También podría gustarte
- PLC Simatic s7Documento49 páginasPLC Simatic s7bernardoAún no hay calificaciones
- SCADA FinalDocumento20 páginasSCADA FinalVeronica BeatrizAún no hay calificaciones
- Funcionamiento FB41Documento16 páginasFuncionamiento FB41jaimeasisaAún no hay calificaciones
- GE Fanuc ManualDocumento249 páginasGE Fanuc Manualluisgama22Aún no hay calificaciones
- Tareas, Programas y Rutinas de Los Controladores Logix5000Documento76 páginasTareas, Programas y Rutinas de Los Controladores Logix5000Cesar ChaconAún no hay calificaciones
- Taller TIA Portal V 13 BasicoDocumento86 páginasTaller TIA Portal V 13 BasicoJosé Luis Rosales GonzálezAún no hay calificaciones
- DELTA IA-PLC ISPSoft UM EN 20190614-1-150.en - EsDocumento156 páginasDELTA IA-PLC ISPSoft UM EN 20190614-1-150.en - EsJonny A ON75% (4)
- Guia WinCCDocumento15 páginasGuia WinCCRuben TrujilloAún no hay calificaciones
- Equipos KNXDocumento48 páginasEquipos KNXSimon CaceresAún no hay calificaciones
- Transferir Datos Entre Dos PLC S7 PDFDocumento10 páginasTransferir Datos Entre Dos PLC S7 PDFJennifer Lafarga BeltranAún no hay calificaciones
- Powerflex 40Documento22 páginasPowerflex 40Juan AntonioAún no hay calificaciones
- Micrologix Modbus Master RTUDocumento5 páginasMicrologix Modbus Master RTUnelhani01Aún no hay calificaciones
- CP343 2Documento127 páginasCP343 2BrucearturoAún no hay calificaciones
- infoPLC Net Guia 8 Interfaces Maquinas Humano PDFDocumento27 páginasinfoPLC Net Guia 8 Interfaces Maquinas Humano PDFFelipeAlfonsoMuñozMorenoAún no hay calificaciones
- Manual Comunicación Labview-Tia PortalDocumento33 páginasManual Comunicación Labview-Tia PortaldavidAún no hay calificaciones
- PowerLogic EGX300 User's Guide-ESPAÑOL PDFDocumento50 páginasPowerLogic EGX300 User's Guide-ESPAÑOL PDFLimaymanta Ticse Ricardo100% (1)
- Manual Abreviado VF PS1Documento32 páginasManual Abreviado VF PS1plan H GamingAún no hay calificaciones
- Plan PLC SiemensDocumento6 páginasPlan PLC SiemensEdgar RojasAún no hay calificaciones
- S7 - 1200 Intouch Web ServerDocumento140 páginasS7 - 1200 Intouch Web Serverjricardo01976100% (1)
- Guia Comunicación 2 PLC S7-1200 Con Pantalla DeltaDocumento12 páginasGuia Comunicación 2 PLC S7-1200 Con Pantalla DeltaMauricio FernandoAún no hay calificaciones
- Temario PLC Allen Bradley ControlLogix 5000Documento2 páginasTemario PLC Allen Bradley ControlLogix 5000Rigo KE100% (1)
- Configurar PC RuntimeDocumento24 páginasConfigurar PC RuntimeLuis RodriguezAún no hay calificaciones
- Curso de PLC Twido Basico 2da ParteDocumento95 páginasCurso de PLC Twido Basico 2da ParteEdisson J. Gomez100% (1)
- DVP06XA-S en EsDocumento2 páginasDVP06XA-S en Esalexander corderoAún no hay calificaciones
- Manual de Allen BradleyDocumento67 páginasManual de Allen BradleyMisael CaffarelAún no hay calificaciones
- ATV312 - Control y Supervisión Via Modbus RS485 - Rev1Documento8 páginasATV312 - Control y Supervisión Via Modbus RS485 - Rev1Mauricio Carrasco Lara100% (2)
- Lógica Combinacional de Contactos o de RelésDocumento4 páginasLógica Combinacional de Contactos o de RelésIngenieria_de_sistemasAún no hay calificaciones
- Compobus DDocumento30 páginasCompobus DgreekoAún no hay calificaciones
- WEG Controle de Parada de Emergencia Cpa D 10002375181 Manual EsDocumento2 páginasWEG Controle de Parada de Emergencia Cpa D 10002375181 Manual EsMarcelho CaetanoAún no hay calificaciones
- INFORME - Lab 02 - HMI - Diseño HMIDocumento23 páginasINFORME - Lab 02 - HMI - Diseño HMICarlos Eduardo Vásquez BolañosAún no hay calificaciones
