje: 50.0 + 0.05 = 50.05 mm.
Medida inferior límite del eje: 50.0 + 0.03 = 50.03 mm.
De estas medidas, se observa que se tiene una junta con apriete o interferencia. Aquí, se pueden
determinar los siguientes valores:
Mayor apriete ó mayor interferencia: 50.05 – 50.00 = 0.05 mm.
Menor apriete o menor interferencia: 50.03 – 50.02 = 0.01 mm.
Estos ajustes también pueden representarse de forma gráfica, en donde puedan expresarse
todos los conceptos definidos para ajustes. En la Fig. 2.5 se muestra el esquema gráfico de los
ajustes con apriete o interferencia
eje
+ 0.05
agujero + 0.03
+ 0.02
Línea nula
0 0
Menor apriete, Nmin
Mayor apriete, Nmax
Figura 2.5 - Representación gráfica del ajuste con apriete o interferencia.
Ejemplo 2.5.- En un dibujo, la medida del agujero está indicada como 50+0.02 y la medida del eje como
50 −−0.03
0.06 . Determinar el tipo y el valor del ajuste.
De manera similar al ejemplo 3, los cálculos correspondientes arrojan:
Medida superior límite del agujero: 50.0 + 0.02 = 50.02 mm.
Ing. César A. Quispe Gonzáles, M Sc. Página 26
Diseño Mecánico Capítulo II: Medidas y conjugaciones
Medida inferior límite del agujero: 50.0 – 0.00 = 50.00 mm.
Medida superior límite del eje: 50.0 – 0.03 = 49.97 mm.
Medida inferior límite del eje: 50.0 – 0.06 = 49.94 mm.
De estas medidas, se observa que se tiene una junta con juego o huelgo. Aquí, se pueden determinar los
siguientes valores:
Mayor juego ó mayor huelgo: 50.02 – 49.94 = 0.08 mm.
Menor juego o menor huelgo: 50.00 – 49.97 = 0.03 mm.
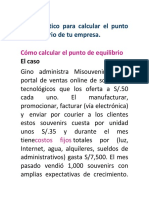
En la Fig. 2.6 se muestra el ajuste con juego o con huelgo, relacionado al ejemplo 2.5
Menor juego, Smin
agujero
+ 0.02
Línea nula
0 0
eje
- 0.03
- 0.06
Mayor juego, Smax
Figura 2.6 - Representación gráfica del ajuste con juego o con huelgo.
El concepto de mayor o menor juego (huelgo) ó apriete (interferencia) es más simple en su
forma gráfica. Para construir la representación gráfica, ésta comienza con el trazado de la línea nula,
a la cual le corresponde el valor nominal del ajuste (medida nominal del eje y del agujero que
conforman el ajuste, los cuales tienen igual valor). A partir de esta línea nula, única tanto para el
agujero como para el eje, de acuerdo a una escala y considerando los signos, se acota la magnitud
de las desviaciones límites del eje y del agujero. Con esto, para cada caso (sea para el eje o sea para
el agujero) entre las líneas se determinan las medida superior límite y la medida inferior límite, lo que
permite obtener el campo de tolerancia para los elementos eje y agujero.
Finalmente, de acuerdo a los conceptos anteriormente definidos, en los esquemas es fácil
observar el mayor juey menor juego (Fig. 2.6) y el mayor y menor apriete (Fig. 2.5). En la Fig. 2.6 se
observa que en la representación gráfica del ajuste con juego, el campo de tolerancia del agujero se
ubica sobre el campo de tolerancia del eje, es decir; la medida aprobatoria del agujero siempre es
mayor que la medida aprobatoria del eje. De igual manera, en la Fig. 2.5 se observa que en la
representación gráfica del ajuste con apriete, el campo de tolerancia del agujero se encuentra
ubicado debajo del campo de tolerancia del eje, es decir; la medida aprobatoria del agujero siempre
es menor que la medida aprobatoria del eje. Estos tipos de ajuste, sea con juego (huelgo) ó apriete
(interferencia) se llaman “ajustes garantizados”.
En relación a los ajustes garantizados, también es posible otra variante, cuando las medidas límites
de los elementos que conforman la junta no garantizan la obtención de un ajuste sólo con juego ó un
ajuste sólo con apriete. El ajuste de este tipo de junta se llama “ajuste de transición” ó “ajuste
indeterminado”. En este caso, existe la posibilidad de obtener tanto un juego como un apriete y el
carácter concreto de esta junta dependerá de las medidas reales de los elementos aprobados que
intervienen en la junta. El ejemplo 6, dá una idea más clara sobre este tipo de ajuste.
