2.48 HANDBOOK OF SULPHUR ACID MANUFACTURING
Venturi Scrubbers
Venturi scrubbers are the most efficient fine particle collection devices to be classed as wet serubbers. They
rely on the high kinetic energy generated by accelerating the ges through a restriction to ive good inertial collection
onto droplets distrbuted in the gas stream, This acceleration is achieved atthe expense of the gas side pressure deop
and power consumption, A venturi is used for this purpose since this purpose since this gives the maximum gas
velocity for a given pressure drop and hence the maximum :heoretial collection efficiency.
Liquid is inroduced ar ether the inlet ofthe venturi or at the venturi throat. In both cases, the liquid velocity is
low in comparison to the gas velocity. The high relative velecty between gas and liquid ensures good particle
collection efficiencies even down to the submicron range. As the droplets accelerate and attain the velocity of the
12s, the collection efficiency decreases cue to the reduction in inertia impactions between the droplet and the
particles to be collected, As the gas exits the venturi throat it decelerates but te high inertia liquid droplets mainiain
their velocity. Further inertial collection then occurs beyond the venturi throzt. The venturi is generally followed
by an entrainment separator which removes the impurity laden droplets from the gas stream,
The collection mechanism in a venturi is predominantly inertial impaction. Far submicvon particles, Brownian
motion and possible elecrosiati forces coutibute wo the overall collection mechani.
The simplest venturi i the fixed throat venturi. For this type of venturi the gas cleaning efficiency will remain
constant as long as the ges flow is constant. When the gas flow vaties and a constant gas cleaning efficiency is
desired, a variable throat venturi should be consideced
‘Venturi Pressure Drop
In general, the pressure drop across a venturi consists of two parts: a dry or frictional loss and a wet portion.
The dry portions are those losses that occur when no liguid is preseat, The wet pressure losses are associated with
the formation of droplets and their acceleration. Five separate components can be identified describing the total
pressure drop across a venta
Frictional pressure drop of the gas
Acceleration pressure drop of the gas
Acceleration pressure drop of the droplets
‘Acceleration pressure drop of the liquid film flowing on the walls
Static pressure drop due to the difference in height between the scrubber inlet and outlet
Frictional Pressure Drop of the Gas
Frictional pressure drop is the loss due to the shear siress geting on the gat at the wall. By analog with pipe
flow, itis proportional to the surface roughness and the square of the ges velocity.
Acceleration Pressure Drop of the Gas
Acceleration pressure drop of the gas results fiom the change in kinetic energy of the gas as it is accelerated in
the converging section of the venturi. The losses occur principally in the diverging section as a result of flow
separation. This loss can be minimized by using shallow diffuser angles. Traditionally, an angle of less than 15° has
been used in venturi designs.
Acceleration Pressure Drop of the Droplets
Acceleration pressure drop of the droplets is a function of the venturi geometry, the means of liguid
introduction, throat velocity and liquid to gas ratio. The relative velocity between the gas and the liquid causes a
drag force which shatters and accelerates the liquid droplets. If the liquid droplets are sill and the throat is long,
the érople's may obtain the same velocity as the gas. When the gas exits the throat it begins to decelerate, At some
point the gas velocity drops below the liquid drople: velocity resulting is a drag force but this time in the opposite
direction. ‘The liquid cropiets will transfer energy back to the gas resulting in some pressure recovery.
GASCLEANNG = 219
Acceleration Pressure Drop of the Film
‘Some acceleration occurs in the coaverging section of the venturi but the bulk of the pressure Toss occurs at the
start of the throat. At the point where the liquid film is stomiized into droplets the film component of the pressure
drop decreases and the pressure loss is taken up by the acceleration of the droplets.
Gravitational Pressure Drop
‘This isthe pressure rise resulting from the change in elevation of the gas and liquid
‘The pressure drop may vary within a wide range depending on the application and cleaning efficiency required.
