También podría gustarte
- Ejemplo de Planeacion Financiera CafeteriaDocumento27 páginasEjemplo de Planeacion Financiera CafeteriaKatia Peña Munive100% (1)
- Topitop FinalDocumento48 páginasTopitop FinalMichael Trujillo Arias50% (4)
- FIAT IVECO STRALIS HD 380 - 420 Cursor PDFDocumento3 páginasFIAT IVECO STRALIS HD 380 - 420 Cursor PDFkarmina46100% (6)
- Tesis PantografosDocumento124 páginasTesis PantografosJulio Juarez MolinaAún no hay calificaciones
- Ciclos Que Se Pueden Realizar en Una FresadoraDocumento8 páginasCiclos Que Se Pueden Realizar en Una FresadoraAnyela PeredaAún no hay calificaciones
- Relaciones de TiempoDocumento6 páginasRelaciones de TiemporicardoAún no hay calificaciones
- Sistema Mantenimiento Empresa ConstructoraDocumento17 páginasSistema Mantenimiento Empresa ConstructoraDeltaenterprises EmpresaAún no hay calificaciones
- Ejercicio 2 Planeación Integral Agregada, Sistemas de ProduccionDocumento3 páginasEjercicio 2 Planeación Integral Agregada, Sistemas de ProduccionAarón SC100% (1)
- Consumiendo: Introducción al consumo y al consumidor colombianoDe EverandConsumiendo: Introducción al consumo y al consumidor colombianoAún no hay calificaciones
- AMEF - Correcciones 2Documento2 páginasAMEF - Correcciones 2harry220587Aún no hay calificaciones
- Procedimiento seguro sierra acolilladoraDocumento8 páginasProcedimiento seguro sierra acolilladoraJaime Andres Espinosa RodriguezAún no hay calificaciones
- Estudio de tráfico EMP.114-EMP.600Documento13 páginasEstudio de tráfico EMP.114-EMP.600Libertad FinancieraAún no hay calificaciones
- 3.0 Diseño de Ore Pass y Bolsillo de MineralDocumento21 páginas3.0 Diseño de Ore Pass y Bolsillo de MineralLuis Leo Dom50% (2)
- Plantilla MTM2Documento15 páginasPlantilla MTM2Felix D Oviedo LAún no hay calificaciones
- Datos Nuevo DashboardDocumento20 páginasDatos Nuevo Dashboardsuperflash8686Aún no hay calificaciones
- Instructivo Piezas MásterDocumento6 páginasInstructivo Piezas MásterRichi SotoAún no hay calificaciones
- Mantenimiento compresoresDocumento17 páginasMantenimiento compresoresMag ValeraAún no hay calificaciones
- Pia SiysoDocumento10 páginasPia SiysoDiana DiazAún no hay calificaciones
- Hoja de Operación e Instrucción de Inspección TratamientoDocumento1 páginaHoja de Operación e Instrucción de Inspección TratamientoDavid CamachoAún no hay calificaciones
- Analisis de Operacion - BotellasDocumento18 páginasAnalisis de Operacion - BotellasMontero Jhovi EdithAún no hay calificaciones
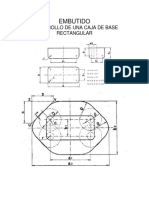
- Embutido Caja RectangularDocumento5 páginasEmbutido Caja RectangularJuank AlmeidaAún no hay calificaciones
- Ejemplo Torno CNCDocumento58 páginasEjemplo Torno CNCJose Alejandro MartizAún no hay calificaciones
- Funciones Auxiliares y Preparatorias de Las Maquinas CNCDocumento10 páginasFunciones Auxiliares y Preparatorias de Las Maquinas CNCVictorSalazarAún no hay calificaciones
- InstAltaMedBajaResDocumento3 páginasInstAltaMedBajaResLuis E MartinezAún no hay calificaciones
- Músculos neumáticos DMSP/MAS: características y aplicacionesDocumento34 páginasMúsculos neumáticos DMSP/MAS: características y aplicacionesAlan J. BrunAún no hay calificaciones
- ESTANDAR DE LIMPIEZA, INSPECCION Y LUBRICACION LiberadoDocumento1 páginaESTANDAR DE LIMPIEZA, INSPECCION Y LUBRICACION LiberadoDaniel GavirioAún no hay calificaciones
- Documentación Empleada en Programación de La ProducciónDocumento14 páginasDocumentación Empleada en Programación de La ProducciónAlejandro OrellanaAún no hay calificaciones
- Evolución herramientas máquinas industriaDocumento4 páginasEvolución herramientas máquinas industriaLiinda VegaAún no hay calificaciones
- Cómo Contribuir Con La Mejora de La Capacidad de Producción de Procesos de Producción yDocumento4 páginasCómo Contribuir Con La Mejora de La Capacidad de Producción de Procesos de Producción yALEJANDRO RUIDIAZAún no hay calificaciones
