También podría gustarte
- Guía 5.cap.3. Funciones de DistribuciónDocumento9 páginasGuía 5.cap.3. Funciones de DistribuciónCinthya Claros100% (3)
- Multimetros Digitales ProcedimientoDocumento50 páginasMultimetros Digitales ProcedimientoproingAún no hay calificaciones
- Portafolios de Inversión - Caso de Estudio de La Semana 2Documento5 páginasPortafolios de Inversión - Caso de Estudio de La Semana 2sara jasso puenteAún no hay calificaciones
- Medidas de Variabilidad de EstadísticaDocumento29 páginasMedidas de Variabilidad de EstadísticaGerson Elias Bonilla CamposAún no hay calificaciones
- Ea1 Administracion de OperacionesDocumento3 páginasEa1 Administracion de OperacionesJavier Rea100% (1)
- Actividad 2.1 (Preguntas de Repaso y Análisis)Documento6 páginasActividad 2.1 (Preguntas de Repaso y Análisis)gerardo vega francoAún no hay calificaciones
- Test de Span VerbalDocumento11 páginasTest de Span VerbalGeraldine WaltersAún no hay calificaciones
- Seminario de Estadística TAREADocumento5 páginasSeminario de Estadística TAREACarlos Muñoz50% (4)
- Rubrica de EvaluaciónDocumento1 páginaRubrica de Evaluaciónfranciscoe71Aún no hay calificaciones
- Prueba de HipótesisDocumento19 páginasPrueba de Hipótesisfranciscoe71Aún no hay calificaciones
- Rubrica de Evaluación2Documento1 páginaRubrica de Evaluación2franciscoe71Aún no hay calificaciones
- Rubrica de EvaluaciónDocumento2 páginasRubrica de Evaluaciónfranciscoe71Aún no hay calificaciones
- Rubrica de Evaluación1Documento1 páginaRubrica de Evaluación1franciscoe71Aún no hay calificaciones
- Número RealDocumento8 páginasNúmero RealJohanAún no hay calificaciones
- Prueba de HipótesisDocumento1 páginaPrueba de Hipótesisfranciscoe71Aún no hay calificaciones
- MaterialComplem ISO9000 ADocumento40 páginasMaterialComplem ISO9000 AMaría José CanoAún no hay calificaciones
- MoodleDocumento9 páginasMoodleJorge OjedaAún no hay calificaciones
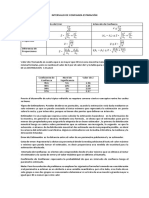
- Intervalo de Confianza EstimaciónDocumento2 páginasIntervalo de Confianza Estimaciónfranciscoe71Aún no hay calificaciones
- Mejoramiento Continuo 2 PDFDocumento8 páginasMejoramiento Continuo 2 PDFfranciscoe71Aún no hay calificaciones
- Distribución de Probabilidades PoissonDocumento6 páginasDistribución de Probabilidades Poissonfranciscoe71Aún no hay calificaciones
- Presentacion Perno y Remaches.Documento7 páginasPresentacion Perno y Remaches.franciscoe71Aún no hay calificaciones
- TEORIA DEL MUESTREO Muestras Aleatorias Errores enDocumento90 páginasTEORIA DEL MUESTREO Muestras Aleatorias Errores ennn357Aún no hay calificaciones
- Gráficas de Control X-RDocumento11 páginasGráficas de Control X-Rfranciscoe71100% (1)
- Presentación Aula1 PDFDocumento2 páginasPresentación Aula1 PDFfranciscoe71Aún no hay calificaciones
- Presentación Aula1 PDFDocumento2 páginasPresentación Aula1 PDFfranciscoe71Aún no hay calificaciones
- Graficas de ControlDocumento3 páginasGraficas de Controlfranciscoe71Aún no hay calificaciones
- Planes de InspecciónDocumento4 páginasPlanes de Inspecciónfranciscoe71Aún no hay calificaciones
- Distribución de Probabilidades PoissonDocumento5 páginasDistribución de Probabilidades Poissonfranciscoe71Aún no hay calificaciones
