También podría gustarte
- Manual de Formulacion Parte 1Documento86 páginasManual de Formulacion Parte 1orutraodnamraAún no hay calificaciones
- Ciclo de CoriDocumento6 páginasCiclo de CoriAntonio ArizmendiAún no hay calificaciones
- Marco-Destilación (Adjunto)Documento19 páginasMarco-Destilación (Adjunto)Antonio ArizmendiAún no hay calificaciones
- 3.1 Oper 3Documento6 páginas3.1 Oper 3Antonio ArizmendiAún no hay calificaciones
- Balance de EnergiaDocumento5 páginasBalance de EnergiaAgustin HernandezAún no hay calificaciones
- Diagrama PsicometricoDocumento20 páginasDiagrama PsicometricoAntonio ArizmendiAún no hay calificaciones
- CarnesDocumento19 páginasCarnesAntonio ArizmendiAún no hay calificaciones
- Bacillus CereusDocumento4 páginasBacillus CereusAntonio ArizmendiAún no hay calificaciones
- Guia Carnes LacteosDocumento7 páginasGuia Carnes LacteosAntonio ArizmendiAún no hay calificaciones
- QuintanaDocumento2 páginasQuintanaAntonio ArizmendiAún no hay calificaciones
- Balance Global de EnergíaDocumento7 páginasBalance Global de EnergíaAntonio ArizmendiAún no hay calificaciones
- Instituto Tecnológico Superior de Calkini en ElDocumento14 páginasInstituto Tecnológico Superior de Calkini en ElCarla Valdez SanchezAún no hay calificaciones
- CarnesDocumento19 páginasCarnesAntonio ArizmendiAún no hay calificaciones
- CarnsDocumento17 páginasCarnsAntonio ArizmendiAún no hay calificaciones
- Bacillus CereusDocumento4 páginasBacillus CereusAntonio ArizmendiAún no hay calificaciones
- Proceso de Extracción para La Producción de SteviaDocumento4 páginasProceso de Extracción para La Producción de SteviaAntonio ArizmendiAún no hay calificaciones
- Evidencia Ambiental UltimasDocumento3 páginasEvidencia Ambiental UltimasAntonio ArizmendiAún no hay calificaciones
- Bacillus CereusDocumento4 páginasBacillus CereusAntonio ArizmendiAún no hay calificaciones
- FENomenos 1Documento58 páginasFENomenos 1Antonio ArizmendiAún no hay calificaciones
- Emisiones AtmosféricasDocumento64 páginasEmisiones AtmosféricasAntonio ArizmendiAún no hay calificaciones
- Fenómenos de Transporte 1.2Documento51 páginasFenómenos de Transporte 1.2Antonio Arizmendi100% (1)
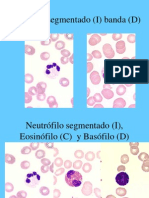
- Imagenes de HematologiaDocumento270 páginasImagenes de HematologiaAntonio ArizmendiAún no hay calificaciones
- Estadistikas de La Kalidad Del AireDocumento10 páginasEstadistikas de La Kalidad Del AireAntonio ArizmendiAún no hay calificaciones
- AmbientalDocumento22 páginasAmbientalAntonio ArizmendiAún no hay calificaciones
- Diagramasdeflujoproductoscarnicos 111129081938 Phpapp02Documento3 páginasDiagramasdeflujoproductoscarnicos 111129081938 Phpapp02Antonio ArizmendiAún no hay calificaciones
- Ahumado Artesanal y ProfesionalDocumento17 páginasAhumado Artesanal y Profesionalmonica rodriguez m100% (13)
- PolarDocumento8 páginasPolarAntonio ArizmendiAún no hay calificaciones
- Factores Que Afectan El Crecimiento BacterianoDocumento7 páginasFactores Que Afectan El Crecimiento BacterianoAntonio ArizmendiAún no hay calificaciones
- Agitación y Mezclap1Documento14 páginasAgitación y Mezclap1Federico SanchezAún no hay calificaciones
- Mantenimiento Correctivo A Los Equipos de La Pjus-9Documento16 páginasMantenimiento Correctivo A Los Equipos de La Pjus-9Manuel SerranoAún no hay calificaciones