- Aplicación Del Método de Calificación de Ejecución Westinghouse para Un Proceso ProductivoDocumento3 páginasAplicación Del Método de Calificación de Ejecución Westinghouse para Un Proceso ProductivoIvanova Montero SejasAún no hay calificaciones
- Reductor Cicloidal-Informe TecnicoDocumento2 páginasReductor Cicloidal-Informe TecnicoPako Xross100% (1)
- Análisis Térmico en SolidWorksDocumento14 páginasAnálisis Térmico en SolidWorksAlex Ortega100% (1)
- Técnicas de análisis de flujo y distribución de plantaDocumento32 páginasTécnicas de análisis de flujo y distribución de plantaArles Noe Reyes Martinez100% (1)
- Mantenimiento Y Puesta en Marcha Segueta MecanicaDocumento31 páginasMantenimiento Y Puesta en Marcha Segueta MecanicaSergio Alejandro SantamaríaAún no hay calificaciones
- Catalogo de Productos AcescoDocumento22 páginasCatalogo de Productos AcescoCarlos Mario Zapata CuadradoAún no hay calificaciones
- Diseño de Infraestructura de Nueva Planta para La Linea de Producción de Los Modelos Buller y Linner 12 en Dina Camione PDFDocumento168 páginasDiseño de Infraestructura de Nueva Planta para La Linea de Producción de Los Modelos Buller y Linner 12 en Dina Camione PDFbto50333Aún no hay calificaciones
- 05 Relaciones de Potencia y EnergiaDocumento11 páginas05 Relaciones de Potencia y EnergiaMiguel Cuji100% (2)
- Intensidad de CapitalDocumento13 páginasIntensidad de Capitalfreddy9188Aún no hay calificaciones
- Acabado SuperficialDocumento49 páginasAcabado SuperficialMirko LLallico Del AguilaAún no hay calificaciones
- Tornos CNC de Bancada PlanaDocumento3 páginasTornos CNC de Bancada PlanaDanny Daniel Dominguez SierraAún no hay calificaciones
- Proyecto Itesco OriginalDocumento95 páginasProyecto Itesco OriginalGuillermo Cordero50% (2)
- Practicas PLCDocumento8 páginasPracticas PLCandres antonio tenorioAún no hay calificaciones
- Diseño de tuberías industrialesDocumento6 páginasDiseño de tuberías industrialesAnny Carolina Correa RamírezAún no hay calificaciones
- Norma Une en 15085-2Documento4 páginasNorma Une en 15085-2Javi Grech0% (1)
- Aumento de productividad y balanceo de línea en empresa WabtecDocumento82 páginasAumento de productividad y balanceo de línea en empresa WabtecAngel MedinaAún no hay calificaciones
- Ejercicios Red Normal y VencimientosDocumento4 páginasEjercicios Red Normal y VencimientosSheccid Lucía CastilloAún no hay calificaciones
- Prácticas Problemas de Diseño de ExperimentosDocumento26 páginasPrácticas Problemas de Diseño de ExperimentosOscar100% (1)
- Mmtto AutonomoDocumento19 páginasMmtto AutonomoJamen Luis Quinonez BellidoAún no hay calificaciones
- Esmerilado y Otros Procesos Abrasivos Cap 25Documento9 páginasEsmerilado y Otros Procesos Abrasivos Cap 25Maria Fernanda Maldonado GámbuleAún no hay calificaciones
- Catalogo Grupo ColladoDocumento52 páginasCatalogo Grupo ColladoErick Tellez Espinoza100% (1)
- El Formato de Hoja de Procesos. Definiciones.Documento8 páginasEl Formato de Hoja de Procesos. Definiciones.MAXAún no hay calificaciones
- HDS Pasta Muro Ceresita PDFDocumento5 páginasHDS Pasta Muro Ceresita PDFVictorVeraCisternaAún no hay calificaciones
- 6to PIZARRO CLASE 3Documento2 páginas6to PIZARRO CLASE 3LautaroAún no hay calificaciones
- Ficha Tecnica Del Acero InoxidableDocumento6 páginasFicha Tecnica Del Acero InoxidableGerardo Manuel FloresAún no hay calificaciones
- Portada Reporte Estadía UTEQDocumento1 páginaPortada Reporte Estadía UTEQFinser Tavera50% (2)
- Clase 4 - STD 01 Hoe AviónDocumento1 páginaClase 4 - STD 01 Hoe AviónMariano Gabriel CoimbraAún no hay calificaciones
- Diseño SandblastingDocumento217 páginasDiseño SandblastingAlex GuerreroAún no hay calificaciones
