También podría gustarte
- Como Soldar Planchas HardoxDocumento4 páginasComo Soldar Planchas HardoxRuben Dario Mamani ArellanoAún no hay calificaciones
- Homologación 3g SmawDocumento3 páginasHomologación 3g SmawpronexisAún no hay calificaciones
- Ficha TécnicaDocumento2 páginasFicha TécnicaLuis DavilaAún no hay calificaciones
- Du-01-Diagrama Unifilar GeneralDocumento1 páginaDu-01-Diagrama Unifilar Generaloscar trasladinoAún no hay calificaciones
- Diagrama Unifilar Proyecto Provisional18oct22Documento1 páginaDiagrama Unifilar Proyecto Provisional18oct22sae goAún no hay calificaciones
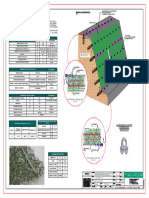
- Especificación - MACMAT HS Galmac 4R+PVC: Vista Superior - Corona de Talud ESC: 1/25Documento1 páginaEspecificación - MACMAT HS Galmac 4R+PVC: Vista Superior - Corona de Talud ESC: 1/25Diego Nieto AronésAún no hay calificaciones
- Tarifa Precios Prysmian 2021Documento115 páginasTarifa Precios Prysmian 2021franesx5800Aún no hay calificaciones
- WPQ - Fcaw-5g-Aws D1.3 W80Documento1 páginaWPQ - Fcaw-5g-Aws D1.3 W80JImmy David Espinoza MejiaAún no hay calificaciones
- 060 TS SSAB Plate Consumables For The Welding of Weldox and Hardox Steels ESDocumento7 páginas060 TS SSAB Plate Consumables For The Welding of Weldox and Hardox Steels ESAnonymous m43RBxOVZ2Aún no hay calificaciones
- Ba NN Ex: DescripciónDocumento2 páginasBa NN Ex: DescripciónAndre PalaciosAún no hay calificaciones
- ACSR AWG KcmilDocumento5 páginasACSR AWG KcmilDayana MedinaAún no hay calificaciones
- Cable de Aluminio Es PDFDocumento1 páginaCable de Aluminio Es PDFJFREY1504Aún no hay calificaciones
- COB-SE-STN-003-700-AC-DW-0003 - R0 Arquitectura CyPDocumento1 páginaCOB-SE-STN-003-700-AC-DW-0003 - R0 Arquitectura CyPGreddy FerrerAún no hay calificaciones
- Catalogo AndersonDocumento9 páginasCatalogo Andersonhermafrodita0935Aún no hay calificaciones
- Habilitacion de 20 Pozos 2022Documento1 páginaHabilitacion de 20 Pozos 2022Joel Ernesto González RamìrezAún no hay calificaciones
- Aws A5.18Documento2 páginasAws A5.18Adrlo Cebreat13% (8)
- Catalogo-Equipamentos ESABDocumento64 páginasCatalogo-Equipamentos ESABKleber CholangoAún no hay calificaciones
- Medida BTDocumento2 páginasMedida BTAlexander Arcila AlvaranAún no hay calificaciones
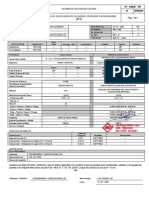
- Registro de Calificacion de Desempeño de Soldadura (WPQR) : (De Acuerdo A AWS D1.1:2020)Documento2 páginasRegistro de Calificacion de Desempeño de Soldadura (WPQR) : (De Acuerdo A AWS D1.1:2020)Elvin Dante Vera VillanesAún no hay calificaciones
- Lubricación Capítulo IIIDocumento2 páginasLubricación Capítulo IIIJorge CamacaroAún no hay calificaciones
- Instalacion ElectricaDocumento1 páginaInstalacion ElectricaRicardo antonio Celos gonzalezAún no hay calificaciones
- Cb-Een Open Cb-Een Open: 31.5 Ka 1250 A 31.5 Ka 1250 ADocumento1 páginaCb-Een Open Cb-Een Open: 31.5 Ka 1250 A 31.5 Ka 1250 AKloseAún no hay calificaciones
