También podría gustarte
- Catalogo - (Oficio) Computadores 07 - Sept PDFDocumento1 páginaCatalogo - (Oficio) Computadores 07 - Sept PDFAdro BlancoAún no hay calificaciones
- Modelos de ContrucciónDocumento7 páginasModelos de ContrucciónAdro BlancoAún no hay calificaciones
- Catalogo - (Oficio) Computadores 07 - Sept PDFDocumento1 páginaCatalogo - (Oficio) Computadores 07 - Sept PDFAdro BlancoAún no hay calificaciones
- Hilti AnclajesDocumento8 páginasHilti AnclajesVictor Fernando Olate SantibañezAún no hay calificaciones
- Co-Ht - Sikadur Anchor Fix 4 PDFDocumento5 páginasCo-Ht - Sikadur Anchor Fix 4 PDFmiblahemaAún no hay calificaciones
- Formato Entra y Salida de MaterialesDocumento2 páginasFormato Entra y Salida de MaterialesAdro BlancoAún no hay calificaciones
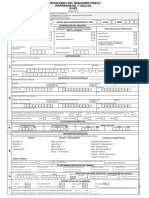
- Formulario RueDocumento7 páginasFormulario RueArticulación Juan Acosta Cedid CBAún no hay calificaciones
- Procesos SoldaduraDocumento6 páginasProcesos SoldaduraFrank BullockAún no hay calificaciones
- Mantenimiento Equipos TrismestralDocumento15 páginasMantenimiento Equipos TrismestralAdro BlancoAún no hay calificaciones
- Código ASME B31 para diseño de tuberías a presiónDocumento74 páginasCódigo ASME B31 para diseño de tuberías a presiónAdro Blanco50% (2)
- Guia LincolnDocumento1 páginaGuia LincolnAdro BlancoAún no hay calificaciones
- Código ASME B31 para diseño de tuberías a presiónDocumento74 páginasCódigo ASME B31 para diseño de tuberías a presiónAdro Blanco50% (2)
- Expo EnsayosDocumento9 páginasExpo EnsayosAdro BlancoAún no hay calificaciones
- Partes de Torno y NCNDocumento9 páginasPartes de Torno y NCNEnrique Gonzalez HerreraAún no hay calificaciones
- Fresadoras en Frio DynapacDocumento12 páginasFresadoras en Frio DynapacRobinson GuanemeAún no hay calificaciones
- Tema #5 Cantidad de CalorDocumento17 páginasTema #5 Cantidad de CalorRichard R. GómezAún no hay calificaciones
- ProjectChart_PMBIOING_v22Aug12_final (1)Documento4 páginasProjectChart_PMBIOING_v22Aug12_final (1)ml2024016776Aún no hay calificaciones
- Historia Del VehiculoDocumento3 páginasHistoria Del VehiculocarlosAún no hay calificaciones
- Unidad 4 ExamenDocumento3 páginasUnidad 4 ExamenCristian Cortez NavarreteAún no hay calificaciones
- Agua PotableDocumento3 páginasAgua PotableferniAún no hay calificaciones
- Graben de EspinoDocumento18 páginasGraben de EspinoNoelAún no hay calificaciones
- Vitruvio y los 10 libros de arquitecturaDocumento22 páginasVitruvio y los 10 libros de arquitecturaMaiteCeballos100% (4)
- Práctica Granulometría de Los Agregados 2020Documento24 páginasPráctica Granulometría de Los Agregados 2020Kevin FrancoAún no hay calificaciones
- Plano de Instalaciones ElectricasDocumento1 páginaPlano de Instalaciones ElectricasAdan LopezAún no hay calificaciones
- MecII Guia01Documento5 páginasMecII Guia01Cristobal Eduardo Robledo MedallaAún no hay calificaciones
- Informe 1 de MicrobiologiaDocumento7 páginasInforme 1 de MicrobiologiaSebastian CandoAún no hay calificaciones
- Section 3 Cableado Elctrico y ConexionesDocumento116 páginasSection 3 Cableado Elctrico y ConexionesNany Geraldiino E100% (5)
- Anexo Procedimiento Nro 3Documento3 páginasAnexo Procedimiento Nro 3santiago barrionuevoAún no hay calificaciones
- El Código ASCII CompletoDocumento4 páginasEl Código ASCII Completojaad61Aún no hay calificaciones
- Módulos prefabricados y casetasDocumento4 páginasMódulos prefabricados y casetasconsultor9010Aún no hay calificaciones
- Examen Final Gestión de Proyectos 2Documento8 páginasExamen Final Gestión de Proyectos 2WILSON REINALDO VARGASAún no hay calificaciones
- Instructivo Sistema Siga para Docentes DeltaDocumento17 páginasInstructivo Sistema Siga para Docentes Deltasterlra0% (1)
- End - Length - OffsetDocumento2 páginasEnd - Length - OffsetElith Altagracia100% (3)
- 1 - Manual de Operacion y Mto - Waukesha-Vhp-Esm 60.en - Es PDFDocumento60 páginas1 - Manual de Operacion y Mto - Waukesha-Vhp-Esm 60.en - Es PDFGuillermoAlejandroCajal100% (2)
- Ejemplo Estado Del ArteDocumento2 páginasEjemplo Estado Del ArteNataliaNoriegaAún no hay calificaciones
- Informática Aplicada - Clasificacion de Suelos (SUCS Y AASHTO)Documento2 páginasInformática Aplicada - Clasificacion de Suelos (SUCS Y AASHTO)Luis Santos ZamboraAún no hay calificaciones
- Modos Ventilatorios No Convencionales FinalDocumento29 páginasModos Ventilatorios No Convencionales FinalYOshie Parras0% (1)
- Introduccion A La Mecanica de RocasDocumento23 páginasIntroduccion A La Mecanica de RocasCesar YarlequeAún no hay calificaciones
- Diagrama de Ishikawa y herramientas de calidadDocumento2 páginasDiagrama de Ishikawa y herramientas de calidadAle CorreaAún no hay calificaciones
- Malla Ingeniería Industrial PDFDocumento2 páginasMalla Ingeniería Industrial PDFJhonatan IzquierdoAún no hay calificaciones
- Aceros Aleados para HerramientasDocumento14 páginasAceros Aleados para HerramientasLisbethM100% (1)
- Creación de pista y veredas en CupicheDocumento15 páginasCreación de pista y veredas en CupicheRudy Alanya LeonAún no hay calificaciones