Venturis can be classified into three (3) groups deperding on the pressure drop across the unit. Low pressure drop
venturis have a pressure drop less than 254 mm WC (10 in, WC). Medium pressure drop venturis have pressures
drops between 254 mm WC (10 in. WC) and S08 mm WC (20 in. WC). Venturis having pressure drops higher than
508 mm WC (20 in. WO) are classified as high pressure drop venturs
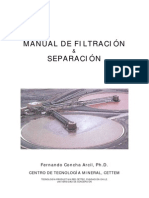
PRESSURE OROP
FROM INLET
THROAT
‘oUTLET
ENERGY CONSUMED
PERMANENT PRESSURE LOSS
Figure 2-7 — Venturi Scrubber Pressure Profile
Throat velocities as high as 152 mvs (500 fUls) have been used in some designs. ‘The design throat velocity is
dircetly related to the throat pressure érop. One parameter cannot be specified without affecting the other.
Liguid to gas ratios (LiG) vary from 0.67 to 1.4 m’/1000 m’ (5 to 10.5 USgal/1000 ACF). ‘The optimum LiG
ratio is approximately 1.0 m’/1000 m’ (7.8 USgal/1000 ACF), Gas abserption efficiencies ean be improved by
increasing the L/G ratio to 5.0 m1000 m° (37.5 USgal/]000 ACF), Typically, higher LIG ratios are not used
‘because the venturi is primarily a gas cleaning device rather than an absorber.
‘Variable Threat Venturi
On certain applications the gas flow through the venturi can vary considerably. When this occurs the cleaning
efficiency will vary with the pressure drop through the unit. To maintain a constant cleaning efficiency under
varying gas flow, a variable threat venturi is used.
2:20 HANDBOOK OF SULPHURIC ACID NANUFACTURING
‘Venturis with a rectangular cross section usually have hinged walls or flappers that are adjusted to change the
throat area, A series of gears and/or levers and an actuator located outside the venturi move and control the position
ofthe hinged flapper (Figure 2-8).
When the venturi has a circular cross section, adjustment of the throat area can be achieved by having a fixed
throat with an annular plug or disc located in the middle that can be adjusted up and down to vary the size of the
throat (Figure 2-9).
PAL |
Figure 2-8 — Venturi Scrubber with Adjustable Throat
GASCLEANING 221
t
casner
quo meets ’
ane grTUL —
SCRUBBER
Sl
of SSS
‘Venturi Serubber with Adjustable Throat
Radial Flow Serubher
A slight variation of the traditional veatur isthe Radial Flow Scrubber (RES) design offered by Lurgi Bischof?
GmbH Figure 2-10). The gas enters te throat area through a converging section similar to traditional venturi. A
moveable disc blocks the ges flow and forces the gas to flow radially outwards to the inside wall of vessel. The
‘operating principle ofthe RES is similar to @ venturi where the annular space isthe equivalent to the venturi throat
‘The design is flexible enough to accommodate several scrubbing stages in a single vessel. The RFS ean be preceded
bya fixed throat venturi and followed by a packed column scrubber.
The radial flow scrubbers were used fist n the steel industry forthe treatment of off-gases from blast furnaces
with pressured hoods. Later they were used for treating off gases fiom chemical waste and municipal incineration
plants, The frst application in the metallurgical industry was i the aluminum industry removing dust and HF.
Figure 2-11 shows the operating range of the radial low scrubber compared t a fixed throst venturi srubber
A 10:1 tumdown of the gas capacity can be achieved with the radial flow scrubber while maintaining collection
0f50 10 100%,
cfliciencies in the ran
HANDBOOK OF SULPHURIC ACIO MANUFACTURING
sOUSTIBLE THROAT
recess tune
Figure 2-10 Racal Flow Senbber
109
Py TERE
_
=
zo peor
&
Eo
2 40 re
Y 30
8
© 20
3
°
om mo 0 m7 wo) 100
GAS VOLUME (9)
Figure 2-11 - Operating Range of Radial Flow Serubber
GASCIEANNG 223
‘Table 2-6 ~ Radial flow Scrubber Performance
Application Gas Flow Gas Temp. ap Leading (mg/Nm) Removal Eft.
