También podría gustarte
- Tema para JovenesDocumento7 páginasTema para JovenesErik Boris Garcia Rodriguez100% (2)
- Oxidacion y Corrosion ReepracionDocumento8 páginasOxidacion y Corrosion ReepracionDavidDavidParedesVillafuerteAún no hay calificaciones
- Resumen Segundo Parcial Psicologia 2019Documento61 páginasResumen Segundo Parcial Psicologia 2019clary starAún no hay calificaciones
- NORMASDocumento26 páginasNORMASDavidDavidParedesVillafuerteAún no hay calificaciones
- Tipos de AcerosDocumento3 páginasTipos de AcerosDavidDavidParedesVillafuerteAún no hay calificaciones
- Leccion de Un Solo Punto HoyDocumento1 páginaLeccion de Un Solo Punto HoyDavidDavidParedesVillafuerteAún no hay calificaciones
- Practica 0001Documento5 páginasPractica 0001DavidDavidParedesVillafuerteAún no hay calificaciones
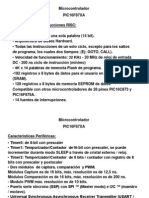
- 1 - 16F873-BDocumento48 páginas1 - 16F873-BJuan Martin Alderete GobbatoAún no hay calificaciones
- Laboratorio #01 Pruebas UnitariasDocumento15 páginasLaboratorio #01 Pruebas UnitariasManuel MurguíaAún no hay calificaciones
- Clase 4Documento5 páginasClase 4Michael MartinezAún no hay calificaciones
- Recuperacion - Tarea 2Documento10 páginasRecuperacion - Tarea 2Sammy GutiérrezAún no hay calificaciones
- Secuencia Didactica La CartaDocumento2 páginasSecuencia Didactica La CartaJuan RozalesAún no hay calificaciones
- TII-AE2-Práctica2-DSC-FEBJUL24-160 1Documento7 páginasTII-AE2-Práctica2-DSC-FEBJUL24-160 1Edwin GonzalezAún no hay calificaciones
- Practica ReposiciónDocumento6 páginasPractica ReposiciónGustavo SilvaAún no hay calificaciones
- Validez y ContundenciaDocumento11 páginasValidez y ContundenciaCamilo Pinza100% (1)
- Guia para Instalación de Oracle 10gDocumento33 páginasGuia para Instalación de Oracle 10gHerbe OsorioAún no hay calificaciones
- Matías Zavala CV 2022Documento4 páginasMatías Zavala CV 2022Matias zavalaAún no hay calificaciones
- Ii. IntroducciónDocumento2 páginasIi. IntroducciónLuis Adrian Bedolla AlvarezAún no hay calificaciones
- 1° Grade-Activity 4 Exp.4Documento5 páginas1° Grade-Activity 4 Exp.4kevin MolinaAún no hay calificaciones
- Antología Afroindoamericana PDFDocumento220 páginasAntología Afroindoamericana PDFyeisipleisiAún no hay calificaciones
- Shakespeare-Romeo y JulietaDocumento11 páginasShakespeare-Romeo y Julietawilber mendoza quispeAún no hay calificaciones
- LMSGI04Documento78 páginasLMSGI04iosAún no hay calificaciones
- LiturgiaDocumento5 páginasLiturgiaMaricarmen PaniaguaAún no hay calificaciones
- Apoyo de Documento Comprension Lectora Seminario de TransformacionDocumento109 páginasApoyo de Documento Comprension Lectora Seminario de TransformacionBárbara MolinaAún no hay calificaciones
- Arte ContemporaneoDocumento2 páginasArte Contemporaneoangie pereezAún no hay calificaciones
- Caso Práctico U3 SoluciónDocumento11 páginasCaso Práctico U3 SoluciónkarinaAún no hay calificaciones
- Mientras SavonarolaDocumento8 páginasMientras SavonarolaMoisés MayánAún no hay calificaciones
- Colegio Alianza Pedagógica Trabajo Plan Lector - Agosto Grado: Segundo Libro: Rosa, La Mula Caprichosa Nombre Del EstudianteDocumento5 páginasColegio Alianza Pedagógica Trabajo Plan Lector - Agosto Grado: Segundo Libro: Rosa, La Mula Caprichosa Nombre Del EstudianteedeilenrojasAún no hay calificaciones
- Ingles Fase 1Documento3 páginasIngles Fase 1Cristina AyalaAún no hay calificaciones
- Texto 2. Joyce-2013Documento6 páginasTexto 2. Joyce-2013lizzy_palenciaAún no hay calificaciones
- Guía 2 - Funciones ConvexasDocumento24 páginasGuía 2 - Funciones ConvexasBastián BinderAún no hay calificaciones
- Johannes Climacus, o de Todo Hay Que DudarDocumento106 páginasJohannes Climacus, o de Todo Hay Que DudarDarkSnow447Aún no hay calificaciones
- Técnicas Constructivistas Dentro Del Aula PDFDocumento58 páginasTécnicas Constructivistas Dentro Del Aula PDFJesus Antonio Hernandez CastroAún no hay calificaciones
- Glosario Tecnico para Estudiantes de Diseño GráficoDocumento3 páginasGlosario Tecnico para Estudiantes de Diseño GráficokarimeAún no hay calificaciones
- Taller Semana 1Documento9 páginasTaller Semana 1Luis HinestrozaAún no hay calificaciones