Ejemplo 2.6.- En un dibujo, para un agujero se indica la medida 50 +0.02 y para un eje se indica la medida
50++0.03
0.01 . Investigar qué tipo de ajuste ofrecerá la junta de estos dos elementos y los valores de estos.
El análisis de las medidas de los elementos dados da:
Medida superior límite del agujero: 50.0 + 0.02 = 50.02 mm
Medida inferior límite del agujero: 50.0 + 0.00 = 50.00 mm
Medida superior límite del eje: 50.0 + 0.03 = 50.03 mm
Medida inferior límite del eje: 50.0 + 0.01 = 50.01 mm
Ing. César A. Quispe Gonzáles, M Sc. Página 27
Diseño Mecánico Capítulo II: Medidas y conjugaciones
Si se imagina que la junta entre el agujero (que tiene medida superior límite) y el eje (que tiene medida
inferior límite) entonces se tendría un ajuste con juego, ya que la medida del agujero es mayor que la
medida del eje. Este juego será el mayor posible é igual a: 50.02 – 50.01 = 0.01 mm.
Para el caso de una junta entre el agujero (que tiene medida inferior límite) y el eje (que tiene medida
superior límite), entonces se estaría formando un ajuste con apriete (interferencia), cuyo valor sería igual
a: 50.03 – 50.00 = 0.03 mm.
En la Fig. 2.7 se presenta la representación gráfica del ajuste de transición (indeterminado). En
esta gráfica, se observa que los campos de tolerancia del agujero y del eje se traslapan (superponen)
uno sobre el otro, es decir; la medida aprobatoria del agujero puede ser mayor o menor que la medida
aprobatoria deleje, lo cual no permite saber cuál será el ajuste a obtenerse antes de iniciar el proceso
de fabricación de las piezas a juntarse.
Apriete máximo, Nmax
agujero eje
+ 0.03
+ 0.02
+ 0.01
0 0
Línea nula
Juego máximo, Smax
Figura 2.7. Representación gráfica de un ajuste indeterminado (de transición).
Lo ajustes con juego garantizado se utilizan en aquellos casos, cuando se permiten
movimientos relativos de las piezas que conforman la junta. Los ajustes con apriete se utilizan cuando
es necesario transmitir fuerza o momentos de rotación sin fijación suplementaria, sólo por cuenta de
la deformación elástica que aparece durante el montaje de las piezas que intervienen en la junta.
Los ajustes de transición (indeterminados) tienen juegos y aprietes no muy grandes, por eso,
ellos sólo se utilizan en aquellos casos en que es necesario asegurar el centrado de las piezas. Es
decir, cuando se quiera hacer coincidir el eje del elemento agujero con el del eje, debiendo indicar
que al producirse esto, es necesario asegurar una sujeción suplementaria de las piezas que
conforman la junta.
Para los tres grupos de ajuste (con juego, con apriete o de transición), diversos valores de
ajuste de la junta pueden ser obtenidos, tan solo cambiando la posición de los campos de tolerancia
de ambas piezas (eje y agujero). Pero es evidente que tales composiciones pueden da como
resultado muchas formas equivalentes, lo cual conllevaría a la imposibilidad de poder centralizar la
producción de la medida del instrumento de corte (brocas, escariadores, punzones, etc.) que permite
obtener la medida del agujero.
En relación a los procesos tecnológicos (durante la fabricación de las piezas) y de explotación
(durante la reparación) es más práctico obtener una variedad de ajustes cambiando la posición del
campo de tolerancia de una sola pieza, manteniendo invariable el campo de tolerancia de la otra
pieza.
2.7 SISTEMAS DE AJUSTE AGUJERO Y SISTEMA DE AJUSTE EJE
Por ejemplo, los diferentes tipos de ajustes analizados pueden ser obtenidos variando solo el
campo de tolerancia del eje y manteniendo invariable el campo de tolerancia del agujero. Este
método de formación de diferentes ajustes se llama “sistema de ajuste agujero”. La pieza cuya
posición del campo de tolerancia es una base y no depende del carácter del ajuste exigido, se llama
“elemento base del sistema”. Para el caso descrito, el elemento base es el agujero.
