También podría gustarte
- Calculos Electricos 3.2.3Documento116 páginasCalculos Electricos 3.2.3Fidel Moreno100% (4)
- Aluminio y Sus AleacionesDocumento18 páginasAluminio y Sus Aleacionesagalarzag71% (7)
- Ficha Tecnica de MaquinariaDocumento24 páginasFicha Tecnica de MaquinariaRoberto Barrios100% (1)
- Problemas Resueltos de Transmisión de Calor (U.Sevilla)Documento65 páginasProblemas Resueltos de Transmisión de Calor (U.Sevilla)rubiohot6975% (4)
- Construcción de Un Gasoducto Desde Udabol A MonteroDocumento8 páginasConstrucción de Un Gasoducto Desde Udabol A MonteroFaustino Albarracin Alarcon100% (1)
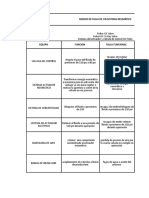
- Listado de Modos de FallaDocumento5 páginasListado de Modos de FallaJohan NaranjoAún no hay calificaciones
- Trabajo Final de ElectronicaDocumento13 páginasTrabajo Final de ElectronicaJosé Cc80% (5)
- JCB 456zxDocumento24 páginasJCB 456zxForomaquinasAún no hay calificaciones
- Mantenimiento de BombasDocumento63 páginasMantenimiento de BombasMaycol Andrade beraunAún no hay calificaciones
- 730E ComponentesDocumento85 páginas730E ComponentesOscar IbacetaAún no hay calificaciones
- Actividad 3 Plan de Gobierno y Politicas MacroeconomicasDocumento8 páginasActividad 3 Plan de Gobierno y Politicas Macroeconomicasdiana linaresAún no hay calificaciones
- CEMENTACIÓNDocumento10 páginasCEMENTACIÓNjuna0001Aún no hay calificaciones
- Tratamiento de TempleDocumento10 páginasTratamiento de Templejuna0001Aún no hay calificaciones
- Ensayo JominyDocumento7 páginasEnsayo Jominyjuna0001Aún no hay calificaciones
- MetalografiaDocumento6 páginasMetalografiajuna0001Aún no hay calificaciones
- Resumen de Los Apuntes de Ciencias Delos MaterialesDocumento56 páginasResumen de Los Apuntes de Ciencias Delos Materialesanon-427532100% (5)
- Gre 2012Documento440 páginasGre 2012egbl2009Aún no hay calificaciones
- Geometalurgia AplicadaDocumento5 páginasGeometalurgia Aplicadajuna0001Aún no hay calificaciones
- Informe N 6Documento6 páginasInforme N 6juna0001Aún no hay calificaciones
- MetalografiaDocumento6 páginasMetalografiajuna0001Aún no hay calificaciones
- Clasificador NeumáTico 1Documento4 páginasClasificador NeumáTico 1juna0001Aún no hay calificaciones
- Trabajo en EquipoDocumento30 páginasTrabajo en EquipoMayra RuizAún no hay calificaciones
- Informe de Laboratorio N 222Documento7 páginasInforme de Laboratorio N 222juna0001Aún no hay calificaciones
- Fixture 2014Documento4 páginasFixture 2014Jc'XhinoAún no hay calificaciones
- SierrasDocumento5 páginasSierrasjuna0001Aún no hay calificaciones
- ModeloDocumento4 páginasModelojuna0001Aún no hay calificaciones
- Problemas Diagrama Fe-CDocumento16 páginasProblemas Diagrama Fe-CXuban Etxabe EizagirreAún no hay calificaciones
- Tratamiento TérmicoDocumento14 páginasTratamiento Térmicojuna0001Aún no hay calificaciones
- SierrasDocumento5 páginasSierrasjuna0001Aún no hay calificaciones
- 2Documento3 páginas2juna000150% (2)
- Micros PDFDocumento6 páginasMicros PDFjuna0001Aún no hay calificaciones
- Capitulo II RaicesDocumento32 páginasCapitulo II Raicesjuna0001Aún no hay calificaciones
- Infor 1molDocumento2 páginasInfor 1moljuna0001Aún no hay calificaciones