- Graficas de ControlDocumento3 páginasGraficas de Controlfranciscoe71Aún no hay calificaciones
- Presentación AulaDocumento3 páginasPresentación Aulafranciscoe71Aún no hay calificaciones
- Distribución de Probabilidad BinomialDocumento6 páginasDistribución de Probabilidad Binomialfranciscoe71Aún no hay calificaciones
- Instrumento Evaluacion de Aula Virtual II-2016Documento6 páginasInstrumento Evaluacion de Aula Virtual II-2016franciscoe71Aún no hay calificaciones
- Rúbrica EvaluaciónDocumento1 páginaRúbrica Evaluaciónfranciscoe71Aún no hay calificaciones
- Formato Oficial de Programa InstruccionalDocumento4 páginasFormato Oficial de Programa Instruccionalfranciscoe71Aún no hay calificaciones
- LineamientosDocumento13 páginasLineamientosfranciscoe71Aún no hay calificaciones
- HID3Documento21 páginasHID3Manuela Cruz SarmientoAún no hay calificaciones
- Control Estadístico de La CalidadDocumento78 páginasControl Estadístico de La CalidadyuzurijaAún no hay calificaciones
- 15 Taller - 1 - Preparatorio Examen Final PYEDocumento8 páginas15 Taller - 1 - Preparatorio Examen Final PYEJOHN ANGEL POSSO SEPULVEDAAún no hay calificaciones
- Muestreo - Calculo IDocumento28 páginasMuestreo - Calculo IGabriel SagardiaAún no hay calificaciones
- UntitledDocumento9 páginasUntitledJavier Stick Gonzales DávilaAún no hay calificaciones
- Taller 3 PDFDocumento1 páginaTaller 3 PDFNatalia MatizAún no hay calificaciones
- Variables Aleatorias Discretas y Distribuciones de ProbabilidadDocumento7 páginasVariables Aleatorias Discretas y Distribuciones de ProbabilidadLecar JozzueAún no hay calificaciones
- E Taller 1Documento4 páginasE Taller 1NESLAún no hay calificaciones
- TP 1Documento9 páginasTP 1Franco GarciaAún no hay calificaciones
- Ejercicios de Repaso Tecnologia Del ConcretoDocumento8 páginasEjercicios de Repaso Tecnologia Del ConcretoRoberth CanchanyaAún no hay calificaciones
- Asignación IDocumento7 páginasAsignación IGabriel Rafael Cova ValeraAún no hay calificaciones
- Curvas de DistribucionDocumento7 páginasCurvas de DistribucionAndrés FernándezAún no hay calificaciones
- Teorema de Límite CentralDocumento2 páginasTeorema de Límite CentralDiego MenesesAún no hay calificaciones
- Cuaderno Probabilidad1Documento54 páginasCuaderno Probabilidad1Jesus Reyes AcevedoAún no hay calificaciones
- $RK0B45PDocumento135 páginas$RK0B45PAlejandra ChavezAún no hay calificaciones
- Para Lo Del Error Tecnico de MedicionDocumento14 páginasPara Lo Del Error Tecnico de MedicionFrancisco Correa QuiñonesAún no hay calificaciones
- MezcladosolDocumento5 páginasMezcladosolricardo martnez molinaAún no hay calificaciones
- Esta Di SticaDocumento5 páginasEsta Di SticaJared Isaí Che Pech67% (3)
- Hoja 1 PDFDocumento2 páginasHoja 1 PDFdulzo35Aún no hay calificaciones
- Incertidumbre ASTM D - 56 - CáceresDocumento3 páginasIncertidumbre ASTM D - 56 - Cácerespedro javier saavedra martinezAún no hay calificaciones
- Informe1 - Medición de TiemposDocumento11 páginasInforme1 - Medición de Tiemposluisa fernanda agudeloAún no hay calificaciones
- Act9 - Lorena - Gómez - MartínezDocumento18 páginasAct9 - Lorena - Gómez - MartínezLore GmAún no hay calificaciones