• Ajuste del sistema agujero.- Son aquellos ajustes en los cuales, los diferentes juegos o
aprietes, se obtienen al juntar elementos ejes de diferentes medidas con un agujero base
único. La representación de este sistema se muestra en la Fig. 2.8.
Ing. César A. Quispe Gonzáles, M Sc. Página 28
Diseño Mecánico Capítulo II: Medidas y conjugaciones
Campo de tolerancia del
Campo de tolerancia eje para ajuste con apriete
del agujero base
eje
eje
agujero
Línea nula
0 0
Campo de tolerancia del eje eje
para ajuste indeterminado
Campo de tolerancia del
eje para ajuste con juego
Figura 2.8 - Representación gráfica de los ajustes en el sistema agujero.
• Ajuste del sistema eje.- Son aquellos ajustes, en los cuales los diferentes juegos o aprietes
pueden ser obtenidos variando solo la posición de los campos de tolerancia de los agujeros,
pero manteniendo siempre el campo de tolerancia del eje. En este caso, la pieza base es el
eje (Fig. 2.9).
Campo de tolerancia Campo de tolerancia del
del eje base agujero para ajuste con juego
agujero Campo de tolerancia del agujero
para ajuste indeterminado
agujero
Línea nula
0 0
eje
agujero
Campo de tolerancia del
agujero para ajuste con apriete
Figura 2.9 - Representación gráfica de los ajustes en el sistema eje.
En la práctica, en la industria de la construcción de máquinas, se da mayor aceptación al
sistema agujero, debido a que elaborar y medir el agujero es más difícil y más caro que elaborar y
medir un eje, aún siendo ambos de la misma medida y de la misma precisión.
Así, los ejes de diferentes precisiones (incluso, os de alta precisión) se pueden fabricar y medir
con instrumentos universales como cuchillas, sistemas de rectificado, micrómetros, etc.; pero para la
elaboración y la medición de los agujeros exactos se necesitan instrumentos especiales y caros
(escariadores, fresas, brochas, calibres de prueba, etc.). El número de kits de tales instrumentos,
necesarios para la elaboración del agujero con una medida nominal dada, depende de la variedad de
desviaciones límites que pueden ser asignadas por el diseñador.
Suponiendo que se necesita fabricar tres kits de elementos con igual medida nominal e igual
precisión para la formación de ajustes con juego, con apriete e indeterminado. Si se utiliza el sistema
agujero, entonces la medida límite del agujero para todos los ajustes será la misma y para la
elaboración y medición de este agujero se necesitará sólo un kit de instrumentos especiales. Para
este mismo caso, en el sistema eje, la medida límite del agujero para cada juego será diferente, en
consecuencia; para elaborar y medir estos agujeros se necesitará tres kits de instrumentos
especiales, diferentes uno del otro.
Para hacer más cómodo el trabajo del diseñador al asignar un ajuste y del operario al elaborar
el elemento o pieza, se ha condicionado que el campo de tolerancia del elemento base del sistema de
ajuste elegido debe satisfacer una condición obligatoria: una de las medidas límite del elemento
base debe concordar con la medida nominal.
Por eso, para el agujero base la medida límite inferior concuerda con la medida nominal (o lo
que es lo mismo, la desviación inferior del agujero base es nula, tal como se muestra en la Fig. 2.8) y
para el eje base, la medida límite superior concuerda con la medida nominal (o también, la desviación
superior del eje base es nula, como se observa en la Fig. 2.9).
Ing. César A. Quispe Gonzáles, M Sc. Página 29
Diseño Mecánico Capítulo II: Medidas y conjugaciones
Todo lo dicho anteriormente significa que para los elementos base en cualquier sistema, se ha
tomado un campo de tolerancia asimétrico unilateral, lo cual también puede ser expresado de otra
forma: la tolerancia del elemento base del sistema de ajuste siempre está dirigido hacia el cuerpo del
elemento. Es por eso, que para el caso del agujero base está dirigido hacia el aumento de la medida
límite en comparación con la nominal y para el eje base, hacia la disminución de la medida límite en
comparación con la medida nominal.