- LimaDocumento4 páginasLimajuna0001Aún no hay calificaciones
- Disco de Láminas Con Soporte de FibraDocumento6 páginasDisco de Láminas Con Soporte de Fibrajuna0001Aún no hay calificaciones
- Mina Costos TotalDocumento36 páginasMina Costos TotalJosue Soto ZapanaAún no hay calificaciones
- Capitulo I Introduccion y ErroresDocumento20 páginasCapitulo I Introduccion y Erroresjuna0001Aún no hay calificaciones
- Diagrama TernarioDocumento13 páginasDiagrama Ternariojuna0001Aún no hay calificaciones
- Problem A RioDocumento17 páginasProblem A RioJuan Manuel LopezAún no hay calificaciones
- A 3Documento5 páginasA 3EMz EmzAún no hay calificaciones
- Correo Letreros SIDECDocumento4 páginasCorreo Letreros SIDECSandino OrdóñezAún no hay calificaciones
- Preguntas y Respuestas CalderasDocumento31 páginasPreguntas y Respuestas CalderasArnober Amaya83% (6)
- Fotón, absorción, emisión y efectos fotoeléctrico y ComptonDocumento3 páginasFotón, absorción, emisión y efectos fotoeléctrico y ComptonjosephAún no hay calificaciones
- Capítulo 5Documento36 páginasCapítulo 5Orlando Abad RojasAún no hay calificaciones
- Silvia Mariana Gámez Santana-Actividad 2: para Encender Hay Que AccionarDocumento4 páginasSilvia Mariana Gámez Santana-Actividad 2: para Encender Hay Que AccionarSilvia Mariana Gámez SantanaAún no hay calificaciones
- Plan Tecnológico CIMI 2020-2030-FINALDocumento248 páginasPlan Tecnológico CIMI 2020-2030-FINALRicardo Mariscal ChuscanoAún no hay calificaciones
- Plano 10 señales PLCDocumento20 páginasPlano 10 señales PLCJorge G-LiAún no hay calificaciones
- ElectrostáticaDocumento3 páginasElectrostáticadiego reyesAún no hay calificaciones
- Manual Analizador pqm-700 PDFDocumento152 páginasManual Analizador pqm-700 PDFHANS MACAYAAún no hay calificaciones
- CodificadoraDocumento44 páginasCodificadoraCarla Patricia DelgadilloAún no hay calificaciones
- Solenoide ConstruccionDocumento12 páginasSolenoide Construccionelbis95100% (1)
- F4.1 PAU CampoEléctricoDocumento49 páginasF4.1 PAU CampoEléctricoLaura Blazquez MiguelAún no hay calificaciones
- Practicas N 1 y 2 Clasificacion de CostosDocumento5 páginasPracticas N 1 y 2 Clasificacion de CostosRoselynAún no hay calificaciones
- Hemo - 02 - Puesto Aislado (Hepatitis)Documento2 páginasHemo - 02 - Puesto Aislado (Hepatitis)Stefan NiedbalskiAún no hay calificaciones
- ARQUITECTURA Y TECNOLOGÍA DE LAS HACIENDAS DE BENEFICIO EN LA PROVINCIA DE LA PLATA - Mtro. Néstor Salinas RodríguezDocumento44 páginasARQUITECTURA Y TECNOLOGÍA DE LAS HACIENDAS DE BENEFICIO EN LA PROVINCIA DE LA PLATA - Mtro. Néstor Salinas RodríguezMagenta sin Tiempo A.C.0% (1)
- SAP 1048597 - Soldadora Arctig 160HF Pro InduraDocumento1 páginaSAP 1048597 - Soldadora Arctig 160HF Pro Indurahumberto vidalAún no hay calificaciones
- Gestión calidad salón bellezaDocumento4 páginasGestión calidad salón bellezajohana milena MerchanAún no hay calificaciones
- Seguridad Mineria Cielo AbiertoDocumento60 páginasSeguridad Mineria Cielo Abiertonikolai campos tapia100% (1)
- Triptico Energia de IonizacionDocumento2 páginasTriptico Energia de Ionizacionfrank presley castroAún no hay calificaciones