- Guia PLC Basico FestoDocumento23 páginasGuia PLC Basico FestohectorlpAún no hay calificaciones
- Programacion de PLC SLC500 MicroLogixDocumento726 páginasProgramacion de PLC SLC500 MicroLogixOribe SalinasAún no hay calificaciones
- Guía Del Usuario de STEP 7Documento108 páginasGuía Del Usuario de STEP 7Arturo DelgadoAún no hay calificaciones
- Aprendiendo El Manejo Del Programa Sucosoft s40Documento17 páginasAprendiendo El Manejo Del Programa Sucosoft s40Luis Alfonso Torrez CamachoAún no hay calificaciones
- Power Flex 4 Guia RapidaDocumento12 páginasPower Flex 4 Guia RapidaVicente LunaAún no hay calificaciones
- Manual InyectoraDocumento11 páginasManual Inyectoragabriel1220Aún no hay calificaciones
- FT System ConfigurationDocumento86 páginasFT System ConfigurationYovani Rendon100% (2)
- Catalogo Productos Siemens - 2019Documento124 páginasCatalogo Productos Siemens - 2019felixAún no hay calificaciones
- Ejemplo Probelma 1 S7 300 PIDDocumento13 páginasEjemplo Probelma 1 S7 300 PIDMartin HuertaAún no hay calificaciones
- PLC DVP Fundamentals RevBDocumento144 páginasPLC DVP Fundamentals RevBhoxkar4679Aún no hay calificaciones
- Easydose G2 & G2 Plus - Rev D SpanishDocumento30 páginasEasydose G2 & G2 Plus - Rev D Spanishsergio fuerte100% (3)
- Manual de MikroPLAN para ArduinoDocumento91 páginasManual de MikroPLAN para Arduinorosemberg_trujilloAún no hay calificaciones
- Manual de Operação e Manutenção CTE-622ASE - 2 - PDFDocumento15 páginasManual de Operação e Manutenção CTE-622ASE - 2 - PDFCarlos CrisostomoAún no hay calificaciones
- Et200sp Ai 8xrtd TC 2 Wire HF Manual Es-ES Es-ESDocumento77 páginasEt200sp Ai 8xrtd TC 2 Wire HF Manual Es-ES Es-ESenrique benitezAún no hay calificaciones
- Curso General Automata Programable OmronDocumento96 páginasCurso General Automata Programable OmronJavi Cascant100% (1)
- ModbusTCP HMI Maestro - EsclavoDocumento25 páginasModbusTCP HMI Maestro - EsclavoAlexander PenadoAún no hay calificaciones
- FatekDocumento5 páginasFatekJose OrtegaAún no hay calificaciones
- Manual Siemens Micromaster 430Documento258 páginasManual Siemens Micromaster 430Mauricio GuerreroAún no hay calificaciones
- Los ChillersDocumento2 páginasLos ChillersMiguel Saravia SaavedraAún no hay calificaciones
- Resumen Escrito PLC - Osmara Cruz 27.701.350.Documento10 páginasResumen Escrito PLC - Osmara Cruz 27.701.350.Osmara Cruz HernandezAún no hay calificaciones
- Manual de PLC SiemensDocumento23 páginasManual de PLC SiemensMoises Nico BarbaranAún no hay calificaciones
- Laboratorio TemporizadoresDocumento42 páginasLaboratorio TemporizadoresBolivar Gavilanez AcostaAún no hay calificaciones
- Siemens y Sus PlcsDocumento15 páginasSiemens y Sus PlcsfriarstormAún no hay calificaciones
- Manual de PLC Siemens PDFDocumento25 páginasManual de PLC Siemens PDFRubén Jorge García Moreno100% (3)
- Siemens PLCDocumento16 páginasSiemens PLCKathy OsorioAún no hay calificaciones
- PLC SiemensDocumento3 páginasPLC SiemensAnonymous 6i01LLGI0dAún no hay calificaciones
- Semana 6 PDFDocumento9 páginasSemana 6 PDFAlejandro Cáceres Navarro (Ingenova)Aún no hay calificaciones
- PLCDocumento49 páginasPLCCarlOs AnDrés UC83% (6)
- Caracteristicas y Montaje Del Simulador s7-1200Documento15 páginasCaracteristicas y Montaje Del Simulador s7-1200charangaAún no hay calificaciones
- Informede Lab 1Documento21 páginasInformede Lab 1hennyAún no hay calificaciones
