También podría gustarte
- Demostración Del Campo Magnético GiratorioDocumento2 páginasDemostración Del Campo Magnético GiratorioANTONIO CAMPOSAún no hay calificaciones
- GraficasDocumento2 páginasGraficasANTONIO CAMPOSAún no hay calificaciones
- InstrumentaciónDocumento2 páginasInstrumentaciónANTONIO CAMPOSAún no hay calificaciones
- Apagador de Cuatro ViasDocumento3 páginasApagador de Cuatro ViasANTONIO CAMPOSAún no hay calificaciones
- Medidores de Desplazamiento Positivo.Documento26 páginasMedidores de Desplazamiento Positivo.ANTONIO CAMPOSAún no hay calificaciones
- AUTOCADDocumento2 páginasAUTOCADANTONIO CAMPOSAún no hay calificaciones
- BiologiaDocumento2 páginasBiologiaANTONIO CAMPOSAún no hay calificaciones
- Práctica 1Documento4 páginasPráctica 1ANTONIO CAMPOSAún no hay calificaciones
- Proceso de Compras GermanDocumento3 páginasProceso de Compras GermanANTONIO CAMPOSAún no hay calificaciones
- Balance Capitulo 3Documento9 páginasBalance Capitulo 3ANTONIO CAMPOSAún no hay calificaciones
- Balance Capitulo 3Documento33 páginasBalance Capitulo 3ANTONIO CAMPOSAún no hay calificaciones
- Solicitud de ResidenciasDocumento4 páginasSolicitud de ResidenciasANTONIO CAMPOSAún no hay calificaciones
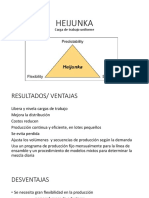
- HEIJUNKADocumento7 páginasHEIJUNKAANTONIO CAMPOSAún no hay calificaciones
- Tipos de DiodosDocumento13 páginasTipos de DiodosANTONIO CAMPOS80% (5)
- Practicas TransistoresDocumento6 páginasPracticas TransistoresANTONIO CAMPOSAún no hay calificaciones
- Pregunta 8 p5Documento1 páginaPregunta 8 p5ANTONIO CAMPOSAún no hay calificaciones
- Auto Transform AdoresDocumento6 páginasAuto Transform AdoresFrancisco Javier Montes AyalaAún no hay calificaciones
- Unidad III AnalogicaDocumento6 páginasUnidad III AnalogicaANTONIO CAMPOSAún no hay calificaciones
- Tabla de PresupuestoDocumento2 páginasTabla de PresupuestoANTONIO CAMPOSAún no hay calificaciones
- INVESTIGACIÓNDocumento31 páginasINVESTIGACIÓNANTONIO CAMPOSAún no hay calificaciones
- DERIVADOS HALOGENADOS - Practica9Documento2 páginasDERIVADOS HALOGENADOS - Practica9ANTONIO CAMPOSAún no hay calificaciones
- Practica 6 de BioquimicaDocumento3 páginasPractica 6 de BioquimicaANTONIO CAMPOSAún no hay calificaciones
- Esquema de ConexionDocumento1 páginaEsquema de ConexionANTONIO CAMPOSAún no hay calificaciones
- Dos Apagadores de Escalera Con ContactosDocumento1 páginaDos Apagadores de Escalera Con ContactosANTONIO CAMPOSAún no hay calificaciones
- AnalisiDocumento2 páginasAnalisiANTONIO CAMPOSAún no hay calificaciones
- Taller de InvestigacionDocumento12 páginasTaller de InvestigacionANTONIO CAMPOSAún no hay calificaciones
- Análisis de Las Teorías Sobre RemuneracionesDocumento1 páginaAnálisis de Las Teorías Sobre RemuneracionestotalwetAún no hay calificaciones
- El Entorno Global Es Un Conjunto de Fuerzas y Condiciones Del Mundo Que Están Más Allá de Los Límites de Una Organización y Afectan La Forma en Que Opera y Moldean Su ConductaDocumento10 páginasEl Entorno Global Es Un Conjunto de Fuerzas y Condiciones Del Mundo Que Están Más Allá de Los Límites de Una Organización y Afectan La Forma en Que Opera y Moldean Su ConductaAna Victoria Delgado TrujilloAún no hay calificaciones
- 1.2 El Procesador y Sus Registros InternosDocumento18 páginas1.2 El Procesador y Sus Registros InternosFrank Diaz100% (1)