pA ec) wae Inlet Outlet eo)
Copper Converter Dust 4x 124,000 60 35 4600 900 200)
Copper Converter ‘Arsenic 100000 70 0 3,000 o 80
Copper Converter Dist 50,000 320 10 14,000 140 0
Copper Convener Dust 50,200 350 0 7,000 140 80
‘Copper Convener Dust 105,000 600 5,000 350 95.0)
Copper Converter and Flash Furnave Arsenic | 186000 | [500 215 95.0
Copper Converter and Flash Furnave Dist 150000 30 000 200 800)
Copper Converter and Flash Fumace Dust 115,000 330 30 1000) 200 80.0
(Copper Smelter and Pash Furnace Dust 37,300 330 30 1000) 200 800
‘Copper Sinelter Dist 2x 200,000 250 0 4900 40 BO
‘Copper Smelter (Teniente) Dust 70,000 320 bo 200 2 90
Copper Smelter and Teniemte Reactor | Arsenic | 2x 100,000 350 65 1300 8 BS
‘Smeling Reactor (Cu) Dist 97.400 0 Mo 6500 6 90
Flash Furnace Dist 70,000 o 0 1500 450. 70
Copper Lend Ismet ‘Arsenic 93,000 %0 80 2,000 100 95.0
Comper Isasmelt ‘Arsene 140,000 e 80 70 7” 99.0
Reverb with O; Enrichment “Arsenic 95,000 o 110 7.900 40 95
EMIT Reactor and Flash Furnaee Arsenic | 2x93,000 o 80 5,500 290 AT
x24 Sinering Machine Dist 115,000 0 33 30,000 1,000 96.7
Moyen Rowser Dust 34,000 38 50 180 B 970)
Gold Pyrite Roaster Dost 29,300 700 ho 120,000 300 99.75
Converterand Furnace (P) Dost 40,000 400 0 9,000) 7” 98.0
2:28 HANDBOOK OF SULPHURIG AGIO MANUFACTURING
Corrosion and Wear in Venturis
The circulating liquid ina venturi will be a weak sulphuris acid solution containing conzaminants removed from
the gas. These contaminants may include heavy metas, dust, chlorides, fluorides. mercury compounds. ete. ‘The
materials selected for the venturi must be resistant to these contaminsn's from 8 corrosion and erosion point of view.
The pars of venturi that are particularly vulnerable to corrosion and erosion are the venturi inet, throat, parts
ownstzeam ofthe throat and the outlet elbow.
Venturi Inlet
Corrosion/erosion upstream of the throat ean be prevented by injecting liquid at the inlet to provide a liquid film
‘on the surface. This can be effectively done by injecting the liquid tangentially at the top of the scrubber. The
liquid feed nozzles may be shielded to prevent direct contact with the gas.
‘Venturi Throat
The high gas velocity does not permit a stable liquid film to be formed on the vessel wall so there is litle
protection for corrosion and erosion. FRP has very good abrasion resistance and in all but extreme cases, a liner
made from material resistant to corrosion and erosion can be installed in the chroat ates
Downstream of Throat
As with the throat itself, a special liner can be installed in these areas to prevent corrosion and erosion of the
vessel interior in the most extreme cases.
Venturi Outlet Elbow
The outlet elbow is prone to erosion due to the high velocity gas and liquid impinging on the outside radius of
the elbow. A specialty liner can be used in this area to minimize erosion in the most extreme cases. Altematively.
the elbow can be constructed in a ‘ee’ arrangement. The bottom of the ‘tee’ would contain a pocket of liquid that
would protect the bottom ofthe vessel
Materials of Construction
Tae vessel shell must be designed to withstand the operating conditions from a mechanical and
corrosion/erosion point of view. Mechanically, the vessel must be designed for the maximum/minimum operating
temperature and pressure. The shell must also withstand corrosive and erosive attack from the gas and circulating
liquid.