- Calculo Diferencial e Integral Full TOMO1 2023 PDFDocumento463 páginasCalculo Diferencial e Integral Full TOMO1 2023 PDFKranner SamaAún no hay calificaciones
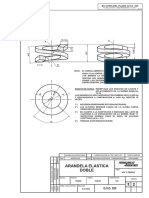
- GVO - 525 Arandela Doble ElasticaDocumento1 páginaGVO - 525 Arandela Doble ElasticaLeonel BerlinAún no hay calificaciones
- Socavación TransversalDocumento20 páginasSocavación TransversalJaime Chilon DuranAún no hay calificaciones
- Parametros de Corte PlasmaDocumento4 páginasParametros de Corte PlasmaDJ-Charlie BrownAún no hay calificaciones
- QB06 Taller IIDocumento10 páginasQB06 Taller IICarolina Carvajal0% (3)
- Prueba de Hipotesis Ejemplos SSTDocumento5 páginasPrueba de Hipotesis Ejemplos SSTajpayares1Aún no hay calificaciones
- Soluciones MFIDocumento6 páginasSoluciones MFIMarianela GambelliAún no hay calificaciones
- Guia de ConjuntoDocumento16 páginasGuia de ConjuntoEIDER REYNEL MOSQUERAAún no hay calificaciones
- El SolDocumento4 páginasEl SolNath E VizueteAún no hay calificaciones
- Diferencial MecanicoDocumento7 páginasDiferencial MecanicoARAGON1433Aún no hay calificaciones
- Operaciones Unitarias. Equipos de Medicion AuxiliaresDocumento23 páginasOperaciones Unitarias. Equipos de Medicion AuxiliaresAgustin Franco100% (3)
- 2-Estado General de Esfuerzos en 3DDocumento26 páginas2-Estado General de Esfuerzos en 3DJandres MaldonadoAún no hay calificaciones
- Guia Potenciación RadicaciónDocumento8 páginasGuia Potenciación Radicaciónrarh79100% (1)
- Factorizacion R1Documento2 páginasFactorizacion R1JHON GUSTAVO COSI RAFAELAún no hay calificaciones
- Intervalos para El Cálculo Del VanDocumento20 páginasIntervalos para El Cálculo Del VanLiliana Bueno NinaAún no hay calificaciones
- Especificaciones Técnicas Arquitectura FinalDocumento21 páginasEspecificaciones Técnicas Arquitectura FinalDiana Nathali Cacho ChavezAún no hay calificaciones
- VectoresDocumento41 páginasVectoresedu camposAún no hay calificaciones
- S4.-Modelos Edificaciones AlbañileriaDocumento25 páginasS4.-Modelos Edificaciones AlbañileriaRoyer Trujillo SanchezAún no hay calificaciones
- Defensa PPDocumento23 páginasDefensa PPFrancisco Javier Hernandez FloresAún no hay calificaciones
- Ejercicios de Álgebra FlexibilidadDocumento2 páginasEjercicios de Álgebra FlexibilidadEstebanBaezAún no hay calificaciones
- Flujo de Agua SubterraneaDocumento12 páginasFlujo de Agua SubterraneaCarlos Saldaña ParedesAún no hay calificaciones
- WH Aire AcondicionadoDocumento9 páginasWH Aire AcondicionadoSanti HAún no hay calificaciones
- Tema 2. - Propiedades Petrofisicas-1Documento61 páginasTema 2. - Propiedades Petrofisicas-1danielAún no hay calificaciones
- Análisis de Carne y Productos CárnicosDocumento14 páginasAnálisis de Carne y Productos CárnicosGenesis Fajardo Igotseven0% (1)
- Concreto Pretensado - Ejercicios ResueltosDocumento6 páginasConcreto Pretensado - Ejercicios ResueltosErika MejiasAún no hay calificaciones
- T1 Reporte de Prácticas o Actividades de Aprendizaje Del Tema 1Documento24 páginasT1 Reporte de Prácticas o Actividades de Aprendizaje Del Tema 1Kratos 2001Aún no hay calificaciones
- Perforacion RGD-83 PDFDocumento19 páginasPerforacion RGD-83 PDFVictor MendozaAún no hay calificaciones
- Morales Karla SO R3 U2Documento6 páginasMorales Karla SO R3 U2Karla Morales100% (3)
- LibrosLibres Potencia Tu MenteDocumento10 páginasLibrosLibres Potencia Tu Mentebolarque28100% (1)
- MF. ExcelDocumento25 páginasMF. ExcelJazzlyn Elizabhet Castilla EspitiaAún no hay calificaciones