También podría gustarte
- Procedimiento de Calibracion de Gage de RoscasDocumento6 páginasProcedimiento de Calibracion de Gage de RoscasJuanAún no hay calificaciones
- RoscasDocumento23 páginasRoscasHugo Vela GarciaAún no hay calificaciones
- Procedimiento para Inspección de Front Strut Support Con FARO TRACKERDocumento15 páginasProcedimiento para Inspección de Front Strut Support Con FARO TRACKERricardo olivaresAún no hay calificaciones
- P-0784-12 Petroweets S.A.S 4626 Luis PDFDocumento4 páginasP-0784-12 Petroweets S.A.S 4626 Luis PDFSERGIO CELIS ARIZAAún no hay calificaciones
- RoscaDocumento281 páginasRoscaJulio Real100% (2)
- Informe Baño SecoDocumento8 páginasInforme Baño SecoNestor VesgaAún no hay calificaciones
- Incertidumbre CalibraciónDocumento26 páginasIncertidumbre CalibraciónmblancolAún no hay calificaciones
- Procedimiento de Calibracion para Calibres de Límites para RoscasDocumento3 páginasProcedimiento de Calibracion para Calibres de Límites para RoscasClaudio Castellanos AldunateAún no hay calificaciones
- PDFDocumento5 páginasPDFeduardoAún no hay calificaciones
- Los Bloques de Prueba Ultrasónicos de Los Bloques de La Calibración Del Detector Del Defecto UT Bloquean Los Bloques de Prueba Estándar IIW PDFDocumento5 páginasLos Bloques de Prueba Ultrasónicos de Los Bloques de La Calibración Del Detector Del Defecto UT Bloquean Los Bloques de Prueba Estándar IIW PDFlovaldes62Aún no hay calificaciones
- CT-EL13-0018 Ica Fluor DanielDocumento6 páginasCT-EL13-0018 Ica Fluor DanielvasudhaAún no hay calificaciones
- A4 - Determinacion de RugosidadDocumento13 páginasA4 - Determinacion de RugosidadLaza MecanizadosAún no hay calificaciones
- Calibración Del AnemometroDocumento17 páginasCalibración Del AnemometroClider NiñoAún no hay calificaciones
- Durometro Shore ADocumento7 páginasDurometro Shore AFrancisco HernandezAún no hay calificaciones
- Soldadura P A WDocumento7 páginasSoldadura P A WFernando Lévano ChicanaAún no hay calificaciones
- Examen de Manometro.Documento3 páginasExamen de Manometro.BRAYAN STIVEN GONZALEZ LOPEZAún no hay calificaciones
- Calibracion Equipo de UtDocumento1 páginaCalibracion Equipo de UtHenry GonzalezAún no hay calificaciones
- Guia Metano Noviembre 2015Documento66 páginasGuia Metano Noviembre 2015frch112Aún no hay calificaciones
- Incert. Caratula PDFDocumento12 páginasIncert. Caratula PDFleoAún no hay calificaciones
- L04 Daniel CanoDocumento60 páginasL04 Daniel CanoDanielAún no hay calificaciones
- 6-DS1 Inspeccion Con Particulas MagneticasDocumento9 páginas6-DS1 Inspeccion Con Particulas MagneticasJorge Eduardo GordilloAún no hay calificaciones
- WB1230 MX HardnessTesterBrochure PDFDocumento40 páginasWB1230 MX HardnessTesterBrochure PDFRyan JenkinsAún no hay calificaciones
- Normas Sobre Metrologí A y Acreditación de Laboratorios de PruebaDocumento6 páginasNormas Sobre Metrologí A y Acreditación de Laboratorios de PruebaCristian ManzanaresAún no hay calificaciones
- Calibre MicrometroDocumento10 páginasCalibre MicrometrogefrancoAún no hay calificaciones
- Instrumentos de Medición y Verificación de Magnitudes Lineales y AngularesDocumento42 páginasInstrumentos de Medición y Verificación de Magnitudes Lineales y AngularesJulio AguilarAún no hay calificaciones
- Técnica de Ensayos No Destructivos M.F.LDocumento11 páginasTécnica de Ensayos No Destructivos M.F.LSergio Andrés Cortés Londoño0% (1)
- Me003 Manometros CompletoDocumento21 páginasMe003 Manometros CompletoEdgardo Hurtado QuintoAún no hay calificaciones