2.7 FUNDAMENTOS DE LA INTERCAMBIABILIDAD.
Uno de los principios importantes utilizados por los diseñadores en la etapa de proyecto y fabricación
de todas las máquinas y sus piezas componentes es el “principio de intercambiabilidad”. La
intercambiabilidad es una propiedad de la independencia de la fabricación de las piezas, conjuntos o
módulos de las máquinas, que permite juntarlas durante el montaje y la reparación o reemplazarla sin
realizar ajustes u operaciones suplementarias, asegurando de esta forma, la capacidad de trabajo
necesaria e indicada por las especificaciones técnicas.
Por independencia de la fabricación de las piezas, se entiende la fabricación en tiempos y lugares
diferentes (talleres, maestranzas, fábricas, ciudades, incluso países). Como ejemplo de
intercambiabilidad se pueden citar diversos ejemplos cotidianos: una llave para tuercas debe
ajustarse a la cabeza de una tuerca o perno; un tornillo debe atornillarse en un agujero con rosca; un
enchufe debe entrar en un tomacorriente; un módulo (por ejemplo, el motor de un auto) fabricado en
una ciudad, debe montarse en una unidad única (ensambladora de auto) en la línea de ensamblaje
de una fabrica ubicada en otra ciudad.
Exactamente, la necesidad de la intercambiabilidad apareció hace mucho, pero el mayor desarrollo
de ella sucedió con el desarrollo de la construcción de maquinarias, particularmente en condiciones
de producción masiva y ahora, en los últimos tiempos, en condiciones de producción automatizada y
robotizada. La observación de la regla de intercambiabilidad asegura una sencillez en el montaje y la
reparación, facilita los procesos de construcción (el diseñador no necesita buscar una solución
original cada vez que aparece un problema, sino que le es más fácil utilizar soluciones aprobadas y
probadas), da la posibilidad de la especialización y la cooperación entre diferentes fábricas y talleres
ubicados en diferentes ciudades y diferentes países. A su vez, la especialización abarata la
producción ya que se tiene la posibilidad de utilizar equipos especializados de alta producción y no
equipos universales que pueden realizar diversas tareas, pero con una gran lentitud de producción.
La intercambiabilidad se clasifica en completa e incompleta. La intercambiabilidad completa permite
obtener un índice de calidad dado sin operaciones suplementarias en el proceso de montaje. La
intercambiabilidad incompleta necesita de operaciones suplementarias durante el proceso de
montaje, como la selección y regulación de determinadas piezas.
La intercambiabilidad más común es la incompleta, la cual asegura el llamado montaje selectivo, es
decir, la selección preliminar de elementos con medidas aprobadas en determinados grupos de
medidas y como resultado del cual, aparece la posibilidad de obtener determinados índices técnicos y
de explotación de la producción los elementos o piezas, bajo menores condiciones de precisión que
deben reunir los elementos (lo cual es económicamente beneficioso).
Ejemplo 2.7.- En el dibujo de un agujero se indica la medida de 90+0.054 y en el dibujo del eje, que debe
unirse a este agujero, se indica la medida 90 −−0.036
0.090 . La asignación de estas medidas muestra que cualquier
agujero aprobado (tolerancia en zona positiva) será mayor que cualquier eje aprobado (tolerancia en zona
negativa), entonces, durante el montaje se tendrá un ajuste con juego. Si se calcula la magnitud del
máximo juego como la diferencia entre la medida superior límite del agujero y la medida inferior límite
del eje, se tiene: Smax = Dmax − d min = 90.054 − 89.910 = 0.144 mm = 144 µ m .
Si las limitadas posibilidades tecnológicas de la fábrica dada no permite elaborar el elemento indicado
(agujero y eje) con menores tolerancias, y al mismo tiempo, ocurre que el máximo ajuste con juego
calculado anteriormente S max = 144 µ m obtenido para esta junta, no es sumamente grande para su trabajo
normal, entonces, para elevar la precisión de la junta se utiliza el montaje selectivo. Con este fin, todos
los agujeros y ejes aprobados se agrupan en tres grupos de medidas, después de lo cual, los elementos de
un mismo grupo se montan por el principio de intercambiabilidad completa.