Materials can vary considerably
been used:
depending on the application and cast factors. The following materials have
Fibreglass reinforced plastic (FRP)
Dual laminate
Rubber-lined carbon steel
‘Acid resistant brick lined carbon steel
‘Stainless steels
FRP and dual laminete construction will be acceptable only where the gas has been previously cooled and
quenched in an upstream quench vessel. The maximum operating temperature is generally approximately 90°C. If
these temperatures are exceeded regularly during normal operation then an alternate material must be used. “The
choice of resin used in the corrosion layer of the shell depends mainly on the corrosionierosion resistance and fire
reiardancy requirements,
CASCLEAUING — 225
FRP is resistant to most of the components in the gas and liquid. However, ifthe ges and weak avid contain
fluorides (ie. HF) 2n additional corresion lining must be specified. Fluorides will atack the glass fibre in the FRP
resulting in possible leaks and ¢ weakening of the vessel sructure. A synthetic veil, such as NEXUS, must be
specified when fluorides are present. The NEXUS veil is a polycarbonate fabric that is applied as the first layer in
the stell structure and is resistant to aiteck by fluorides.
Carbon steel shells are relatively inexpensive providing the necessary mechanical strength for the vessel,
however, they provide virtvally no corrosion resistance, A rubber or acid resistant brick lining is required to protect
the shell” Rubber offers the advantage of some degree of erosion resistance.
Selection of an alloy metal must be done with care to ensure that it will be comrasion resistant under all current
‘and fture operating conditions.
The throat of the venturi is the principal area where erosion damage tothe shell should be considered. This will
be a concem when the gas and liquid contain high solids concentrations or solids that are very abrasive. FRP itself
has a high resistance to abrasion and in all but extreme cases no liner is required. To protect the venturi throa, the
converging, throat and diverging section in extreme cases, the venturi may be lined with a thermoplastic such as
PVDF which hes superior erosion resistant than the FRP shel
Internals
Ina fixed throat venturi there are generally no internals. However, in a variable throat venturi the mechanisms
for varying the throat of the venturi will be exposed to the gas and the liquid. Ideally the internals should be made
‘fom the same materials as the vessel shell.
‘The mechanical design of ihe internals may require a metal to be used for this service. The material to be used
Will be dependent on the operating tempersture and pressure and the gas and liquid compositions. Alloy C-276 and
alloy 50 Mo are just some of the materials that have been used for venturi internals,
Thermoplastic such as polypropylene, PVC, and PVDE can be specified for spray nozzles and other internals
HANDBOOK OF SULPHUR
ACO MANUFACTURING
References
“Scrubbers in the Chemical and Metallurgical Industries”, Lurgi Bischoff GmbH] brochure.
‘Wanner, D,, “Radial Flow Scrubbers and Wet Ges Precipitators in PVC”, pp. 134-141
“Reference List, Radial Flow Scrubbers in Metallurgical Industry”, Lurai Bischoff GmbH,
CAS CLEANING 227
Gas Cooling
Cooling of the process gas is required to remove excess water vepour from the gas so that sulphuric acid of the
desired concentration can be produced. This is commonly referred to as the plant water balance. Cooling of the gas
ccan be done either by direct contact or indirect cooling ofthe gas.
Direct cooling of the gas involves contacting the gas directly with the cooling medium. This is generally done
in a packed or tray tower with weak acid as the cooling medium.
Indirect gas cooling is generally done in some type of heat exchanger, the most common being vertical shell and
tube condensers cooled by cooling water.
Direct Contact Coolers
There are basically two types of direct contact coolers in use for cooling process gas; packed towers and tray
towers. This type of cooling equipment provides not only gas cooling but some degree of gas clecning as well.
Generally, smaller temperature approaches can be achieved with a direct contact cooler than with an indirect gas
cooler.