- Estimación Incertidumbre Pasantías Regla Escala CintaDocumento30 páginasEstimación Incertidumbre Pasantías Regla Escala CintaChristian QuijanoAún no hay calificaciones
- ASEGURAMIENTOMETROLOGICODocumento38 páginasASEGURAMIENTOMETROLOGICOramakarunaAún no hay calificaciones
- Medicion de RugosidadesDocumento22 páginasMedicion de RugosidadesFernandoiAún no hay calificaciones
- Hds-Lukoil Geyser ST 68Documento6 páginasHds-Lukoil Geyser ST 68Baruch CamposAún no hay calificaciones
- RugosidadDocumento17 páginasRugosidadAKCHAún no hay calificaciones
- Ith-Pi-Mvl-Co-04 Inspeccion Electromagnetica para Detecccion de Fallas LongitudinalesDocumento10 páginasIth-Pi-Mvl-Co-04 Inspeccion Electromagnetica para Detecccion de Fallas LongitudinalesLEVI HERNANDEZAún no hay calificaciones
- Los Equipos Rotatorios de PerforaciónDocumento129 páginasLos Equipos Rotatorios de PerforaciónwlmAún no hay calificaciones
- Procedimientos UT-MT-AWS-D1. 5Documento23 páginasProcedimientos UT-MT-AWS-D1. 5JuanDavidGrimaldosDiaz100% (1)
- 15 Taller de Confirmación MetrológicaDocumento50 páginas15 Taller de Confirmación MetrológicaMr976100% (1)
- As 105673 Im-7000 C 613980 MX 2010-3 PDFDocumento36 páginasAs 105673 Im-7000 C 613980 MX 2010-3 PDFDANIEL DOMINGUEZAún no hay calificaciones
- Calibracion de Cronometros DigitalesDocumento28 páginasCalibracion de Cronometros DigitalesMeyler Villalobos BravoAún no hay calificaciones
- Instrumentos para Inspección VisualDocumento8 páginasInstrumentos para Inspección VisualKenny Andrea Calderon OrozcoAún no hay calificaciones
- Análisis A Los Sistemas de Medición (MSA) 10.08.16Documento42 páginasAnálisis A Los Sistemas de Medición (MSA) 10.08.16Yazmin AgustinAún no hay calificaciones
- Asme B1 20 1Documento13 páginasAsme B1 20 1Ricardo TadeoAún no hay calificaciones
- Reórte Roscas Conector 3-12 EuDocumento4 páginasReórte Roscas Conector 3-12 EuDiego CastilloAún no hay calificaciones
- Dureza Rockwell CenamDocumento19 páginasDureza Rockwell CenamJason ValderramaAún no hay calificaciones
- Greene Richard Valvulas Seleccion Uso YDocumento285 páginasGreene Richard Valvulas Seleccion Uso Ylury arevaloAún no hay calificaciones
- ANÁLISIS DE NORMAS PrevioDocumento5 páginasANÁLISIS DE NORMAS PrevioPablo KatchadjianAún no hay calificaciones
- Cali Brad orDocumento9 páginasCali Brad ormarco31416Aún no hay calificaciones
- E 114 - 95Documento13 páginasE 114 - 95Diego RincónAún no hay calificaciones
- Seccion L Norma ASTM E 1316Documento2 páginasSeccion L Norma ASTM E 1316Miguel Avila SolerAún no hay calificaciones
- Procedimiento de Ensayo Por UT A Juntas Soldadas Según AWSD1.1 2015Documento9 páginasProcedimiento de Ensayo Por UT A Juntas Soldadas Según AWSD1.1 2015Ivan PiandaAún no hay calificaciones
- API 5t1 Terminologia de ImperfecciónDocumento85 páginasAPI 5t1 Terminologia de ImperfecciónBladimir ChavezAún no hay calificaciones
- Metodologia CatequisticaDocumento2 páginasMetodologia CatequisticaJavier ConstantinoAún no hay calificaciones
- ARTICULO Phased ArrayDocumento6 páginasARTICULO Phased ArrayAndrés MolinaAún no hay calificaciones
- Recomendaciones AWS y ASMEDocumento5 páginasRecomendaciones AWS y ASMEErick ManosalvasAún no hay calificaciones
- RoscasDocumento39 páginasRoscasFelipe VegaAún no hay calificaciones
- Procedimiento de Calibración de Anillos PatrónDocumento6 páginasProcedimiento de Calibración de Anillos Patrónvictor serrano perezAún no hay calificaciones
- U3 Roscas y EngranesDocumento51 páginasU3 Roscas y EngranesDaniel Oso MendzAún no hay calificaciones