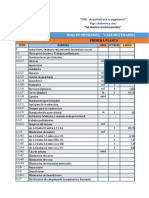
- Hoja de Metrados Casa Multifamiliar 1Documento14 páginasHoja de Metrados Casa Multifamiliar 1Alfredo AlfreditoAún no hay calificaciones
- Ejercicios TermodinamicaDocumento2 páginasEjercicios Termodinamicacelio silvaAún no hay calificaciones
- Expediente Técnico Modulo Básico Adobe Reforzado Con Geomalla Parte 1Documento39 páginasExpediente Técnico Modulo Básico Adobe Reforzado Con Geomalla Parte 1Percy Alfredo L C100% (1)
- Suministros Repsa Seccion 5 Manual de InstalacionDocumento7 páginasSuministros Repsa Seccion 5 Manual de InstalacionAlberto aranaAún no hay calificaciones
- Volcán de LodoDocumento2 páginasVolcán de LodoVeronica SanchezAún no hay calificaciones
- 14 Guia Tecnica Colombiana GTC-24Documento7 páginas14 Guia Tecnica Colombiana GTC-24rengio100% (4)
- Cinemática II OkDocumento3 páginasCinemática II Okwilfredo Nelson Berrios MarceloAún no hay calificaciones
- Laboratorio9 Hidraulica TerminadoDocumento15 páginasLaboratorio9 Hidraulica TerminadoBruno Polanco PezoAún no hay calificaciones
- AutomatismosDocumento6 páginasAutomatismosJavier VicenteAún no hay calificaciones
- PRECOMISIONADODocumento9 páginasPRECOMISIONADOAlfredo R LarezAún no hay calificaciones
- Fundición de MetalesDocumento15 páginasFundición de MetalesElizabeth MirandaAún no hay calificaciones
- Ejercicios Resueltos VHDL2006Documento13 páginasEjercicios Resueltos VHDL2006Ale KeyAún no hay calificaciones
- Cambio de Embrague en Seco y Campana.Documento24 páginasCambio de Embrague en Seco y Campana.Marcos Iglesias0% (1)
- Guia Tecnica D Separacion de MezclasDocumento3 páginasGuia Tecnica D Separacion de MezclasHernan CarrascoAún no hay calificaciones
- Plan de EmergenciasDocumento26 páginasPlan de EmergenciasWladimir CollaoAún no hay calificaciones
- Beneficios Gps Segursat Autonort 1Documento1 páginaBeneficios Gps Segursat Autonort 1Hansito Rojas ChavarryAún no hay calificaciones
- RD500 20201105Documento1 páginaRD500 20201105Juan Carlos Ludeña ChoqueAún no hay calificaciones
- 04-Cuerpos VinculadosDocumento27 páginas04-Cuerpos VinculadosAlvarorrc. AquinoAún no hay calificaciones
- Prueba Diagnostica InformaticaDocumento1 páginaPrueba Diagnostica InformaticaIvan De La PeñaAún no hay calificaciones
- Tema 1 - DiédricoDocumento26 páginasTema 1 - DiédricoTheDeve001 YTAún no hay calificaciones
- Hoja - Seguridad TRABASIL VA3 PDFDocumento5 páginasHoja - Seguridad TRABASIL VA3 PDFMartin SoAún no hay calificaciones
- Redes Inalambricas MonografiaDocumento10 páginasRedes Inalambricas MonografiaAyarin Rbm100% (1)
- Introduccion Al Arcgis en FotogrametriaDocumento104 páginasIntroduccion Al Arcgis en FotogrametriaEmer Moreano Huanca100% (1)
- DrywallDocumento5 páginasDrywallfdiaz12Aún no hay calificaciones
- VSG Gradilla LeerDocumento48 páginasVSG Gradilla LeerJuan CarlosAún no hay calificaciones
- AerosolesDocumento15 páginasAerosolesalexqaAún no hay calificaciones
- Actividad de Soldadura y CorteDocumento27 páginasActividad de Soldadura y Cortegrupo aztlanAún no hay calificaciones
- CF Ahumada MCDocumento176 páginasCF Ahumada MCckinastAún no hay calificaciones
- Man. Asistida, Computadora y C Numérico 31 - 08 - 21Documento49 páginasMan. Asistida, Computadora y C Numérico 31 - 08 - 21David GonzalezAún no hay calificaciones