- UCATECI Troquelería proceso fabricación piezasDocumento10 páginasUCATECI Troquelería proceso fabricación piezasAudemars PiguetAún no hay calificaciones
- 1 Tornillo, Tuerca y EsparragoDocumento41 páginas1 Tornillo, Tuerca y EsparragoClavijo Urueña Duvan100% (3)
- Ejercicio de TorneadoDocumento13 páginasEjercicio de TorneadoJeffersonAsanzaAún no hay calificaciones
- Solicitud de Pasantías - Andrés AmoresDocumento1 páginaSolicitud de Pasantías - Andrés AmoresAndrés Amores RivasAún no hay calificaciones
- Procedimiento de La GarlopaDocumento4 páginasProcedimiento de La GarlopaJhovanni BMAún no hay calificaciones
- Procedimiento de Sierra CircularDocumento5 páginasProcedimiento de Sierra CircularJhovanni BMAún no hay calificaciones
- PTS Cepilladora Makita 2012NBDocumento5 páginasPTS Cepilladora Makita 2012NBClaudio Andrés FuentesAún no hay calificaciones
- PTS Cortadora AZURRA LM310Documento5 páginasPTS Cortadora AZURRA LM310Claudio Andrés FuentesAún no hay calificaciones
- Procedimiento Pts CepilladoraDocumento5 páginasProcedimiento Pts Cepilladoraluis ortega castilloAún no hay calificaciones
- Resumen Final DiseñoDocumento9 páginasResumen Final DiseñoMichael Trujillo AriasAún no hay calificaciones
- Capitulo 9: Depreciación y Agotamiento: Análisis Económico en IngenieríaDocumento5 páginasCapitulo 9: Depreciación y Agotamiento: Análisis Económico en IngenieríaMichael Trujillo AriasAún no hay calificaciones
- AntropometriaDocumento8 páginasAntropometriaMichael Trujillo AriasAún no hay calificaciones
- AgotamientoDocumento4 páginasAgotamientoMichael Trujillo AriasAún no hay calificaciones
- Expo ProcesosDocumento4 páginasExpo ProcesosMichael Trujillo AriasAún no hay calificaciones
- Calendario - Trujillo Alcedo Jeferson AlexanderDocumento1 páginaCalendario - Trujillo Alcedo Jeferson AlexanderMichael Trujillo AriasAún no hay calificaciones
- Sangucheria Trueque Encuesta v5Documento2 páginasSangucheria Trueque Encuesta v5Michael Trujillo AriasAún no hay calificaciones
- Resumen Final DiseñoDocumento9 páginasResumen Final DiseñoMichael Trujillo AriasAún no hay calificaciones
- Canvas TruequeDocumento1 páginaCanvas TruequeMichael Trujillo AriasAún no hay calificaciones
- Sensores Ópticos de Reflexión Directa Parte 1Documento3 páginasSensores Ópticos de Reflexión Directa Parte 1Michael Trujillo AriasAún no hay calificaciones
- Fico PPTSDocumento28 páginasFico PPTSMichael Trujillo AriasAún no hay calificaciones
- Cite PesqueroDocumento3 páginasCite PesqueroMichael Trujillo AriasAún no hay calificaciones
- Pregunta 1 Caso CementeraDocumento2 páginasPregunta 1 Caso CementeraMichael Trujillo AriasAún no hay calificaciones
- Socios de La ConquistaDocumento1 páginaSocios de La ConquistaMichael Trujillo AriasAún no hay calificaciones
- Pregunta 1 Caso CementeraDocumento2 páginasPregunta 1 Caso CementeraMichael Trujillo AriasAún no hay calificaciones
- Canvas TruequeDocumento1 páginaCanvas TruequeMichael Trujillo AriasAún no hay calificaciones
- Jeff BezosDocumento7 páginasJeff BezosMichael Trujillo AriasAún no hay calificaciones
- 3 Ideas de NegocioDocumento7 páginas3 Ideas de NegocioMichael Trujillo AriasAún no hay calificaciones
- Sensores Ópticos de Reflexión Directa PARTE 1Documento10 páginasSensores Ópticos de Reflexión Directa PARTE 1Michael Trujillo AriasAún no hay calificaciones
- 1er Practi Diseño de IngDocumento4 páginas1er Practi Diseño de IngRomario ParedesAún no hay calificaciones
- 1aPC RemachesDocumento1 página1aPC RemachesMichael Trujillo AriasAún no hay calificaciones
- 3 Ideas de NegocioDocumento7 páginas3 Ideas de NegocioMichael Trujillo AriasAún no hay calificaciones
- Socios de La ConquistaDocumento1 páginaSocios de La ConquistaMichael Trujillo AriasAún no hay calificaciones
- Avance 8Documento23 páginasAvance 8Michael Trujillo AriasAún no hay calificaciones