Packed Towers
A column packed with random or structured packing cen be used as a direct contact cooler. ‘The gas cooling
tower is a vertical eylindricel tower in which gas flows up through the packing against « counter-current flow of
‘weak acid. The weak acid enters the top of the tower and is distributed by spray nozzles or distributor (i.e. trough
type) across the top of the packing. ‘The weak acid flows downward through the packing ard collects either in the
Dottom of the tower or in an extemal pump tank. Pumps cifculate the weak acid through weak acid coolers,
typically plate and frame type, and back to the top of the tower. Since water condenses from the gas into the weak
acid, the volume of the weak acid increases. Level in the reservoir is maintained by transferring weak acid out of
‘the system to the upstream system,
Ges is cooled by direct contact with the re-circulated weak acid. Since the gas enters the gas cooling tower
saturated, water is condensed from the gas as it cools. ‘The cooling tower performs both sensible cooling of the gas
(Ge. heat transfer) as well as mass transfer (12. condensation of water). The design of a gas cooling tower must take
into account both the temperature difference between the weak acid and the gas which is the driving force available
for heat transfer as well as the difference in partial pressure of water vapour which is the driving force for mass
transfer. The packing in the tower provides the contact surface area for mass and heat transfer. “Typical packing
heights range from 3 66 to 5.49 m (12 to LS ®) depending on packing type and gas cooling requirements.
Gas cooling towers can achieve a minimum approach of 1.7°C (3°F) approach between the outlet ges and inlet
weak acid temperature, Approaches less than 1.7°C are generally not used since they will result in excessively high
packing depths. The temperature approach to be used for design will also depend on the evailable cooling water
temperature which will determine the size of the weak acid cooler. The gas to Weak acid temperature must be set to
give a suiteble LMTD for the dosign of the weak acid cocler.
Fibreglass reinforced plastic (FRP) and thermoplastics are the usual materials of constructioa for a gas cooling
system. The gas cooling tower will be FRP construction with a suitable corrosion layer. When fluorides are
present, 2 protective synthetic liner must be incorporated in the corrosion layer. Since operating temperatures are
relatively low, polypropylene can be used for the packing material, Piping can be FRP with the appropriate
comrosion layer or of dual laminate construction.
228 HANDBOOK OF SULPHURIC ACE MANUFACTURING:
a
aU NLET pee
ES | ucun osreeure
RAARMN
PADKN
PACKING SLPPORT
= A
=
ouner
Figure 2-12 Gas Cooling Tower
Packing
Wide ranges of packing types have been used in gas cooling towers. The basic packin
“Intalox’ saddle which offers gcod mess and heat transfer performance (Figure 2-13).
type is the plastic
Figure 2-13 — Plastic Saddle
One disadvantage that saddles have is the tendency of individual pieces to nestle into each other resulting in
settling of the packing layer. The packing surfaces of a saddle can be orientated both horizontally and vertically
(On the horizontal surfaces, there may be a tendency for solids to accumulate leading to higher gas pressure drops
and a reduetion in mass and heat transfer.
GAS CLEANING 229
Other packing types such es “Tripaks” are in the shape of a ball and are made up of ribs rather than fat surfaces
(Figure 2-14). The tendency for she packing to plug with solids is less due to the absence of flat surfaces. This type
of packing may also experience less settling than saddle packing since there is less tendeacy for individual pieces to
nestle together.