- Fichas Técnicas-Fcaw Esab-Aba-Ago-12-2014 PDFDocumento17 páginasFichas Técnicas-Fcaw Esab-Aba-Ago-12-2014 PDFcaterineflorezAún no hay calificaciones
- Norma Aws 5Documento9 páginasNorma Aws 5Arwin Troconis100% (1)
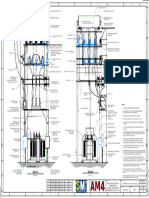
- Am4 Smi 01 El PL 01 2023 VC 1Documento1 páginaAm4 Smi 01 El PL 01 2023 VC 1julio bAún no hay calificaciones
- Alianza Conductor 2Documento1 páginaAlianza Conductor 2Juan Carlos penagos solisAún no hay calificaciones
- Electrodos Ratio Ficha de Datos Tecnicos Kse 316 InoxDocumento1 páginaElectrodos Ratio Ficha de Datos Tecnicos Kse 316 InoxIkermontanaAún no hay calificaciones
- Tubo DN 200 BBDocumento7 páginasTubo DN 200 BBjarryAún no hay calificaciones
- WPS Aws Di.i Acero Innoxidable Hid, Ca.9 - 12 - 08Documento2 páginasWPS Aws Di.i Acero Innoxidable Hid, Ca.9 - 12 - 08Alberto PitaAún no hay calificaciones
- AWS 5.1.en - EsDocumento55 páginasAWS 5.1.en - EsKAREN YAEL MIRANDA100% (2)
- Armor XDocumento28 páginasArmor XALFREDO BAUTISTAAún no hay calificaciones
- Cat LEF WEBDocumento108 páginasCat LEF WEBINSTRUMENTOS INDUSTRIALES DEL PACIFICOAún no hay calificaciones
- Detalles de Montajes y Típicos de Canalizaciones Plano Electrico RBDocumento1 páginaDetalles de Montajes y Típicos de Canalizaciones Plano Electrico RBMartin AdasmeAún no hay calificaciones
- HFV - Fcaw 3G - 2020Documento2 páginasHFV - Fcaw 3G - 2020Eric Cedano PazAún no hay calificaciones
- Manual Ats Sdg15000seDocumento12 páginasManual Ats Sdg15000seOscar Pardo PardoAún no hay calificaciones
- Sistema de Clasificacion de Electrodos AwsDocumento11 páginasSistema de Clasificacion de Electrodos AwsRoger QuispeAún no hay calificaciones
- Andeson ConectoresDocumento12 páginasAndeson ConectoresLEONEL FERNANDO NAVA ARGOTEAún no hay calificaciones
- Factores para El Diseño Por Torsión en Juntas de SoldaduraDocumento8 páginasFactores para El Diseño Por Torsión en Juntas de SoldaduraWill MartinezAún no hay calificaciones
- Metales de Aporte - ClasificaciónDocumento70 páginasMetales de Aporte - ClasificaciónJesus Gonzalez GarciaAún no hay calificaciones
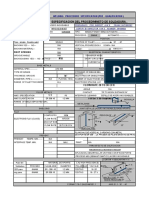
- WPS - Smaw-3gDocumento1 páginaWPS - Smaw-3gAlmagesto Quenaya100% (1)
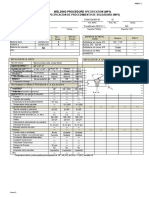
- Welding Procedure Specification Aws D1.1Documento1 páginaWelding Procedure Specification Aws D1.1Jorge Guerra LondonoAún no hay calificaciones
- D UnifilarDocumento1 páginaD UnifilarDavis CristalinasAún no hay calificaciones
- Unipolar Flexible IRAM NM 247 3Documento1 páginaUnipolar Flexible IRAM NM 247 3Marcos CastroAún no hay calificaciones
- Tabla de Propiedades Del AceroDocumento1 páginaTabla de Propiedades Del AceroJ Ferreyra Libano50% (2)
- ntm-02 Acometidas de Baja Tension NormativaDocumento2 páginasntm-02 Acometidas de Baja Tension NormativaBlas Femi SorAún no hay calificaciones
- Catálogo Radiador AKGDocumento6 páginasCatálogo Radiador AKGRodrigoAún no hay calificaciones
