También podría gustarte
- Influencia de Los Amigos en La UniversidadDocumento1 páginaInfluencia de Los Amigos en La UniversidadJr LuisaoAún no hay calificaciones
- Análisis de Un Movimiento Armónico Simple y Amortiguado en Un Sistema MasaDocumento6 páginasAnálisis de Un Movimiento Armónico Simple y Amortiguado en Un Sistema MasaJuan DAún no hay calificaciones
- Sistema Vapor HospitalDocumento1 páginaSistema Vapor HospitalJr LuisaoAún no hay calificaciones
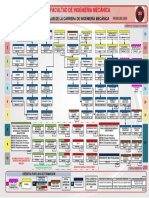
- Malla Curricular Ing Mecanica PDFDocumento1 páginaMalla Curricular Ing Mecanica PDFJr LuisaoAún no hay calificaciones
- Magnitudes Electricas Fundamentales 1Documento16 páginasMagnitudes Electricas Fundamentales 1Jr LuisaoAún no hay calificaciones
- Integrales MultiplesDocumento27 páginasIntegrales MultiplesJr LuisaoAún no hay calificaciones
- Potencialidades HumanasDocumento9 páginasPotencialidades HumanasAbelitoxLárezAún no hay calificaciones
- Fitomejoramiento PDFDocumento75 páginasFitomejoramiento PDFStwar J. Loayza VilcaAún no hay calificaciones
- S12 Procesos EstocásticosDocumento29 páginasS12 Procesos EstocásticosCristianAlarconZarateAún no hay calificaciones
- Analisis Gerencial de MercadeoDocumento24 páginasAnalisis Gerencial de MercadeoPaty LimaAún no hay calificaciones
- Sesión 01 - Ii SemestreDocumento48 páginasSesión 01 - Ii SemestreEdgar Norabuena FigueroaAún no hay calificaciones
- Hoja de Datos de Seguridad: 1. Identificación Del Producto Químico y de La EmpresaDocumento11 páginasHoja de Datos de Seguridad: 1. Identificación Del Producto Químico y de La EmpresaYesenia Gomez LopezAún no hay calificaciones
- Novenario CompletoDocumento92 páginasNovenario CompletoDiseño en tu CorreoAún no hay calificaciones
- Actividad 8 de Ferero de 2022Documento6 páginasActividad 8 de Ferero de 2022Sofia GomezAún no hay calificaciones
- Formulas de Soluciones HidroponicasDocumento11 páginasFormulas de Soluciones HidroponicassalomeAún no hay calificaciones
- Charla 5 Minutos Lavado de Manos 2007Documento1 páginaCharla 5 Minutos Lavado de Manos 2007Pauly Villarroel MonteroAún no hay calificaciones
- Informe de Pago Solgas AgostoDocumento6 páginasInforme de Pago Solgas AgostoDaniel RiosAún no hay calificaciones
- Inversiòn en Un Proyecto de InversiònDocumento28 páginasInversiòn en Un Proyecto de InversiònnahayoAún no hay calificaciones
- CaratulaDocumento92 páginasCaratulamilon abrahamAún no hay calificaciones
- Ensayo de Partidos PoliticosDocumento4 páginasEnsayo de Partidos Politicosdaniel50% (4)
- IEI R4 4 Daily RoutinesDocumento5 páginasIEI R4 4 Daily RoutinesC HAún no hay calificaciones
- Cadena de Custodia SueloDocumento1 páginaCadena de Custodia SueloÑ. Alexannder Del Aguila Santiago100% (2)
- 5to - Planificación Matemática MarzoDocumento2 páginas5to - Planificación Matemática MarzoKaren GarciaAún no hay calificaciones
- 06 - W.J. Hesiodo y La Vida CampesinaDocumento17 páginas06 - W.J. Hesiodo y La Vida Campesinamaria jose torres pinedaAún no hay calificaciones
- 50 Plantas Que Atraen Energías Positivas Según La Sabiduria AncestralDocumento7 páginas50 Plantas Que Atraen Energías Positivas Según La Sabiduria AncestralaceclaudioAún no hay calificaciones
- QUE SON LAS 4 P y 4C DEL MARKETINGDocumento12 páginasQUE SON LAS 4 P y 4C DEL MARKETINGMoises NavarroAún no hay calificaciones
- 1º ESO. La B. Saber Hacer, SantillanaDocumento1 página1º ESO. La B. Saber Hacer, SantillanaNoèlia Amb AccentAún no hay calificaciones
- Finales Febrero2024 PubDocumento7 páginasFinales Febrero2024 PubIrina ArangurenAún no hay calificaciones
- ASMR Susurros Meditacion AnsiedadDocumento1 páginaASMR Susurros Meditacion AnsiedadAlejandra GrecoAún no hay calificaciones
- Formato EvaluacionDocumento2 páginasFormato EvaluacionPepeito PerezAún no hay calificaciones
- Cellebrite Desktop User Manual - SpanishDocumento88 páginasCellebrite Desktop User Manual - SpanishavogelpAún no hay calificaciones
- 3 Infantil PrimariaDocumento14 páginas3 Infantil PrimariaFidel CutipaAún no hay calificaciones
- EJERCICIO 1 EstadisticaDocumento2 páginasEJERCICIO 1 EstadisticaAldo R-dAún no hay calificaciones
- Salud y Seguridad en ObraDocumento16 páginasSalud y Seguridad en ObraMV SCAún no hay calificaciones
- Corrida FinancieraDocumento13 páginasCorrida Financierasecret.girl.ofAún no hay calificaciones