También podría gustarte
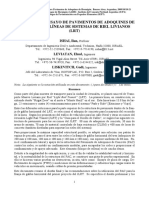
- Aplicacion y Ensayo de Pavimentos de Adoquines de Concreto en Lineas de Sistemas de Riel LivianoDocumento12 páginasAplicacion y Ensayo de Pavimentos de Adoquines de Concreto en Lineas de Sistemas de Riel LivianoFranco LopezAún no hay calificaciones
- Civ - T030 - 46646342 - T Ocmin Huarsocca Angie Paola PDFDocumento187 páginasCiv - T030 - 46646342 - T Ocmin Huarsocca Angie Paola PDFRem Ramos LibandroAún no hay calificaciones
- Petro LeoDocumento5 páginasPetro LeoFranco LopezAún no hay calificaciones
- 01 Mejora en La Dirección de ProyectoDocumento4 páginas01 Mejora en La Dirección de ProyectoFranco LopezAún no hay calificaciones
- Gestion de Inventarios - LogisticaDocumento3 páginasGestion de Inventarios - LogisticaFranco LopezAún no hay calificaciones
- Informe Numero 5Documento6 páginasInforme Numero 5Franco LopezAún no hay calificaciones
- 1a. Sesión - Marco ConceptualDocumento38 páginas1a. Sesión - Marco ConceptualFranco LopezAún no hay calificaciones
- 103 2017 Servir PeDocumento3 páginas103 2017 Servir PeLa LeyAún no hay calificaciones
- Solicitud certificado cumplimiento obligaciones laboralesDocumento2 páginasSolicitud certificado cumplimiento obligaciones laboralesMarianitaUrízarAún no hay calificaciones
- Tarea II de Administracion de Empresa I-Darielis MoralesDocumento19 páginasTarea II de Administracion de Empresa I-Darielis MoralesBryan Antonio MoralesAún no hay calificaciones
- Revisi Data RekomendasiDocumento24 páginasRevisi Data RekomendasiYunika SariAún no hay calificaciones
- Proceso Contable 2 PDFDocumento148 páginasProceso Contable 2 PDFLuis F. Lopez Nevarez67% (3)
- Tarea 2.1 Semana2 Satisfacción ConsumidorDocumento4 páginasTarea 2.1 Semana2 Satisfacción Consumidorbrenda floresAún no hay calificaciones
- M4 - Sistema Contable Financiero IIIDocumento27 páginasM4 - Sistema Contable Financiero IIICarmen pino100% (1)
- Analisis y DiseñoDocumento19 páginasAnalisis y DiseñoBryan Silvestre LayzaAún no hay calificaciones
- 21.02.11 - Contratos Con Efectos RealesDocumento5 páginas21.02.11 - Contratos Con Efectos Realesgabitamia0% (1)
- Caso Depreciacion-UDocumento4 páginasCaso Depreciacion-UJocelyn BarreraAún no hay calificaciones
- Puntos Críticos de ControlDocumento14 páginasPuntos Críticos de ControlgabmaloAún no hay calificaciones
- Evaluación de inhibidor y pasteurización de salmuera línea salchichasDocumento6 páginasEvaluación de inhibidor y pasteurización de salmuera línea salchichasDianaAún no hay calificaciones
- Formalización de Empresas Asociativas de Trabajo: Marjory Cardona HanrryrDocumento10 páginasFormalización de Empresas Asociativas de Trabajo: Marjory Cardona HanrryrDEYINETN HERNANDNEZAún no hay calificaciones
- FormasJurídicasEmpresasDocumento11 páginasFormasJurídicasEmpresasAbraham Ortega MorenoAún no hay calificaciones
- Calidad Total (Cgeu-239) - Trabajo Final Tipo 3Documento17 páginasCalidad Total (Cgeu-239) - Trabajo Final Tipo 3Kevin Andrés Linares QuispeAún no hay calificaciones
- El Concepto de Árbol de Toma de Decisión.Documento11 páginasEl Concepto de Árbol de Toma de Decisión.Gabriela Izeppi de GirónAún no hay calificaciones
- Tema Nro 8 Comercializacion de Minerales Parte 1Documento6 páginasTema Nro 8 Comercializacion de Minerales Parte 1Tola Casaca GiovanaAún no hay calificaciones
- Actividad 8Documento12 páginasActividad 8Kevin john Atahualpa AntúnezAún no hay calificaciones
- NeuromarketingDocumento6 páginasNeuromarketingLucero Narvaez SilvestreAún no hay calificaciones
- PDF 04 - Curso Key User Sap MM S4hana 1909Documento51 páginasPDF 04 - Curso Key User Sap MM S4hana 1909Tommy AlarcónAún no hay calificaciones
- Trabajo Alcatel en VensimDocumento29 páginasTrabajo Alcatel en VensimwalterAún no hay calificaciones
- Creacion de Una PolleriaDocumento22 páginasCreacion de Una PolleriaCarlos Duchitanga0% (1)
- Ecuacion ContableDocumento12 páginasEcuacion ContableAnonymous 9U2WNbWuqAún no hay calificaciones
- Primera Entrega Gestion de La InformacionDocumento11 páginasPrimera Entrega Gestion de La InformacionMarcelaJimenezAún no hay calificaciones
- Parte A Final Eco EmpresarialDocumento3 páginasParte A Final Eco EmpresarialSebastian AlfaroAún no hay calificaciones
- Manual de Visita MedicaDocumento74 páginasManual de Visita Medicadivfx25% (4)
- Gobierno y control de la gestión cementeraDocumento58 páginasGobierno y control de la gestión cementeraAnonymous duvAl5Aún no hay calificaciones
- Exercicis ResoltsDocumento88 páginasExercicis ResoltsFan TasmaAún no hay calificaciones
- Uni2 Act4 Dir Est Par1 DiaDocumento18 páginasUni2 Act4 Dir Est Par1 DiaNasly BaronAún no hay calificaciones
- 27001Documento46 páginas27001luiggiAún no hay calificaciones