- 4 Soldadura Mig MagDocumento3 páginas4 Soldadura Mig MagFabian AyalaAún no hay calificaciones
- Chiriqui Verde Actualizacion Electrica H02Documento1 páginaChiriqui Verde Actualizacion Electrica H02Irving SaavedraAún no hay calificaciones
- Hoja Tecnica SawDocumento2 páginasHoja Tecnica SawJorge Arturo Rodriguez ChavezAún no hay calificaciones
- XHHW 2 600 V 500 Kcmil NexansDocumento3 páginasXHHW 2 600 V 500 Kcmil NexansAlexander FTAún no hay calificaciones
- Amortiguadores PDFDocumento5 páginasAmortiguadores PDFcrigrachaAún no hay calificaciones
- Clase 4 SoldaduraDocumento85 páginasClase 4 SoldaduraSantiago Velez Manrique100% (1)
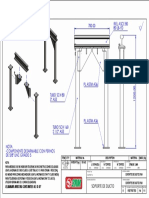
- Plano Informativo Soporte de Ducto R0Documento1 páginaPlano Informativo Soporte de Ducto R0Ingeniería 2RM S.A.C.Aún no hay calificaciones
- Soldadura - Seguridad IndustrialDocumento23 páginasSoldadura - Seguridad IndustrialDiegoAsquiAún no hay calificaciones
- Promocion MensualDocumento16 páginasPromocion Mensualcarlos vAún no hay calificaciones
- ACARDocumento3 páginasACARDalton FariaAún no hay calificaciones
- 9 Abril PLAN LECTOR TEO Y EL LOBITO 5 AñosDocumento3 páginas9 Abril PLAN LECTOR TEO Y EL LOBITO 5 AñosEmanuel Ovejita Arrese100% (1)
- 10 de Abril, Motricidad Fina 3 AñosDocumento2 páginas10 de Abril, Motricidad Fina 3 AñosEmanuel Ovejita ArreseAún no hay calificaciones
- Programa de Control de DistorsionDocumento634 páginasPrograma de Control de DistorsionEmanuel Ovejita ArreseAún no hay calificaciones
- 13 de Abril, COMUNICACIÓN 5 Años PDFDocumento3 páginas13 de Abril, COMUNICACIÓN 5 Años PDFEmanuel Ovejita ArreseAún no hay calificaciones
- MSDS Mobil Lux - EP 1Documento9 páginasMSDS Mobil Lux - EP 1Emanuel Ovejita ArreseAún no hay calificaciones
- WPS CPTCH-008-13C-SMAW - AWS D1.5 - 3F - A709 Gr50 - TDocumento1 páginaWPS CPTCH-008-13C-SMAW - AWS D1.5 - 3F - A709 Gr50 - TEmanuel Ovejita ArreseAún no hay calificaciones
- Informe de Reparacion de Caja Reductora Pesquera Diamante PDFDocumento32 páginasInforme de Reparacion de Caja Reductora Pesquera Diamante PDFEmanuel Ovejita ArreseAún no hay calificaciones
- Exsatub 711 SoldexaDocumento1 páginaExsatub 711 SoldexaEmanuel Ovejita ArreseAún no hay calificaciones
- Fotos Chevroletr ChevetteDocumento45 páginasFotos Chevroletr Chevettemiriam100% (1)
- Manual de Lab AntenasDocumento32 páginasManual de Lab Antenaszas84Aún no hay calificaciones
- Mejoramiento en La Industria de La ConstruccionDocumento12 páginasMejoramiento en La Industria de La ConstruccionGianSanchezOchoaAún no hay calificaciones
- CONVENIO 3425 Corresponsales AliadosDocumento601 páginasCONVENIO 3425 Corresponsales Aliadosmanchoo CuervoAún no hay calificaciones
- Reparación de GeotextilDocumento3 páginasReparación de GeotextilJG JulverAún no hay calificaciones
- Historicidad de Los EvangeliosDocumento25 páginasHistoricidad de Los EvangeliosMathias Augusto Yanqui CheneauxAún no hay calificaciones