- 5°.-Lenguaje.-Actividad-N°1-causa-consecuencia Jose Miguel Garcia Rojas 5ºD 2Documento5 páginas5°.-Lenguaje.-Actividad-N°1-causa-consecuencia Jose Miguel Garcia Rojas 5ºD 2isiAún no hay calificaciones
- 1-7 Pronostico de La DemandaDocumento8 páginas1-7 Pronostico de La DemandaUriel100% (2)
- Pruebas de WarteggDocumento20 páginasPruebas de WarteggAndreaAún no hay calificaciones
- PROYECTO 2018 NuevoDocumento56 páginasPROYECTO 2018 NuevoAngel Molina67% (3)
- RG 3726-15 Recursos de La Seguridad Social-Contribuciones Patronales - Agentes de PercepciónDocumento43 páginasRG 3726-15 Recursos de La Seguridad Social-Contribuciones Patronales - Agentes de PercepciónEstudio Alvarezg AsociadosAún no hay calificaciones
- Tchalai UngerDocumento9 páginasTchalai Ungerapi-19983619Aún no hay calificaciones
- TEXTOSDocumento3 páginasTEXTOSAlejandro LarreaAún no hay calificaciones
- Sesion Tengo Deberes y Derechos Dimensión PersonalDocumento3 páginasSesion Tengo Deberes y Derechos Dimensión PersonalJose Luis Quispe Fernandez100% (1)
- 2 Práctica de Lenguaje Con ClavesDocumento4 páginas2 Práctica de Lenguaje Con ClavesM i s s Mιdᥒιght;;Aún no hay calificaciones
- AVSAudio Recorder HelpDocumento11 páginasAVSAudio Recorder HelpYo El ÚnicoAún no hay calificaciones
- Fotográfo NereoDocumento2 páginasFotográfo NereoSebas CanossaAún no hay calificaciones
- Manual 3er Nivel Reiki Usui Maverick TorresDocumento46 páginasManual 3er Nivel Reiki Usui Maverick TorresMaverick Alberto Torres OrtegaAún no hay calificaciones
- Rubrica para de EvaluaciónDocumento7 páginasRubrica para de EvaluaciónHugo Calla SarasiAún no hay calificaciones
- El Presupuesto en El Marco de La Planeación Financ... - (PG 24 - 36)Documento13 páginasEl Presupuesto en El Marco de La Planeación Financ... - (PG 24 - 36)dorisroserobarriosAún no hay calificaciones
- Pensamiento Administrativo Público Esap - Unidad 3Documento9 páginasPensamiento Administrativo Público Esap - Unidad 3IvanAún no hay calificaciones
- Evaluacion de Sociales Primer Periodo2019Documento3 páginasEvaluacion de Sociales Primer Periodo2019Jesus CantilloAún no hay calificaciones
- PA Venezuela y Sus TradicionesDocumento9 páginasPA Venezuela y Sus TradicionesoscaryAún no hay calificaciones
- Vibra by Azt - Catálogo Oct19Documento7 páginasVibra by Azt - Catálogo Oct19Andrea ZTAún no hay calificaciones
- Al Final Del Tunel - Miguel Angel CasauDocumento109 páginasAl Final Del Tunel - Miguel Angel CasauJ.C. NarvaezAún no hay calificaciones
- Contratos Unilaterales y BilateralesDocumento13 páginasContratos Unilaterales y BilateralesDaniela ChávezAún no hay calificaciones
- Luna H Impacto Ambiental Obras t1Documento5 páginasLuna H Impacto Ambiental Obras t1Heini LunaAún no hay calificaciones
- Fiestas Patronales en LimaDocumento2 páginasFiestas Patronales en LimaLuis ValverdeAún no hay calificaciones
- Hoja de VidaDocumento5 páginasHoja de VidaJonathanAlexanderManceraTabaresAún no hay calificaciones
- Investigacion de Incidentes y Accidentes UltimoDocumento48 páginasInvestigacion de Incidentes y Accidentes Ultimocarmen yudith cahuapaza condoriAún no hay calificaciones
- Programa de Intervenciòn2Documento17 páginasPrograma de Intervenciòn2Ivan Tacza SantanaAún no hay calificaciones
- Escalas de Medida y EstadísticaDocumento5 páginasEscalas de Medida y EstadísticapercyjulianAún no hay calificaciones