- 1er Practi Diseño de IngDocumento4 páginas1er Practi Diseño de IngRomario ParedesAún no hay calificaciones
- Metodo Ocra Envasado ProdumarDocumento12 páginasMetodo Ocra Envasado ProdumarMichael Trujillo AriasAún no hay calificaciones
- Equipos Antropométricos y Biomecanicos P3Documento6 páginasEquipos Antropométricos y Biomecanicos P3Michael Trujillo AriasAún no hay calificaciones
- REVISTASDocumento56 páginasREVISTASLucho GarzonAún no hay calificaciones
- R.M. 116-2022-Vivienda Ugm UltimoDocumento3 páginasR.M. 116-2022-Vivienda Ugm UltimoIsabel Huarca CruzAún no hay calificaciones
- Publicidad y EducacionDocumento218 páginasPublicidad y EducacionLudmila OrtegaAún no hay calificaciones
- Manual Del Constructor Polpaico 40 287 1Documento40 páginasManual Del Constructor Polpaico 40 287 1Catalina Soto FernándezAún no hay calificaciones
- MODULO 2 Evaluadores de ClínicasDocumento37 páginasMODULO 2 Evaluadores de ClínicasDANIELGAXIOLAQAún no hay calificaciones
- Tarea 6 de Bioestadística (QBP) 2017Documento6 páginasTarea 6 de Bioestadística (QBP) 2017Miguel LunaAún no hay calificaciones
- 01 Introducción Interfaz de Creo ParametricDocumento74 páginas01 Introducción Interfaz de Creo ParametricIvan CastilloAún no hay calificaciones
- Guía instalación Adobe Premiere Pro CC 2018Documento11 páginasGuía instalación Adobe Premiere Pro CC 2018Samuel CasallasAún no hay calificaciones
- Informe FrecuenciaDocumento3 páginasInforme FrecuenciaJose Jadir Layton CorzoAún no hay calificaciones
- Guía N°9 Mat 8°Documento3 páginasGuía N°9 Mat 8°mariaAún no hay calificaciones
- Reglamento 4-27 Sustancias Quimicas Controladas en VoladurasDocumento46 páginasReglamento 4-27 Sustancias Quimicas Controladas en VoladurasJose Noel Herrera RodriguezAún no hay calificaciones
- P&idDocumento19 páginasP&idIsamar Salas MirandaAún no hay calificaciones
- Aaaa PDFDocumento2 páginasAaaa PDFKenny AlbertAún no hay calificaciones
- SOLUCIÓN de PROBLEMAS SOBRE EL PIB Nominal, PIB Real, Deflactor Del PIB, Del IPC y Tasas de VariaciónDocumento13 páginasSOLUCIÓN de PROBLEMAS SOBRE EL PIB Nominal, PIB Real, Deflactor Del PIB, Del IPC y Tasas de VariaciónAbii AmayaAún no hay calificaciones
- Soluciones buffersDocumento13 páginasSoluciones buffersAdrian Bermudez LoeraAún no hay calificaciones
- RetoDocumento3 páginasRetoCharly CalderónAún no hay calificaciones
- Ovheakebr6i75t2qx8iq Signature Poli 150128132001 Conversion Gate01Documento10 páginasOvheakebr6i75t2qx8iq Signature Poli 150128132001 Conversion Gate01Dairo CervantesAún no hay calificaciones
- Impedancia Reflejada InformeDocumento12 páginasImpedancia Reflejada InformeNina DavisAún no hay calificaciones
- MC-SSMA-E030-FR01 Check List Herramientas Eléctricas Ver.00Documento1 páginaMC-SSMA-E030-FR01 Check List Herramientas Eléctricas Ver.00Mayitah ParejaaAún no hay calificaciones
- Sesion 5Documento22 páginasSesion 5Deysi Atequipa CordovaAún no hay calificaciones
- Memoria Descriptiva (Caminos I)Documento20 páginasMemoria Descriptiva (Caminos I)Andy Greey Mera VásquezAún no hay calificaciones
- Unidades de AlmacenamientoDocumento11 páginasUnidades de AlmacenamientoDavid I. López PérezAún no hay calificaciones
- Desarrollo Sustentable - Unidad 3Documento5 páginasDesarrollo Sustentable - Unidad 3Angel RuedaAún no hay calificaciones
- Manual Gestion y Facturación XLDocumento134 páginasManual Gestion y Facturación XLextradamesAún no hay calificaciones
- Inventario Puerto Montt SPWDocumento20 páginasInventario Puerto Montt SPWMaría Laura Zapata RomeroAún no hay calificaciones
- Caso de Éxito de PlaneaciónDocumento3 páginasCaso de Éxito de PlaneaciónMauricio OrdoñezAún no hay calificaciones
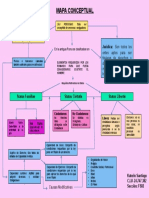
- Mapa ConceptualDocumento1 páginaMapa ConceptualLorena GalatiAún no hay calificaciones