- 11 - Evaluacion Anaya 4 Primaria MatesDocumento2 páginas11 - Evaluacion Anaya 4 Primaria MatesIsabel Olaya Rodriguez Rivera40% (5)
- La Linguistica de Eugenio Coseriu. Aport PDFDocumento25 páginasLa Linguistica de Eugenio Coseriu. Aport PDFPedro Elías RincónAún no hay calificaciones
- Taller Unidad 3Documento2 páginasTaller Unidad 3brayanjhayravila100% (1)
- Plan de Legislación MercantilDocumento3 páginasPlan de Legislación MercantilDyrla Cárcamo0% (1)
- Presentacion Panamá Hoteles y DestinoDocumento50 páginasPresentacion Panamá Hoteles y Destinocalez8280% (1)
- Historia CavaliDocumento4 páginasHistoria CavaliOlga Dávila FeijóoAún no hay calificaciones
- Manual Sistema GEOCGRDocumento59 páginasManual Sistema GEOCGRMauricioRivanoAún no hay calificaciones
- Folleto PgirsDocumento2 páginasFolleto Pgirsmanuelariza0929Aún no hay calificaciones
- Flujo de Caja y FCLDocumento4 páginasFlujo de Caja y FCLosvaldo alvarezAún no hay calificaciones
- Limpieza y Desinfección Resucitador AmbuDocumento1 páginaLimpieza y Desinfección Resucitador AmbuYanira RosasAún no hay calificaciones
- Programa General Fib 308 CompletoDocumento8 páginasPrograma General Fib 308 CompletolucasAún no hay calificaciones
- Arval - Soluciones de CubiertasDocumento76 páginasArval - Soluciones de Cubiertasalbegon1Aún no hay calificaciones
- Teorias, Categorias y ConceptosDocumento16 páginasTeorias, Categorias y ConceptosAlexander Jose Lugo FaneiteAún no hay calificaciones
- Estudio de Señalizacion Disfarma GC SasDocumento12 páginasEstudio de Señalizacion Disfarma GC Sasmaria fernanda galvis diazAún no hay calificaciones
- Principios Generales Del Análisis GrafométricoDocumento4 páginasPrincipios Generales Del Análisis GrafométricoMaria GuerreroAún no hay calificaciones
- Identificación de PeligrosDocumento16 páginasIdentificación de PeligrosJorge L YanaAún no hay calificaciones
- TransformadoresDocumento24 páginasTransformadoresIan Rios F.Aún no hay calificaciones
- Fresadora Zx6350zaDocumento3 páginasFresadora Zx6350zaElizabeth Cristina Ordoñez100% (1)
- 04.CH430-04 Maintenance Instructions S223.1238-03 EsDocumento266 páginas04.CH430-04 Maintenance Instructions S223.1238-03 EsLelis Paredes100% (1)
- Sin Arrepentimiento No Hay Perdón - Generación Unida Por JESUCRISTODocumento4 páginasSin Arrepentimiento No Hay Perdón - Generación Unida Por JESUCRISTOJosé Olviero MartínezAún no hay calificaciones
- Wischmeier, W. H., and Smith, D.D. 1978 - ESPDocumento67 páginasWischmeier, W. H., and Smith, D.D. 1978 - ESPcarlos imbaquingoAún no hay calificaciones
- Método 1 USEPA PDFDocumento11 páginasMétodo 1 USEPA PDFFranco ChavezAún no hay calificaciones
- Morfología de Cuencas HidrográficasDocumento16 páginasMorfología de Cuencas HidrográficasFabián Guerrero CórdovaAún no hay calificaciones
- Informe # 6Documento9 páginasInforme # 6Claudia DelgadoAún no hay calificaciones