Ing. César A. Quispe Gonzáles, M Sc. Página 30
Diseño Mecánico Capítulo II: Medidas y conjugaciones
La selección de la producción de agujeros aprobados se realiza de la siguiente manera. La tolerancia del
agujero es igual a 54 µm, luego; para cada grupo de medida se asignan elementos con tolerancia tres
veces menor que la indicada en los dibujos o planos, de tal manera que el primer grupo de agujeros las
desviaciones reales serán de 0 hasta +18 µm; para el segundo grupo, se agruparán agujeros con
desviaciones reales de +18 hasta +36 µm y en el tercer grupo se agruparán los elementos agujero con
desviaciones reales de +36 hasta +54 µm. Lo sejes fabricados se seleccionarán de manera idéntica. La
tolerancia del eje también es de 54 mm, por eso; en el primer grupo se tendrán ejes con desviaciones
reales de -90 hasta -72 µm; en el segundo grupo se tendrán medidas eje desde -72 hasta -54 µm, y en el
tercer grupo, las desviaciones serán de -54 hasta -36 µm.
Para la formación de la junta, los agujeros del primer grupo se juntarán con los ejes del primer grupo; los
agujeros del segundo grupo con ejes del segundo grupo y agujeros del tercer grupo con ejes del tercer
grupo. La partición de la tolerancia de agujeros y ejes se muestra en el esquema de ajustes (Fig. 2.10), en
donde además, se ha determinado los juegos máximos formados durante el montaje. Se observa que
durante el montaje de la junta, el máximo juego obtenido para estos grupos ( Smax1 , S max2 , S max3 )
preliminarmente son iguales a 108 µm, es decir; sin disminuir la tolerancia de fabricación de los
elementos a unir, la precisión del ajuste fue elevada.
Campo de tolerancia
del agujero
+ 0.054 3º grupo
+ 0.036 2º grupo
+ 0.018 1º grupo
0 0
Campo de
tolerancia
del eje
- 0.036
3º grupo
- 0.054
2º grupo
- 0.072
- 0.090 1º grupo
Figura 2.10 - Esquema del mejoramiento de la precisión por intercambiabilidad.
2.8 ESTANDARIZACIÓN Y UNIFICACIÓN
Para asegurar la intercambiabilidad es necesario que los procesos de construcción de
máquinas, elaboración de piezas y montaje de ellos en conjuntos se realice en correspondencia con
determinadas reglas y normas. Así, se recuerda el hecho que las medidas nominales obtenidas por el
constructor deben redondearse al valor superior más cercano de una serie de medidas establecida
especialmente para este fin, mientras que los campos de tolerancia de los elementos base del
sistema de ajuste debe ubicarse en forma asimétrica, de tal manera que la tolerancia debe estar
dirigida hacia el cuerpo del elemento.
Estas y otras reglas, normas, exigencias para determinados aspectos (en los ejemplos
expuestos, los aspectos tratados son las medidas lineales, campos de tolerancia de agujeros base y
ejes base) se desarrollan en forma de un documento que se llama “estándar”.
Correspondientemente, la determinación y utilización de indicadas reglas, normas, exigencias, es
decir, de los estándares; se llama “estandarización”.
La estandarización se fundamenta en la reunión de los logros de la ciencia, técnica y
transmisión de experiencias de producción. En relación con las preguntas que se trata de esclarecer
en este acápite, la estandarización determina no solo la situación actual de la ciencia sobre la
precisión en la ejecución de medidas y su utilización para la elaboración de elementos, sino también
su desarrollo futuro.
En caso muy general, la estandarización considera el establecimiento de unidades de medidas
físicas, términos y designaciones, exigencias para la producción y realización de procesos (elección y
determinación de las características cualitativas de los índices de producción, métodos de control y
medida, procesos tecnológicos, etc.), así mismo, exigencias en la seguridad del trabajo y
conservación de los materiales.
Ing. César A. Quispe Gonzáles, M Sc. Página 31
Diseño Mecánico Capítulo II: Medidas y conjugaciones
Uno de los métodos más difundidos y efectivos de la estandarización es la unificación. La
unificación, que proviene de la lengua latina, que significa reunión cualquier tipo de concepto en uno
solo, para una forma o sistema. Con la unificación se ha logrado disminuir el número de medidas de
designación funcional similar, se utiliza al máximo iguales conjuntos y elementos (rodamientos,
pernos, tuercas, etc.) en diferentes máquinas, se reduce la diversidad de elementos similares
utilizados en diferentes elementos (diámetros de agujeros, medidas de roscas, etc.). La unificación
permite sustancialmente contraer el uso de fuentes de materiales en diferentes tipos de presentación.
Aparece la posibilidad de utilizar procesos tecnológicos más perfectos, disminuye el costo de la
producción de elementos, se reducen los tiempos de fabricación o de procesos, y el abastecimiento
de la materia prima en la fábrica.