‘Tray Towers
This type of serubber/eooler is sometimes referred to as a Peabody Scrubber, named after the company that first
designed them. A tray tower consiss of @ number of trays or stages in which the gas flows upwards through a
perforated plate with the liguid flowing horizontally across the plate. There is turbulent mixing ofthe gas an¢ liquid
at each hole in the ray which cools the gas and condenses water from the gas
Liquid is introduced to the top tray by a pipe distributor or overflow weit. The liquid flows across the tray to
the downcomer which brings the liguid down to the next stage (Figure 2-15). A weir provides 0 liquid seal to
prevent gas from bypassing the tray and flowing up the downcomer. Small towers will be designed with a single
seotion of tay foreach stage. In lerger towers, the liquid may be introduced in the middle ofthe tray andthe liquid
fons out across the tray in opposite directions to separate downcomers located at opposite ends of the trey. Further
partitioning of the tray can be done with the use of multiple feed pipes
Figure 2-15 ~ Tray Scrubber Operation
‘Tray towers are ideal for plants that operate within 2 narrow range of gas flows. Ifthe gas flow is reduced too
much, there is insufficient pressure drop across the holes such that the gas is no longer
También podría gustarte
- Tercera Evaluacion Continua 2015Documento3 páginasTercera Evaluacion Continua 2015Pablo GálvezAún no hay calificaciones
- Manual para Empresas BDocumento4 páginasManual para Empresas BPablo GálvezAún no hay calificaciones
- Tutorial MedusaDocumento20 páginasTutorial MedusaPablo Gálvez100% (1)
- Modelo de CartaDocumento1 páginaModelo de CartaPablo GálvezAún no hay calificaciones
- SicrometricosDocumento12 páginasSicrometricosRobertFreireAún no hay calificaciones
- Guia1 PDFDocumento2 páginasGuia1 PDFPablo GálvezAún no hay calificaciones
- Ayudantia Progra 3 PDFDocumento34 páginasAyudantia Progra 3 PDFPablo GálvezAún no hay calificaciones
- Ejercicio 1 CorregidoDocumento1 páginaEjercicio 1 CorregidoPablo GálvezAún no hay calificaciones
- Examen 2009 PDFDocumento4 páginasExamen 2009 PDFPablo GálvezAún no hay calificaciones
- Ayudantia Progra1 PDFDocumento17 páginasAyudantia Progra1 PDFPablo GálvezAún no hay calificaciones
- 1era Prueba 2010 PDFDocumento4 páginas1era Prueba 2010 PDFPablo GálvezAún no hay calificaciones
- Diagrama de Pourbaix (PH Vs E) 16694Documento24 páginasDiagrama de Pourbaix (PH Vs E) 16694Ale FbnAún no hay calificaciones
- Segunda Prueba EIQ 447Documento4 páginasSegunda Prueba EIQ 447Pablo GálvezAún no hay calificaciones
- Fogler Elementos de Ingenieria de Las Reacciones QuimicasDocumento1004 páginasFogler Elementos de Ingenieria de Las Reacciones QuimicasSebastian MonaresAún no hay calificaciones
- Yacimientos PDFDocumento25 páginasYacimientos PDFPablo GálvezAún no hay calificaciones
- Tecnicas de Caracterizacion Mineralógica PDFDocumento32 páginasTecnicas de Caracterizacion Mineralógica PDFPablo GálvezAún no hay calificaciones
- Guia 1Documento2 páginasGuia 1Pablo GálvezAún no hay calificaciones
- 1062 1079 1 PB PDFDocumento5 páginas1062 1079 1 PB PDFJose Condori MendozaAún no hay calificaciones
- Procesamiento de Minerales - Mineralurgia II PDFDocumento255 páginasProcesamiento de Minerales - Mineralurgia II PDFPablo Gálvez100% (3)
- Fundiciones Chilenas 2005Documento27 páginasFundiciones Chilenas 2005Karen Carmona MicheaAún no hay calificaciones
- Clase 1 de ConmnucionDocumento3 páginasClase 1 de ConmnucionPablo GálvezAún no hay calificaciones
- Manual de FiltracionDocumento438 páginasManual de FiltracionsnazsnazAún no hay calificaciones
- MI4100 04 Fusi N Tecnolog ADocumento19 páginasMI4100 04 Fusi N Tecnolog AClaudio Francisco CollinsAún no hay calificaciones
- Construcción Diagramas de PourbaixDocumento11 páginasConstrucción Diagramas de PourbaixUrey QuispeAún no hay calificaciones
- Bombas 2Documento30 páginasBombas 2Pablo GálvezAún no hay calificaciones
- Yacimientos ÍgneosDocumento4 páginasYacimientos ÍgneosPablo GálvezAún no hay calificaciones
- Los ReceptoresDocumento16 páginasLos ReceptoresPablo GálvezAún no hay calificaciones