- Metrologia Lab 5 Microscopio FNIDocumento16 páginasMetrologia Lab 5 Microscopio FNISantiago CTAún no hay calificaciones
- Medicion de Roscas y EngranesDocumento81 páginasMedicion de Roscas y Engranesnjarac197250% (2)
- Medición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónDe EverandMedición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónCalificación: 4 de 5 estrellas4/5 (1)
- Ejemplo Ficha de Operaciones y ProcesosDocumento4 páginasEjemplo Ficha de Operaciones y ProcesosBLACKHACKER JUCAún no hay calificaciones
- Manual Practico Autocad 2006Documento438 páginasManual Practico Autocad 2006Erick Javier Torres Manotas.100% (2)
- Ejercicios Modelado 3dDocumento2 páginasEjercicios Modelado 3dJuan Carlos Díaz GaravitoAún no hay calificaciones
- Capitulo Medicion Con EjerciciosDocumento26 páginasCapitulo Medicion Con EjerciciosAugusto AnguloAún no hay calificaciones
- Dialnet MetodologiaDeEstudioDeTiempoYMovimiento 6300063 PDFDocumento11 páginasDialnet MetodologiaDeEstudioDeTiempoYMovimiento 6300063 PDFKarim RamosAún no hay calificaciones
- Ejemplo Cursograma SinópticoDocumento2 páginasEjemplo Cursograma Sinópticozoe gamezAún no hay calificaciones
- Jbcututygbljp (Oiujydcerscvbpjoo0l n0Documento8 páginasJbcututygbljp (Oiujydcerscvbpjoo0l n0Damariz vsAún no hay calificaciones
- Calc Chimenea Evacua HumosDocumento12 páginasCalc Chimenea Evacua Humosgandaras69832653Aún no hay calificaciones
- Grua PlumaDocumento36 páginasGrua Plumaxavier ortiz100% (2)
- Guia Sim Mwg7-2009Documento89 páginasGuia Sim Mwg7-2009Mateo Mila Garcia100% (1)
- Extractos HúmicosDocumento1 páginaExtractos HúmicosJuan Carlos Díaz GaravitoAún no hay calificaciones
- Guia Sim Mwg7-2009Documento89 páginasGuia Sim Mwg7-2009Mateo Mila Garcia100% (1)
- PRACTICO de ASPERSIONDocumento24 páginasPRACTICO de ASPERSIONJean Nahuamel DelgadoAún no hay calificaciones
- Ficha Tecnica Genapol 28% PDFDocumento1 páginaFicha Tecnica Genapol 28% PDFJuan Carlos Díaz GaravitoAún no hay calificaciones
- Modelo y Diseno de Tren de Lavado de Gas PDFDocumento10 páginasModelo y Diseno de Tren de Lavado de Gas PDFJuan Carlos Díaz GaravitoAún no hay calificaciones
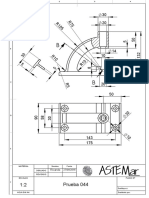
- Prueba 044Documento1 páginaPrueba 044Juan Carlos Díaz GaravitoAún no hay calificaciones
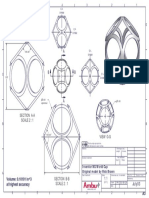
- Prueba 042Documento1 páginaPrueba 042Juan Carlos Díaz GaravitoAún no hay calificaciones
- WEG w22 Motor Trifasico Tecnico Mercado Latinoamericano 50024297 Catalogo EspanolDocumento68 páginasWEG w22 Motor Trifasico Tecnico Mercado Latinoamericano 50024297 Catalogo EspanolCesar HerreraAún no hay calificaciones
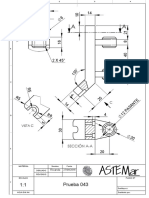
- Prueba 043Documento1 páginaPrueba 043Juan Carlos Díaz GaravitoAún no hay calificaciones
- Tablas de RoscasDocumento23 páginasTablas de RoscasJunior Balabarca100% (1)
- Carreras Soto 20 PDFDocumento16 páginasCarreras Soto 20 PDFJuan Carlos Díaz GaravitoAún no hay calificaciones
- Tratamiento de Agua para CalderasDocumento53 páginasTratamiento de Agua para CalderasJuan Carlos Díaz GaravitoAún no hay calificaciones
- Carreras Soto 19Documento1 páginaCarreras Soto 19Juan Carlos Díaz GaravitoAún no hay calificaciones
- Carreras Soto 19 - Accesorios EléctricosDocumento16 páginasCarreras Soto 19 - Accesorios EléctricosJohn Elias100% (1)
- Carreras Soto 10 - Cojinetes y AcoplamientosDocumento11 páginasCarreras Soto 10 - Cojinetes y AcoplamientosJohn Elias100% (3)
- Carreras Soto 4 - Cadenas y GanchosDocumento16 páginasCarreras Soto 4 - Cadenas y GanchosJohn Elias100% (1)