2.9 FUNDAMENTOS DE LA CALIDAD DE LA PRODUCCIÓN
Como muestra la práctica, la estandarización asegura el progreso del desarrollo de la
economía nacional y la elevación estable de la calidad de todos los tipos de producción. Por calidad
de la producción se entiende el conjunto de las propiedades que aseguran la utilización de la
producción para lo cual fueron elaboradas. Los índices de calidad para la elaboración de la
producción cuantitativamente caracterizan una o algunas de sus propiedades, las cuales pueden
expresarse en diferentes unidades, por ejemplo; m/min (velocidad de corte), h (tiempo de trabajo
seguro), etc.
La calidad se puede entender en un sentido muy amplio, si se consigue extraer algunos índices de
calidad, tales como:
• Índice de designación.- que cuantitativamente caracteriza la función fundamental de la
producción (tales como potencia, velocidad, etc.).
• Índices económicos.- los que caracterizan los gastos y costos en los procesos de
producción.
• Índices de confiabilidad- como tiempo de vida, fiabilidad, etc.
• Índices ergonómicos.- los que caracterizan la condición óptima de trabajo que asegurarán la
más elevada producción y conservación del estilo de vida de la población.
• Índices estéticos.- los que caracterizan la racionalidad y perfección de la forma del
elemento.
• Índices tecnológicos.- los que caracterizan las condiciones de elaboración del elemento con
determinadas propiedades bajo menores costos.
• Índices ecológicos y también los índices de seguridad, que caracterizan la conservación del
medio circundante durante el trabajo del elemento y la seguridad durante su servicio.
En el proceso de explotación de la producción (hasta el desgaste físico total o el
envejecimiento moral) la calidad se asegura al observar las establecidas reglas de explotación y de
reparación. El problema de la elevación sistemática de la calidad tiene un gran significado político,
social, económico y técnico-científico. La alta calidad de la producción asegura la concurrencia en el
mercado mundial, así también certifica el progreso de la sociedad civil.
El atestado o certificación de calidad es un estímulo importante para la elevación de la calidad
de la producción. Existen dos categorías de calidad: elevada y primera.
La categoría de levada calidad se certifica con la producción fabril, que responde a la
documentación técnica y normativa, bajo la cual se efectúa la producción. Esta producción se
encuentra en un nivel de los mejores logros mundiales o que superan a ellos. Esta producción se
caracteriza por un elevado índice de calidad, el cual es estable.
La categoría de primera calidad está referida a la producción bajo índices técnico-económicos
correspondientes al estándar para una producción en serie y que satisface las exigencias
contemporáneas de la producción nacional y de la población de las naciones. Si la producción bajo
calificación periódica no corresponde a las exigencias solicitadas, entonces esta producción es
desterrada de la fábrica.
El plazo de acción de la categoría de la calidad debe ser establecido independientemente para
cada caso. Instituciones especializadas efectúan la calificación considerando los periodos de
envejecimiento moral de la producción calificada y la necesidad de su reconsideración.
Ing. César A. Quispe Gonzáles, M Sc. Página 32
También podría gustarte
- Riesgo e Incertidumbre de Un ProyectoDocumento39 páginasRiesgo e Incertidumbre de Un ProyectoCristhian Jhosep Mallqui100% (1)
- Diseño Mecanico - Capítulo IIIDocumento16 páginasDiseño Mecanico - Capítulo IIICristhian Jhosep MallquiAún no hay calificaciones
- Diseño Mecanico - Capítulo IIDocumento16 páginasDiseño Mecanico - Capítulo IICristhian Jhosep MallquiAún no hay calificaciones
- Diseño Mecanico - Capítulo IDocumento12 páginasDiseño Mecanico - Capítulo ICristhian Jhosep MallquiAún no hay calificaciones
