También podría gustarte
- Grúas Tipo Puente Principal PDFDocumento48 páginasGrúas Tipo Puente Principal PDFalexis olivos chavez100% (2)
- Gatos y TornosDocumento59 páginasGatos y Tornosmirko100% (1)
- Analisis de La Matriz de Balance Energentico en Los Ultimos 5 Años de Nicaragua - 366166220Documento1 páginaAnalisis de La Matriz de Balance Energentico en Los Ultimos 5 Años de Nicaragua - 366166220alexis olivos chavezAún no hay calificaciones
- Reporte BalanceDocumento42 páginasReporte Balancealexis olivos chavezAún no hay calificaciones
- Resumen Gruas Tipo PuenteDocumento5 páginasResumen Gruas Tipo PuentemirkoAún no hay calificaciones
- UNIT - 6 (Transferencia de Calor)Documento15 páginasUNIT - 6 (Transferencia de Calor)José Jesús QuiñonesAún no hay calificaciones
- EsfuerzosDocumento17 páginasEsfuerzosalexis olivos chavezAún no hay calificaciones
- Datos Del ConductorDocumento2 páginasDatos Del Conductoralexis olivos chavezAún no hay calificaciones
- Presupuesto de Sistema de BombeoDocumento4 páginasPresupuesto de Sistema de Bombeoalexis olivos chavezAún no hay calificaciones
- Unidad de MecanizadoDocumento2 páginasUnidad de MecanizadoJose.Aún no hay calificaciones
- Elementos LinealesDocumento5 páginasElementos Linealesalexis olivos chavezAún no hay calificaciones
- PreguntasDocumento8 páginasPreguntasalexis olivos chavezAún no hay calificaciones
- RelajacionDocumento1 páginaRelajacionalexis olivos chavezAún no hay calificaciones
- Calculos y ResultadosDocumento5 páginasCalculos y Resultadosalexis olivos chavezAún no hay calificaciones
- Ejemplos de Verboide 2Documento3 páginasEjemplos de Verboide 2alexis olivos chavez50% (2)
- Ejemplos de Verboide 2Documento3 páginasEjemplos de Verboide 2alexis olivos chavez50% (2)
- VerboideDocumento2 páginasVerboidealexis olivos chavezAún no hay calificaciones
- Laboratorio de Circuitos Eléctricos IDocumento2 páginasLaboratorio de Circuitos Eléctricos Ialexis olivos chavezAún no hay calificaciones
- Laboratorio de Circuitos Eléctricos IDocumento2 páginasLaboratorio de Circuitos Eléctricos Ialexis olivos chavezAún no hay calificaciones
- CalculosDocumento9 páginasCalculosalexis olivos chavezAún no hay calificaciones
- Desarrollo de La EntrevistaDocumento4 páginasDesarrollo de La EntrevistaNoraluz Torres33% (3)
- Practica 12Documento6 páginasPractica 12checkmate77Aún no hay calificaciones
- Unc100 Integra SpanishDocumento1 páginaUnc100 Integra SpanishJosue LemusAún no hay calificaciones
- Manual Preguntas RespuestasDocumento3 páginasManual Preguntas RespuestasAngieAún no hay calificaciones
- AppleDocumento3 páginasAppleHanz Erwin Delao PomaAún no hay calificaciones
- Tecnologias de Plantas de Asfalto en CalienteDocumento27 páginasTecnologias de Plantas de Asfalto en CalienteJulio Zambrano NovoaAún no hay calificaciones
- PERNADODocumento13 páginasPERNADOJorge Mamani CruzAún no hay calificaciones
- 01 - Cajones de EstacionamientoDocumento600 páginas01 - Cajones de EstacionamientoJenni NarvaezAún no hay calificaciones
- Autorizacion Psicologia Daniela ValenciaDocumento1 páginaAutorizacion Psicologia Daniela ValenciaALEJANDRAAún no hay calificaciones
- Resonancia MagnéticaDocumento23 páginasResonancia MagnéticabatcommanderAún no hay calificaciones
- Práctica 9 - Corrección Del Factor de Potencia Rev2 PDFDocumento3 páginasPráctica 9 - Corrección Del Factor de Potencia Rev2 PDFAndrea Flores MaldonadoAún no hay calificaciones
- MSDSDocumento8 páginasMSDSGabby RuizAún no hay calificaciones
- Práctica 1 REDOX PDFDocumento3 páginasPráctica 1 REDOX PDFJAVIER GONZALEZAún no hay calificaciones
- Consumismo y GlobalizacionDocumento15 páginasConsumismo y GlobalizacionVaneux Andrade93% (15)
- Eda Traduc.Documento52 páginasEda Traduc.Eduardo GarciaAún no hay calificaciones
- CONEXIONES ATORNILLADAS ExposicionesDocumento5 páginasCONEXIONES ATORNILLADAS ExposicionesjromoAún no hay calificaciones
- 10.2.2.8 Packet Tracer - DNS and DHCP InstructionsDocumento3 páginas10.2.2.8 Packet Tracer - DNS and DHCP InstructionsJadeElizabethChavarriVillavicencio100% (1)
- Exploración de Diferentes Opciones de Switch LANDocumento2 páginasExploración de Diferentes Opciones de Switch LANEduardo S. PiñaAún no hay calificaciones
- Resumen Ejecutivo Memoria de Gestión Del CBP CRXV 2013-15Documento20 páginasResumen Ejecutivo Memoria de Gestión Del CBP CRXV 2013-15Herbert Larry Flores Reátegui100% (1)
- Dimensionamiento de Cable en Media Tensiòn PDFDocumento22 páginasDimensionamiento de Cable en Media Tensiòn PDFLeo Marin Goicochea100% (1)
- Tarea Semana1 Sistema de Gestión, Seguridad y Salud OcupacionalDocumento7 páginasTarea Semana1 Sistema de Gestión, Seguridad y Salud OcupacionalMiguel Sebastián Soto VeraAún no hay calificaciones
- POAI 2012 Germán Flores M.Documento5 páginasPOAI 2012 Germán Flores M.Ricardo Gantier FernandezAún no hay calificaciones
- Valvula Cimberio BolaDocumento2 páginasValvula Cimberio BolaJuan Carlos Muñante De La CruzAún no hay calificaciones
- Costos Unitarios CercoDocumento10 páginasCostos Unitarios CercoJorge CardenasAún no hay calificaciones
- Guía de Programacion OS7000 Nivel 1Documento72 páginasGuía de Programacion OS7000 Nivel 1Dark_kratos75% (4)
- OMM - 2220 - A771-RA - Spanish OHFDocumento55 páginasOMM - 2220 - A771-RA - Spanish OHFKevin Leon Izaguirre100% (1)
- Actores de ElearningDocumento16 páginasActores de ElearningNicolas Ramirez100% (2)
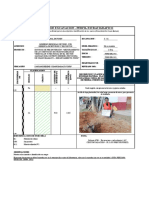
- Perfil EstratigraficoDocumento20 páginasPerfil EstratigraficoHuber MartinezAún no hay calificaciones
- La Ciudad Del Libre Mercado Marco ValenciaDocumento25 páginasLa Ciudad Del Libre Mercado Marco ValenciaMMAún no hay calificaciones
- Taller de Prog. Internet Servidor - Intro ASPDocumento16 páginasTaller de Prog. Internet Servidor - Intro ASPAngelita Beatriz Celis AlcainoAún no hay calificaciones