- R2-Reporte Final de Residencia (Sin Anexos)Documento107 páginasR2-Reporte Final de Residencia (Sin Anexos)Ing Hugo Montelongo SolanoAún no hay calificaciones
- Toma de Nucleos y Vigas en Concretos EndurecidoDocumento13 páginasToma de Nucleos y Vigas en Concretos EndurecidoSnaider MartinezAún no hay calificaciones
- Procesos de Manufactura en Relacion Con Tolerancias Geometricas y DimensionalesDocumento6 páginasProcesos de Manufactura en Relacion Con Tolerancias Geometricas y Dimensionalesrafaelito182100% (1)
- A4 Mag DacDocumento5 páginasA4 Mag DacMax De La O AlamillaAún no hay calificaciones
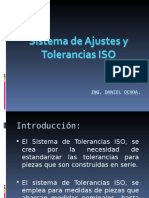
- Sistemas de Ajustes y ToleranciasDocumento6 páginasSistemas de Ajustes y ToleranciasvladimiraguirreAún no hay calificaciones
- Proyecciones Ortogonales y AcotacionesDocumento23 páginasProyecciones Ortogonales y AcotacionesJuan Carlos JuarezAún no hay calificaciones
- Elementos de MáquinasDocumento68 páginasElementos de MáquinasJoaquin Montero AlvaradoAún no hay calificaciones
- Ejercicios Tolerancias Carlos IIIDocumento9 páginasEjercicios Tolerancias Carlos IIILuis Angel HuamaniAún no hay calificaciones
- Clase 02Documento14 páginasClase 02Enrique Vasquez AlvaradoAún no hay calificaciones
- 730671Documento11 páginas730671Pelayo Mayor PandoAún no hay calificaciones
- Tolerancias ISODocumento38 páginasTolerancias ISOdoochoa20050% (1)
- PC1 Dibujo MecanicoDocumento4 páginasPC1 Dibujo MecanicoCristian Najar OcharanAún no hay calificaciones
- Metrología Resumen Hasta Tema 10Documento55 páginasMetrología Resumen Hasta Tema 10Agustin Romang100% (1)
- 2.09 Base Granular e 0.20 MDocumento6 páginas2.09 Base Granular e 0.20 MHernan RudecindoAún no hay calificaciones
- C06 Tolerancias DmacDocumento31 páginasC06 Tolerancias DmacNaomi Lizzy FluegelAún no hay calificaciones
- EnsayoDocumento3 páginasEnsayoRoberto ForteAún no hay calificaciones
- Tolerancias y Ajustes Taller VirtualDocumento7 páginasTolerancias y Ajustes Taller VirtualSamluc ArmanAún no hay calificaciones
- Capitulo I Instalaciones IndustrialesDocumento58 páginasCapitulo I Instalaciones IndustrialesYuri Topalaya JimenezAún no hay calificaciones
- Lab Sistema de Tiempos Predterminados y Muestreo de TrabajoDocumento60 páginasLab Sistema de Tiempos Predterminados y Muestreo de TrabajoJose VGAún no hay calificaciones
- Tolerancia Autocompensados v1Documento21 páginasTolerancia Autocompensados v1Medina MedinaAún no hay calificaciones
- Ajustes y ToleranciasDocumento30 páginasAjustes y ToleranciasKarla Alejandra Alborta AlcazarAún no hay calificaciones
- Prueba HidrostaticaDocumento17 páginasPrueba HidrostaticaJulian CamachoAún no hay calificaciones
- Tubería Ranurada - Victaulic PDFDocumento27 páginasTubería Ranurada - Victaulic PDFgilmer100% (1)
- NMX C 404 Onncce 2012 PDFDocumento16 páginasNMX C 404 Onncce 2012 PDFMARCO ANTONIO JIMENEZ CASTROAún no hay calificaciones
- Codigo de Colores Resistencias y Ejemplos de UsoDocumento5 páginasCodigo de Colores Resistencias y Ejemplos de UsoMARIO ANDRES SANCHEZ ALVAREZAún no hay calificaciones
- Medidas de DispersiónDocumento27 páginasMedidas de Dispersiónsestefo100% (1)
- Norma de Cables y ToronesDocumento68 páginasNorma de Cables y ToronesForos IscAún no hay calificaciones
- Tarea DIMENSIONES Y TOL GEODocumento18 páginasTarea DIMENSIONES Y TOL GEOAnd FloAún no hay calificaciones
- 5 Diseño EjesDocumento33 páginas5 Diseño EjesAndres AsafAún no hay calificaciones
- Norma NTC2132Documento91 páginasNorma NTC2132Cesar Augusto Restrepo LopezAún no hay calificaciones