- Diseño MecanicoDocumento29 páginasDiseño MecanicoCristhian Jhosep Mallqui100% (2)
- Diseño Mecanico Capítulo VIDocumento13 páginasDiseño Mecanico Capítulo VICristhian Jhosep MallquiAún no hay calificaciones
- Diseño Mecanico - Capítulo IIIDocumento16 páginasDiseño Mecanico - Capítulo IIICristhian Jhosep MallquiAún no hay calificaciones
- CuestionarioDocumento58 páginasCuestionarioWilliam Pauzhi IdrovoAún no hay calificaciones
- Ejercicios de Punto de EquilibrioDocumento1 páginaEjercicios de Punto de EquilibrioJâmêš Røšåléš SântóšAún no hay calificaciones
- Insuficiencia TricuspidaDocumento9 páginasInsuficiencia Tricuspidasamuel david vera rodriguezAún no hay calificaciones
- Norma Th-050 (Riberas)Documento13 páginasNorma Th-050 (Riberas)pabloAún no hay calificaciones
- Taller Estado de CostosDocumento2 páginasTaller Estado de CostosEider Polo ÏßAún no hay calificaciones
- Ensayo Sobre Tipos de Control InternoDocumento14 páginasEnsayo Sobre Tipos de Control InternoAlexandra AraujoAún no hay calificaciones
- La Selva InternaDocumento158 páginasLa Selva InternaMarcelo del PortoAún no hay calificaciones
- Por Qué Soy CristianoDocumento9 páginasPor Qué Soy CristianoDébora Ana Borda GarciaAún no hay calificaciones
- Amebas No PatógenasDocumento25 páginasAmebas No PatógenasLuis Enciso100% (1)
- Catálogo Stan HomeDocumento70 páginasCatálogo Stan HomeNayeli8416Aún no hay calificaciones
- Metodo PoldDocumento12 páginasMetodo Poldchiolinaresve100% (2)
- Informe de Topografia tumAY HUARACADocumento3 páginasInforme de Topografia tumAY HUARACAAlcides Oscco MuñozAún no hay calificaciones
- Analisis Del Jardinero FielDocumento3 páginasAnalisis Del Jardinero FielJorge Flores AvilésAún no hay calificaciones
- Ley de Contribución de Mejoras Por Obras Públicas Federales de Infraestructura HidráulicaDocumento7 páginasLey de Contribución de Mejoras Por Obras Públicas Federales de Infraestructura HidráulicaRuben Valenzuela OrtegaAún no hay calificaciones
- BAM Capítulo 14 - Bacillus Cereus - FDADocumento14 páginasBAM Capítulo 14 - Bacillus Cereus - FDAsmicrobiologia pacificAún no hay calificaciones
- El Desarrollo de Las Cualidades Cristianas ............. 131Documento20 páginasEl Desarrollo de Las Cualidades Cristianas ............. 131Jhasmerlin MedinaAún no hay calificaciones
- 264 Danos en Las Relaciones de Consumo 2010Documento95 páginas264 Danos en Las Relaciones de Consumo 2010Barbara FriasAún no hay calificaciones
- Manual Del Curso de (Stop)Documento58 páginasManual Del Curso de (Stop)Benito OviedoAún no hay calificaciones
- MAC 2 MaimonidesDocumento3 páginasMAC 2 MaimonidesDenis BalcazarAún no hay calificaciones
- Punto de EquilibrioDocumento16 páginasPunto de EquilibrioJscribdHAún no hay calificaciones
- Sesion 1Documento17 páginasSesion 1JhonAún no hay calificaciones
- Productos FinancierosDocumento4 páginasProductos FinancierosYadeth CariasAún no hay calificaciones
- ¿Rompe Esto El Ayuno?Documento5 páginas¿Rompe Esto El Ayuno?AbdelahIslamAún no hay calificaciones
- Ejercicios A Resolver Pilotes 2020Documento5 páginasEjercicios A Resolver Pilotes 2020Leslie PonceAún no hay calificaciones
- 03 PDU HUARMEY - T2 - Propuesta PDFDocumento362 páginas03 PDU HUARMEY - T2 - Propuesta PDFNoemi QH50% (2)
- Actividad de Repaso y de Recuperación de SaberesDocumento4 páginasActividad de Repaso y de Recuperación de SaberesAldiCocheretAún no hay calificaciones
- 2presentación. Introducción y Sistemas TermodinamicosDocumento14 páginas2presentación. Introducción y Sistemas TermodinamicosSergio HuertaAún no hay calificaciones
- Universidad Del Atlántico PEP FILOSOFÍADocumento41 páginasUniversidad Del Atlántico PEP FILOSOFÍAArtemis LumaAún no hay calificaciones
- VENDAJESDocumento7 páginasVENDAJESDiana Cristina Dediego VargasAún no hay calificaciones
- NietzscheDocumento14 páginasNietzscheJuan Pablo Márquez GalvisAún no hay calificaciones